不同磨削工況下成形磨齒溫度梯度的研究
2016-09-05 07:50:34朱鵬飛
時代農機 2016年4期
關鍵詞:研究
朱鵬飛,李 紅
(開封大學 機械與汽車工程學院,河南 開封 475000)
不同磨削工況下成形磨齒溫度梯度的研究
朱鵬飛,李紅
(開封大學 機械與汽車工程學院,河南 開封475000)
基于有限元分析理論,對干磨和濕磨兩種磨削工況下的成形磨齒溫度梯度進行了瞬態分析,并討論了磨削區某一節點處干磨和濕磨溫度梯度隨時間的變化情況。研究表明,磨齒加工過程中,無論是干磨還是濕磨,在磨削初始階段,齒面上的溫度梯度不大,在磨削結束階段,溫度梯度值最大。由于磨削液的作用,濕磨溫度梯度變化比干磨溫度梯度變化小。
有限元分析;成形磨齒;溫度梯度;瞬態分析
硬齒面齒輪常用砂輪成形磨削工藝進行精加工。而令工程技術人員為難的是在加工過程中常會出現磨削燒傷。由于加工過程中存在砂輪、齒面、磨削液之間的熱傳導,這樣會造成被加工齒面不同區域溫度變化的差異,溫度變化大的區域越容易發生磨削燒傷。所以很有必要對成形磨齒加工齒面上的溫度變化情況展開研究,而研究齒面溫度變化情況歸根結底就是研究磨削溫度梯度。大多數學者研究方向為磨削溫度場,發表了大量文獻。而目前對于硬齒面齒輪成形磨削溫度梯度的研究報道很少。
文章基于不同工況運用ANSYS軟件對圓柱齒輪成形法磨削過程進行瞬態溫度梯度三維模擬仿真,最終得到不同磨削階段齒面溫度梯度的分布情況,并選取齒面某一節點處溫度梯度進行研究,得到了兩種工況下溫度梯度隨時間變化情況。這一研究對齒輪成形磨削燒傷問題提供了理論依據。
1 仿真參數計算
齒輪參數如表1所示。選取合金鋼40Cr作為有限元仿真的材料模型,在ANSYS軟件中直接輸入其材料特性:泊松比ν=0.3,密度ρ=7810kg/m3,彈性模量E=211GPa,導熱系數 λ=43.96W/(m·℃)。選取砂輪型號為GZ70Z1AP400×30×127。

表1 齒輪參數
(1)對流換熱載荷。在實際加工過程中,磨削液與齒面之間的溫度差會導致兩者之間的對流換熱。一般認為,磨削液在磨削區的狀態是高速層流狀態。文章在研究過程中只考慮強迫對流換熱對磨削溫度的影響,而忽略自然對流換熱對磨削溫度的影響。
由純強迫對流(層流)的準則方程

式中,Nu為努謝爾特數;Re為液流雷諾數,其中,Re=ul/ν,式中,u為磨削區內磨削液平均流速,磨削區內磨削液平均流速可表示為u=(νw+νs)/2,ν為磨削液運動粘度,其中,ν=μ/ρ,μ為磨削液動力粘度,ρ為磨削液密度,l為磨齒接觸弧長;Pr為普朗特數,其中,Pr=cμ/λ,λ為磨削液導熱系數,c為磨削液比熱容。
由努謝爾特準則

則成形磨齒磨削區對流換熱方程可以表示為

(2)熱流載荷。研究中,磨削熱用熱流載荷qw可以表示為

式中,Ft為切向磨削力;νs為線速度;be為漸開線長度,;接觸弧長;ap為磨削深度;ds為砂輪直徑。
要進行成形磨齒溫度梯度有限元模擬仿真,必須根據設定的磨削工藝參數計算傳入齒面的熱流載荷和對流換熱載荷的數值,通過計算得到模擬仿真參數如表2所示。

