基于固有應變法的桅桿焊接工藝仿真
2016-09-08 02:22:51胡掌穩熊逸群王海博胡凌云龐紅良
新技術新工藝 2016年6期
胡掌穩,熊逸群,牟 軍,王海博,鄭 軒,胡凌云,龐紅良,黃 玉,張 龍
(1.北京市三一重機有限公司,北京 102206;2.北京翔博科技股份有限公司,北京 100086)
?
基于固有應變法的桅桿焊接工藝仿真
胡掌穩1,熊逸群1,牟軍1,王海博1,鄭軒2,胡凌云2,龐紅良2,黃玉2,張龍2
(1.北京市三一重機有限公司,北京 102206;2.北京翔博科技股份有限公司,北京 100086)
桅桿的材料為Q345B,通過采用焊接的方式,將桅桿的底板、側板、頂板和加強筋焊接成裝配件。桅桿在焊后存在變形,需要通過熱校形來減小和控制變形量。基于固有應變法對桅桿的焊接成型工藝進行仿真,通過三維彈塑性有限元仿真,得到焊接成型過程中焊縫周圍的殘余應力分布和固有應變分布趨勢,進而通過固有應變法獲得桅桿焊后的整體變形。
焊接;桅桿;固有應變法;三維彈塑性有限元;焊縫應力應變分布
焊接過程中經歷了復雜的物理過程,如微觀組織、熱和力學場量耦合[1-2]。冷卻過程積累的塑性應變主要決定了焊接殘余變形。桅桿焊接工藝的仿真方法為固有應變法[3-4]。固有應變法的基本原理為先通過熱彈塑性有限元法分析焊接接頭,得到焊縫周圍的殘余應力分布和固有應變分布,再將焊縫及其附近所產生的固有應變作為初始應變,進行一次彈性有限元計算,來獲得整個桅桿結構的焊接變形,進而優化大型復雜結構的焊接順序。
北京翔博科技股份有限公司在ABAQUS成熟商用軟件的基礎上進行封裝,基于固有應變法形成了多工藝連續仿真軟件焊接工藝模塊,實現了大型復雜結構的焊接工藝仿真,可對復雜結構的焊后整體變形進行分析。
1 建立桅桿有限元模型
以SR150型號桅桿為例,采用ABAQUS有限元軟件前處理建立的3D幾何模型如圖1所示[5-6]。采用四面體單元劃分網格,網格模型如圖2所示。將桅桿放在平臺上進行焊接裝配,約束桅桿的剛體位移。桅桿實際的焊接工藝參數如下:焊接電流260 A;焊接電壓27 V;焊接速度25 m/h;電弧熱效率0.75。

圖1 桅桿幾何模型 圖2 桅桿網格模型
2 焊接接頭三維彈塑性有限元仿真
在桅桿焊接過程中,焊接接頭包括對接接頭、T型接頭和角接接頭[7]。采用的熱源模型為高斯熱源。高斯熱源分布計算公式如下[8-9]:
(1)
式中,R為電弧有效加熱半徑;r為焊接件上任意點至電弧加熱斑點中心的距離;η為電弧熱效率;U為焊接電壓;I為焊接電流。
2.1對接接頭仿真結果
對接接頭的應力分布如圖3~圖5所示。由圖3~圖5得知,焊后在焊縫周圍的應力值較大,遠離焊縫的區域應力值較小,焊接殘余應力主要集中在焊縫及其附近。

圖3 對接接頭等效應力云圖

圖4 對接接頭最大主應力云圖

圖5 對接接頭最小主應力云圖
對接接頭的應變分布結果如圖6~圖8所示。由圖6~圖8得知,焊后在焊縫周圍的應變值較大,遠離焊縫的區域應變值較小。 取焊縫橫截面,可計算得出焊縫橫截面的平均固有應變。通過坐標軸方向得知,PE11為橫向固有應變,PE22為縱向固有應變。

圖6 對接接頭X方向應變云圖

圖7 對接接頭Y方向應變云圖

圖8 對接接頭Z方向應變云圖
2.2T型接頭仿真結果
T型接頭的應力分布如圖9~圖11所示。由圖9~圖11得知,焊后在焊縫周圍的應力值較大,遠離焊縫的區域應力值較小,焊接殘余應力主要集中在焊縫及其附近。

圖9 T型接頭等效應力云圖

圖10 T型接頭最大主應力云圖

圖11 T型接頭最小主應力云圖
T型接頭的應變分布結果如圖12~圖14所示。由圖12~圖14得知,焊后在焊縫周圍的應變值較大,遠離焊縫的區域應變值較小。取焊縫橫截面,可計算得出焊縫橫截面的平均固有應變。通過坐標軸方向得知,PE11為橫向固有應變,PE22為縱向固有應變。

圖12 T型接頭X方向應變云圖

圖13 T型接頭Y方向應變云圖

圖14 T型接頭Z方向應變云圖
2.3角接接頭仿真結果
角接接頭的應力分布如圖15~圖17所示。由圖15~圖17得知,焊后在焊縫周圍的應力值較大,遠離焊縫的區域應力值較小,焊接殘余應力主要集中在焊縫及其附近。

