油田生化污泥減量探討
2016-09-07 03:56:50朱健健大慶油田有限責任公司第五采油廠
石油石化節能 2016年5期
朱健健 (大慶油田有限責任公司第五采油廠)
?
油田生化污泥減量探討
朱健健(大慶油田有限責任公司第五采油廠)
生化污泥及時處理是生化污水處理系統平穩高效運行的保證,隨著生化污水處理工藝在油田采出液處理中應用及推廣,污泥減量處理技術作為生化處理工藝的重要環節,逐漸得到重視。由于生化污泥產生量影響因素多、產生量大,且含有大量菌膠團,影響絮凝劑效果,因此有必要對產生污泥的主要因素進行分析。通過開展生化污泥減量現場試驗,初步認為機械方式對生化污泥減量也能具有較好效果,但受藥劑效果影響,處理效率還需進一步提高。
生化污泥;減量化;疊螺機
1 生化污泥來源及成分
1.1生化處理工藝
2008年新建杏十三-1含聚污水站,處理能力1.5×104m3/d,為油田首次采用生化處理工藝處理采出液,2013年主工藝將沉淀池改造為固液分離,目前主要工藝為“緩沖沉降罐+氣浮+微生物+固液分離+一級過濾”。工藝流程見圖1。

圖1 杏十三-1含聚污水處理站工藝流程
工藝流程:聚驅一段放水進入緩沖沉降罐,提升至氣浮,對大部分原油及雜質進行回收,再自流進入微生物反應池。在微生物池內停留8 h,由池底曝氣盤為微生物供氧。經微生物處理后的污水自流至固液分離裝置。固液分離裝置上清液自流至集水池,由升壓泵升壓后再經石英砂過濾,最后殺菌流入注水站回注。
1.2生化污泥來源及成分
固液分離裝置連續對上浮污泥進行回收,通過污泥輸送泵輸至污泥濃縮罐,罐底部污泥排至污泥干化池,定期清淤。生化處理站產生的污泥為含水量在75%~99%的固體或流體狀物質。其中固體成分主要由脫落掛件、細菌菌體、無機顆粒、膠體及投加藥劑等組成,是一種以有機成分為主,組分復雜的混合物,包含有機質、氮、磷、鉀和各類微量元素。
2 生化污泥產生量影響因素
生化污泥產生量主要受處理量、來液含油量、溶氧量、環境溫度等因素影響,正常情況該站污泥產生量為20~50 m3/d,平均含水95.6%。主要為剩余生物污泥,如活性污泥和生物膜等,此外還有污水固相有機污染物沉淀后形成的污泥。
部分有機物質(BOD)在微生物的新陳代謝過程中,被利用合成了新細胞質以替代死亡的微生物。因此,污泥的產生量與被分解了的BOD數量(含油量)有關。設計階段考慮每處理1 kg BOD產生0.6~0.8 kg的污泥(含水100%),折算成含水率為80%的干污泥,則為3~4 kg。由于出水含油值相對來說含油值較小,污泥產生量主要受處理量及來水含油量的影響[1]。
2011年9月由于上游生產運行不平穩,來液含油超標(大于或等于300 mg/L)及局部曝氣元件損壞,微生物池出水端DO值不足1 mg/L,沉淀池內污泥缺氧而發生反硝化甚至厭氧,大量污泥上浮(圖2)。

圖2 生化污泥產生量
3 生化污泥減量試驗
3.1生化污泥來源及處理工藝
由于干化池污泥每年需清理2~3次,且人工清淤工作量大,一般采用稀釋后泵抽的方式開展清淤,導致每次清淤量近2000 m3,為減少產生含油污泥總量,2014年新建30 m3/h疊螺機裝置1套,用于處理污泥濃縮罐內污泥。疊螺式壓濾機采用的是薄層脫水原理,每次的機械力只施加在一層薄泥餅上,使污泥中的自由態水以最短的距離、最快的速度從泥中分離(圖3)。處理后干化污泥直接外運,產生污水回收至緩沖沉降罐[2-4]。