表2 模擬仿真參數
2 仿真結果及分析
溫度梯度表示溫度的變化率,所以文章從干磨和濕磨兩種磨削方式下對齒面溫度梯度進行研究。圖1顯示了從磨削初始階段到磨削穩定階段再到磨削結束階段干磨和濕磨兩種工況下的溫度梯度分布云圖。在干磨時,溫度梯度最大值為364.675℃/mm,濕磨時,溫度梯度最大值為152.017℃/mm。無論是干磨還是濕磨,在熱源形成期,齒面上的溫度梯度不大,在熱源快要離開齒面時,溫度梯度的值最大。這也說明在砂輪快要離開齒輪時,齒面溫度變化非常大,容易發生燒傷。并且說明了成形法磨齒齒面容易燒傷的位置是齒面末端靠近齒根處。

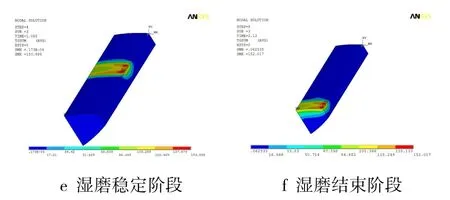
圖1 溫度梯度分布
在磨削區域取第403號節點為研究對象。圖2描述了濕磨和干磨兩種工況下該節點溫度梯度的瞬態變化規律。干磨時該點溫度梯度最大值比濕磨該點溫度梯度最大值高。這說明干磨時,該點溫度變化情況比較大。它們的溫度梯度上升的速率也有很大差別,干磨工況下,當矩形熱源經過該節點時,溫度梯度上升速率很快,斜率比較大。而在濕磨工況下,由于磨削區有磨削液的存在,溫度梯度上升速率較慢。當矩形熱源離開該節點時,干磨工況下的溫度梯度陡然下降,濕磨工況下的溫度梯度下降速率相對緩慢。
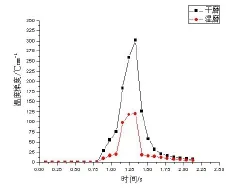
圖2 干磨和濕磨溫度梯度隨時間變化曲線
3 結語
(1)齒面末端靠近齒根處溫度變化非常大,容易發生燒傷。
(2)由于磨削液的對流換熱作用,濕磨溫度梯度變化比干磨溫度梯度變化小,緩解了燒傷情況的發生。
[1]李伯民,趙波.現代磨削技術[M].北京:機械工業出版社,2003.
[2]王霖,秦勇,劉鎮昌,等.計算機仿真技術在磨削溫度場中的應用[J].工具技術,2001,35(10):19-21.
[3]張東坤,李長河,賈東洲,等.磨削溫度場建模及熱傳遞分析與實驗驗證[J].制造技術與機床,2015,(4):82-87.
[4]田霖,傅玉燦,李海燕,等.基于集中熱源法的高速磨削溫度場解析[J].金剛石與磨料磨具工程,2013,33(5):35-39.
Research on Shaping Grinding Temperature Gradient Under Different Grinding Condition
ZHU Peng-fei,LI Hong
(School of Mechanical and Automotive Engineering,Kaifeng University,Kaifeng,Henan 475000,China)
Based on the theory of finite element analysis,Analyze grinding temperature gradien og two kinds of grinding conditions,the dry milling and wet milling,in transient analysist,and discusses the gradient changes in a node in the grinding zone between dry milling and wet milling temperature over time.Studies have shown that in the process of gear grinding processing,no matter the dry milling or the wet milling,in the initial stage,the grinding temperature gradient on the surface of the tooth is small,at the end of the grinding temperature gradient value became maximum.Because of the effect of grinding fluid,wet milling is smaller than dry grinding in the temperature gradient change.
finite element analysis;shaping grinding;temperature gradient;instantaneous condition analysis
TG616
A
2095-980X(2016)04-0043-02
2016-03-24
朱鵬飛(1987-),男,河南安陽人,碩士,助教,主要研究方向:先進制造技術。
猜你喜歡
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
天津外國語大學學報(2021年3期)2021-08-13 08:32:18
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
科技傳播(2019年22期)2020-01-14 03:06:54
遼金歷史與考古(2019年0期)2020-01-06 07:45:20
民用飛機設計與研究(2019年4期)2019-05-21 07:21:24
電子制作(2018年11期)2018-08-04 03:26:04
汽車工程學報(2017年2期)2017-07-05 08:13:02
國際商務財會(2017年8期)2017-06-21 06:14:14
電子制作(2017年23期)2017-02-02 07:17:19