圖15 角接接頭等效應力云圖

圖16 角接接頭最大主應力云圖

圖17 角接接頭最小主應力云圖
角接接頭的應變分布結果如圖18~圖20所示。由圖18~圖20得知,焊后在焊縫周圍的應變值較大,遠離焊縫的區域應變值較小。取焊縫橫截面,可計算得出焊縫橫截面的平均固有應變。通過坐標軸方向得知,PE11為橫向固有應變,PE22為縱向固有應變。

圖18 角接接頭X方向固有應變云圖

圖19 角接接頭Y方向固有應變云圖

圖20 角接接頭Z方向固有應變云圖
3 焊接工藝參數對應力及應變分布的影響
3.1焊接電流對桅桿焊縫仿真結果的影響
選取工藝參數為電壓27 V、焊接速度25 m/h,電弧熱效率0.75,依次選取焊接電流240、260、280、300和320 A,分別計算不同電流下,焊縫周圍的應力和應變結果。
隨著電流的不斷增大,焊縫周圍的殘余等效應力變化趨勢如圖21所示。由圖21得知,隨著焊接電流不斷增大,焊縫周圍的等效應力數值不斷增大,當電流增大到一定數值時,等效應力增大的趨勢趨于平穩。

圖21 焊縫等效應力隨電流增大的變化趨勢
隨著電流的不斷增大,焊縫周圍的縱向固有應變變化趨勢如圖22所示。由圖22得知,焊縫周圍的縱向固有應變為負值,隨著焊接電流不斷增大,焊縫周圍的縱向固有應變數值不斷增大,當電流增大到一定數值時,縱向固有應變增大的趨勢趨于平穩。

圖22 焊縫縱向固有應變隨電流增大的變化趨勢
隨著電流的不斷增大,焊縫周圍的橫向固有應變變化趨勢如圖23所示。由圖23得知,焊縫周圍的橫向固有應變為負值,隨著焊接電流不斷增大,焊縫周圍的橫向固有應變數值不斷增大。

圖23 焊縫橫向固有應變隨電流增大的變化趨勢
3.2焊接電壓對桅桿焊縫仿真結果的影響
選取工藝參數為電流260 A、焊接速度25 m/h,電弧熱效率0.75,依次選取焊接電壓24、27、30和33 V,分別計算不同電壓下,焊縫周圍的應力和應變結果。
隨著電壓的不斷增大,焊縫周圍的殘余等效應力變化趨勢如圖24所示。由圖24得知,隨著焊接電壓不斷增大,焊縫周圍的等效應力數值不斷增大。

圖24 焊縫等效應力隨電壓增大的變化趨勢
隨著電壓的不斷增大,焊縫周圍的縱向固有應變變化趨勢如圖25所示。由圖25得知,焊縫周圍的縱向固有應變為負值,隨著焊接電壓不斷增大,焊縫周圍的縱向固有應變數值不斷增大。
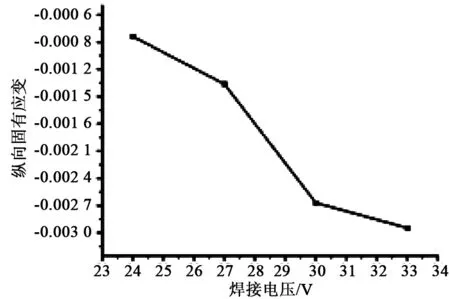
圖25 焊縫縱向固有應變隨電壓增大的變化趨勢
隨著電壓的不斷增大,焊縫周圍的橫向固有應變變化趨勢如圖26所示。由圖26得知,焊縫周圍的橫向固有應變為負值,隨著焊接電壓不斷增大,焊縫周圍的橫向固有應變數值不斷增大。

圖26 焊縫橫向固有應變隨電壓增大的變化趨勢
3.3焊接速度對桅桿焊縫仿真結果的影響
選取工藝參數為電流260 A、焊接電壓27 V,電弧熱效率0.75,依次選取焊接速度20、25、30和35 m/h,分別計算不同焊接速度下,焊縫周圍的應力和應變結果。
隨著焊接速度的不斷增大,焊縫周圍的殘余等效應力變化趨勢如圖27所示。由圖27得知,隨著焊接速度不斷增大,焊縫周圍的等效應力數值不斷減小,當焊接速度增大到一定數值后,等效應力減小的趨勢趨于平穩。

圖27 焊縫等效應力隨焊接速度增大的變化趨勢
隨著焊接速度的不斷增大,焊縫周圍的縱向固有應變變化趨勢如圖28所示。由圖28得知,焊縫周圍的縱向固有應變為負值,隨著焊接速度不斷增大,焊縫周圍的縱向固有應變數值不斷減小,當焊接速度增大到一定數值后,縱向固有應變減小的趨勢趨于平穩。