圖3 杏十三-1含聚污水處理站生化污泥處理流程
3.2化學藥劑優選
調試階段通過檢查來液性質,確認使用高分子陽離子型絮凝劑,并對符合條件的4種絮凝劑進行優選試驗,目前使用的絮凝劑D與其他3種相比,絮團形成時間快、絮團大、出泥含水低,最終確定為添加藥劑。
3.3絮凝劑投加量優化
調試階段加藥濃度一度設定為2000×10-6,為降低成本、減少配藥頻次,進行了加藥濃度試驗,在處理量為2 m3/h時,對加藥濃度進行了調試(表1)。
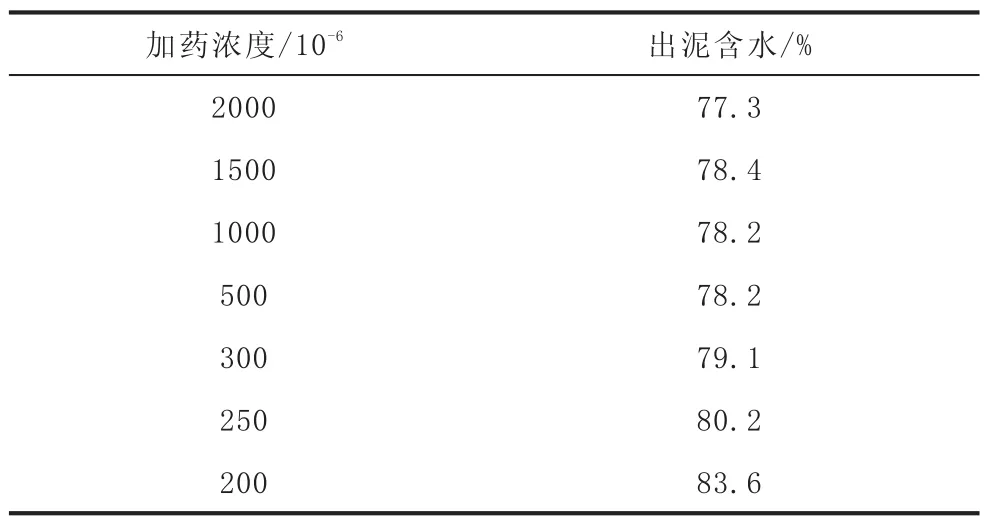
表1 不同加藥濃度出泥指標
由于加藥濃度低于300×10-6時出泥含水未能達到80%,而加藥濃度大于300×10-6時,隨著加藥濃度增加,出泥含水變化不大,所以將加藥濃度確定為300×10-6。
3.4處理能力
由于裝置的設計處理能力為30 m3/h,在調試階段進行了裝置實際處理能力摸索試驗(表2)。
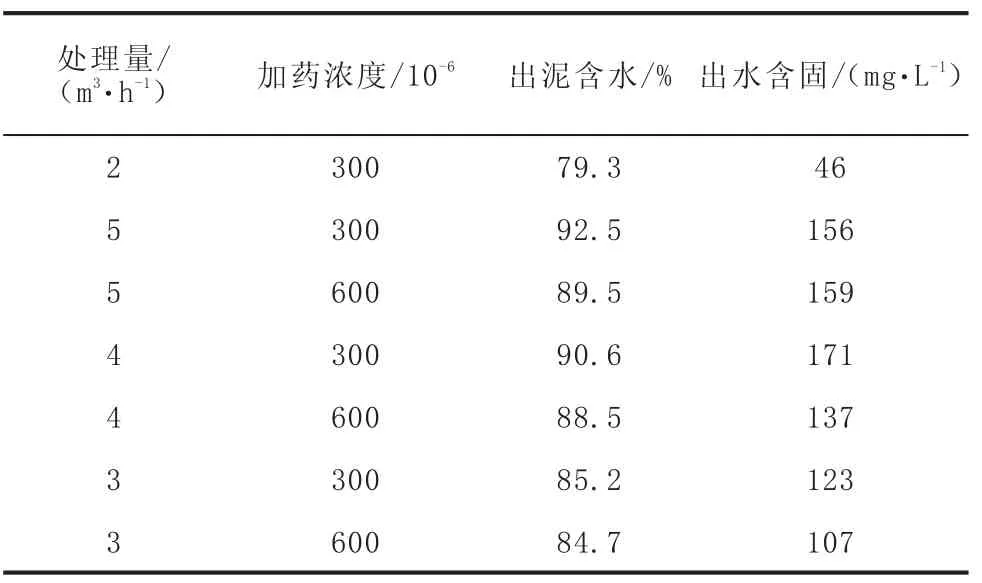
表2 不同處理量出泥效果
試驗過程中,當處理量提高后,疊螺機出水水質急劇變差,出泥含水也上升,不能達到低于80%的目標值,所以處理能力暫時確定為2 m3/h。2015 年5-10月每日運行4~8 h,累計處理高含水污泥2230 m3,外運干化污泥245 m3,出泥含水平均77.8%,減量1985 m3。
3.5攪拌強度和絮凝劑反應時間
根據調研,采油七廠、采油八廠污水站和采油五廠杏十三-1含聚污水站疊螺機設計能力均為20 m3/h,設備原理及供貨廠家均相同,但實際處理能力均遠大于杏十三-1含聚污水站處理能力,其原因為該站處理對象主要為有機生化污泥,顆粒細小,藥劑需要更長的反應時間,處理能力下降主要受緩沖段容積限制,導致藥劑沒有完全發揮效果。攪拌強度和絮凝劑反應時間試驗見表3。
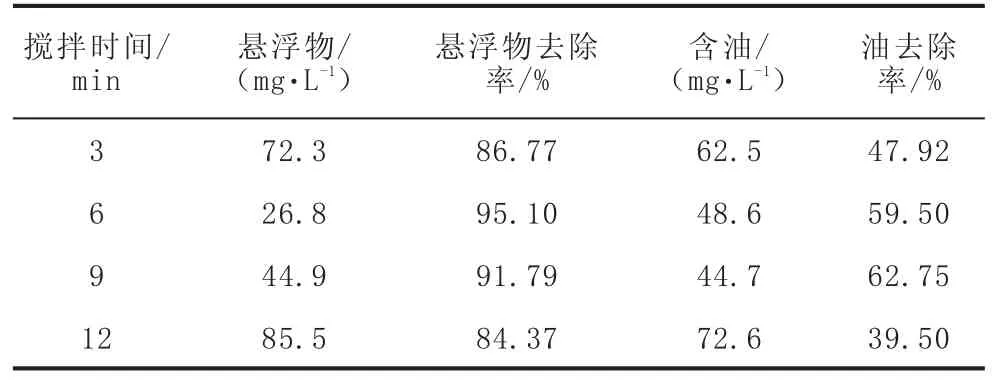
表3 攪拌時間對絮凝效果的影響
取4份200 mL的來液樣品于燒杯中,再加入0.15 g/200 mL聚丙烯酰胺絮凝劑,用加熱攪拌器攪拌。設定攪拌時間為9 min,轉速分別設定為50、100、150、200 r/min,均靜置沉降20 min后取其上清液,測其固體懸浮物、含油值。結果見表4。