圖28 焊縫縱向固有應變隨焊接速度增大的變化趨勢
隨著焊接速度的不斷增大,焊縫周圍的橫向固有應變變化趨勢如圖29所示。由圖29得知,焊縫周圍的橫向固有應變為負值,隨著焊接速度不斷增大,焊縫周圍的橫向固有應變數值不斷減小,當焊接速度增大到一定數值后,橫向固有應變減小的趨勢趨于平穩。

圖29 焊縫橫向固有應變隨焊接速度增大的變化趨勢
4 桅桿焊接變形仿真
將上述得到的焊縫周圍的固有應變值作為初始應變施加于桅桿模型中,采用固有應變法通過彈性仿真分析桅桿焊后的變形[10-11]。 通過固有應變法仿真得到的桅桿焊后整體變形如圖30~圖33所示。

圖30 桅桿焊后整體變形云圖

圖31 桅桿變形放大圖(300倍)

圖32 桅桿Y向變形云圖

圖33 桅桿Z向變形云圖
由圖30~圖33得知,桅桿在組裝焊接后存在翹曲變形,中間的變形較大,兩端的變形較小,整個模型沿軸線方向存在圓弧狀的變形趨勢,與實際焊接變形相吻合。
提取桅桿沿同一軸線方向的節點形成路徑1(見圖34),得到沿路徑1桅桿的變形趨勢如圖35~圖37所示。由圖35得知,桅桿焊后沿同一軸線呈現圓弧狀的變形。由圖36得知,桅桿焊后沿同一軸線在Y向的變形呈現圓弧狀。由圖37得知,桅桿焊后沿同一軸線在Z向的變形呈現圓弧狀。

圖34 路徑1示意圖

圖35 沿路徑1變形趨勢

圖36 沿路徑Y向變形趨勢

圖37 沿路徑Z向變形趨勢
5 結語
本文基于固有應變法對桅桿的焊接成型工藝進行仿真,先通過三維彈塑性有限元仿真,得到焊接成型過程中典型焊接接頭焊縫周圍的殘余應力分布和固有應變分布趨勢,進而將獲得的固有應變作為初始應變施加于桅桿模型中,通過固有應變法獲得桅桿焊后的整體變形。
桅桿在組裝焊接后整體存在翹曲變形,中間的變形較大,兩端的變形較小,提取桅桿沿同一軸線方向的節點,整個模型沿軸線方向存在圓弧狀的變形趨勢,與實際焊接變形相吻合。
[1]汪建華,魏良武. 焊接變形和殘余應力預測理論的發展和應用前景(1)[J]. 焊接,2001(9):5-7.
[2]汪建華,魏良武. 焊接變形和殘余應力預測理論的發展和應用前景(2)[J]. 焊接,2001(10):4-6,34.
[3]汪建華,陸皓,魏良武. 固有應變有限元法預測焊接變形理論及其應用[J]. 焊接學報,2002,23(6):36-40.
[4]周晶. 采用固有應變法預測鋁合金焊接變形[J]. 焊接技術,2010(6):6-10.
[5]陳楚. 數值分析在焊接中的應用[M]. 上海:上海交通大學出版社,1985.
[6]陳楚,汪建華,楊洪慶. 非線性焊接熱傳導的有限元計算和分析[J]. 焊接學報,1983(3):139-148.
[7]汪建華,陳楚. 不同接頭形式下的焊接傳熱計算機系統[J].焊接學報,1990,11(1):57-64.
[8]Inoue T.Metallo-thermo-mechanics application to phase transformation incorporated processes[J].Theoretical Prediction in Joining and Welding, 1996(11):89-112.
[9]Masubuchi K. Prediction and control of residual stresses and distortion in welded structures[J].Transactions of Jwri, 1996,25:53-67.
[10]徐濟進. 基于固有應變筒體對接多道焊焊接變形的預測[J]. 焊接學報,2007(1):77-80.
[11]奧凱爾渤洛姆 H O.焊接應力與變形[M]. 北京:中國工業出版社,1958.
責任編輯馬彤
Based on the Inherent Strain of Mast Welding Process Simulation
HU Zhangwen1, XIONG Yiqun1, MU Jun1, WANG Haibo1, ZHENG Xuan2, HU Lingyun2,PANG Hongliang2, HUANG Yu2, ZHANG Long2
(1.Beijing Sany Heavy Machinery Co., Ltd., Beijing 102206,China; 2.Beijing Semboo Science & Technology Co.,Ltd., Beijing 100086, China)
The mast of molding process is welding while the steel material is Q345B, the mast welding assembly is composed of base plate, side panel, roof and reinforcement of welding. Masts exist deformation after welding, it needs adopting the hot school to reduce the control deformation. The article is based on the inherent strain of mast welding molding process simulation. The welding forming is obtained by 3D elastic-plastic finite element silmulation in the process of inherent strain distribution around the weld residual stress distribution and trend. The whole welding deformation is through using inherent strain gauge and mast.
welding, mast, the inherent strain gauge, three dimensional elastoplastic finite element method, weld stress and strain distribution
TG 404
A
胡掌穩(1970-),男,高級工程師,主要從事焊接等方面的研究。
2016-02-22
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
設備管理與維修(2015年12期)2015-04-09 06:57:24
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