表4 攪拌時間為9 min時相應的指標值
試驗結果表明最佳攪拌時間和最佳攪拌強度分別為9 min,轉速為150 r/min,此時懸浮物去除率達95.10%,含油去除率達64.42%。如果攪拌時間過長,攪拌速度過快,則會將能夠沉降顆粒被打碎后不沉降,降低絮凝效果;如果時間不足,速度太慢,則絮凝劑與固體顆粒接觸不充分,不利于絮凝劑捕集膠體顆粒形成大絮團,同時絮凝劑濃度分布不均勻,也不利于絮凝作用的發揮。
試驗說明目前所使用藥劑通過攪拌與該站污泥有效反應時間至少為9 min。目前,減量化裝置緩沖段有效容積0.3 m3,絮凝劑最高效反應時間對應處理量為2 m3/h,下一步可將緩沖端容積加大或調整藥劑,以達到增加處理能力目標。
4 效益分析
將杏十三-1含聚污水站減量1985 m3含油污泥消耗成本與將這部分含油污泥直接通過杏V-2含油污泥處理站達標處理成本進行對比(表5)。
從表5可以看出,除絮凝劑消耗量在減量處理中略多外,其余消耗均少于直接達標處理,節能降耗效果顯著。

表5 含油污泥減量處理與直接達標處理成本消耗對比
5 幾點認識
1)減少來水含油量可有效減少生化污泥的產生。
2)保證溶氧量可避免好氧菌因缺氧而大量死亡,從而導致產生生化污泥增加,微生物池出水端溶氧量DO應大于3 mg/L。
3)生化污泥由于含有大量菌膠團,影響絮凝劑吸附架橋作用,通過常規機械減量處理前,需優選藥劑提高處理效率。同時,由于生化污泥絮凝劑反應時間遠大于物化污泥,減量化裝置要考慮設備能否滿足藥劑反應時間要求。
4)對含水較高的含油污泥進行減量化處理,既能降低需達標處理含油污泥的總量,也能大幅降低處理費用。
[1]李立欣,趙乾身,馬放,等.廢水處理中污泥減量技術及發展趨勢[J].水處理技術,2015(1):1-4.
[2]陳忠喜,魏利.油田含油污泥處理技術及工藝應用研究[M].北京:科學出版社,2012:80-81.
[3]戴達山,劉義剛,劉宏現,等.耐溫耐鹽含油污泥調剖體系[J].油氣田地面工程,2010(8):13-15.
[4]夏福軍,隋向楠,馬漢.含油污泥減量化處理技術探討[J].油氣田環境保護,2013(3):8-12.
(編輯莊景春)
10.3969/j.issn.2095-1493.2016.05.004
朱健健,工程師,2004年畢業于中國地質大學(武漢)(安全工程專業),從事三采集輸規劃工作,E-mail:zhujjian@petrochina.com. cn,地址:大慶市第五采油廠規劃設計研究所,163513。
2016-03-05