細化U71Mn鋼軌焊接接頭晶粒度的焊后熱處理工藝優化研究
2016-09-12 09:52:06王樹青詹新偉中國鐵道科學研究院研究生部北京100081中國鐵道科學研究院金屬及化學研究所北京100081
鐵道建筑 2016年8期
關鍵詞:工藝
許 鑫,王樹青,詹新偉(1.中國鐵道科學研究院 研究生部,北京 100081;中國鐵道科學研究院 金屬及化學研究所,北京 100081)
細化U71Mn鋼軌焊接接頭晶粒度的焊后熱處理工藝優化研究
許鑫1,2,王樹青2,詹新偉2
(1.中國鐵道科學研究院 研究生部,北京100081;2中國鐵道科學研究院 金屬及化學研究所,北京100081)
焊軌基地利用原感應加熱線圈對U71Mn鋼軌焊接接頭進行焊后熱處理時,部分接頭出現了軌底三角區溫度高、軌底角邊側溫度低而導致的晶粒粗化現象。針對此問題對原感應加熱線圈進行了優化設計,并提出了使用此新型感應加熱線圈對焊接接頭進行焊后熱處理的最佳工藝參數:加熱溫度880 ±10℃;加熱時間>130 s;風壓0.06~0.10 MPa;噴風時間150 s。使用新型感應加熱線圈在上述工藝參數下進行焊后熱處理后,接頭踏面與母材硬度的比值為1.01,軌頭、軌底三角區及2個軌底角晶粒得到細化,晶粒度級別可達9級以上。
U71Mn鋼軌;焊接接頭;焊后熱處理;晶粒度;感應加熱線圈;優化
隨著鐵路運輸向重載、高速方向發展,對鋼軌焊接接頭的性能提出了更高的要求。我國無縫線路鋼軌焊接廣泛采用閃光焊技術,由于受到焊接高溫的影響,焊縫附近晶粒粗化,塑性、韌性大幅度下降,脆性增大,容易產生接頭低塌、馬鞍形磨耗、波浪磨耗等問題,從而影響無縫線路的使用性能和壽命。為解決上述問題,鋼軌焊接后必須對焊接接頭進行焊后熱處理,以改善接頭的使用性能,達到與鋼軌母材的合理匹配,滿足無縫線路的使用要求[1-4]。
鑒于目前焊軌基地U71Mn鋼軌焊接接頭出現了軌底三角區晶粒粗大、軌底角晶粒未細化的現象,中國鐵道科學研究院金屬及化學研究所對原中頻感應加熱線圈進行了優化設計,并使用此新型中頻感應加熱線圈對U71Mn鋼軌焊接接頭進行了焊后熱處理工藝試驗,以優化工藝參數,細化焊接接頭晶粒度,進而指導U71Mn鋼軌焊接接頭的焊后熱處理。
1 目前U71Mn鋼軌焊后熱處理存在的問題
1.1軌底三角區晶粒粗大
U71Mn鋼軌在焊軌基地焊后熱處理后,通過對焊接接頭晶粒度的測試,發現軌底三角區易出現晶粒粗大現象(見圖1(a))。焊后熱處理時,在U71Mn鋼軌焊接接頭軌頭、軌腰、軌底三角區、軌底角4個部位的溫度中,軌底三角區溫度通常最高。當加熱溫度>850℃,軌底三角區晶粒長大趨勢十分明顯,而當加熱溫度>950℃,軌底三角區奧氏體晶粒度級別會粗于6級。
1.2軌底角晶粒未細化
為解決U71Mn鋼軌焊接接頭焊后熱處理導致的軌底三角區晶粒粗大問題,通常選擇降低感應加熱線圈的頻率,而由此帶來的弊端是焊接接頭的軌底角晶粒未細化(見圖1(b)),探傷產生異波。
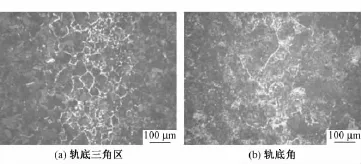
圖1 焊接接頭焊后熱處理后部分區域晶粒粗大
因此,為確保U71Mn鋼軌焊接接頭在焊后熱處理后,軌底三角區晶粒細化的同時軌底角晶粒細化,需要對現有的感應加熱線圈及焊后熱處理工藝進行優化。
2 細化U71Mn鋼軌焊接接頭晶粒度的方案
2.1感應加熱線圈的結構優化設計
正火機所使用的原中頻感應加熱線圈(見圖2)存在以下缺點:感應加熱線圈頻率高時,焊后熱處理過程中軌底三角區溫度會超過950℃,造成軌底三角區晶粒粗化;而通過降低感應加熱線圈頻率可以解決軌底三角區晶粒粗化現象,但軌底角溫度因此降低到800℃以下,由于未達到完全奧氏體化溫度,焊縫原粗大晶粒沒有重新細化,造成軌底角兩側的粗大晶粒保留。
為解決這一技術難題,優化設計了新型中頻感應加熱線圈,見圖3。新型中頻感應加熱線圈通過改變軌底中線圈位置,增加軌底中心加熱寬度,進而改變軌底三角區磁場強度,降低軌底三角區加熱速度,從而有效地保證了鋼軌焊接接頭的軌頭、軌腰、軌底角、軌底三角區的溫度控制在 850~950℃內,加熱曲線見圖4。

圖2 原中頻感應加熱線圈
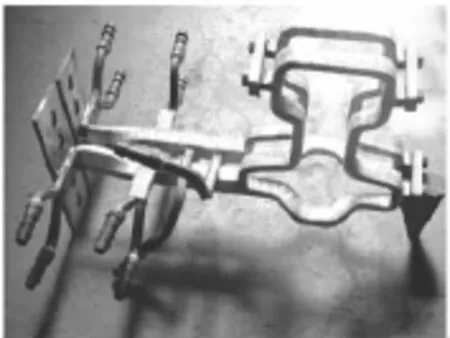
圖3 新型中頻感應加熱線圈
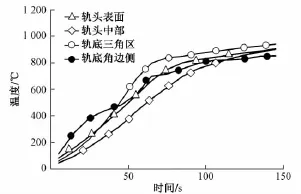
圖4 新型中頻感應加熱線圈加熱曲線
2.2焊后熱處理工藝參數優化
有研究表明,U71Mn鋼軌焊接接頭焊后熱處理溫度控制在850~950℃內,其晶粒度可達到6級以上;850℃時得到的焊接接頭沖擊吸收功最高,950℃時得到的焊接接頭沖擊吸收功最低。因此,應將焊后熱處理的溫度控制在850~900℃。
冷卻速度方面,焊接接頭通過噴風冷卻,噴風后的軌頭硬度比母材高,因此冷卻速度的選擇既要保證硬度上的良好匹配,還要避免冷卻速度過快導致出現馬氏體等異常組織。
為了優化U71Mn鋼軌焊接接頭熱處理工藝,設定了不同的焊接接頭焊后熱處理工藝參數,軌頭加熱溫度為860,880,900℃,功率為62,65 kW,風壓為0.06,0.11 MPa,噴風時間150 s。共測試攀鋼 U71Mn鋼軌焊接接頭9組,并測得左右軌底角溫度,見表1。
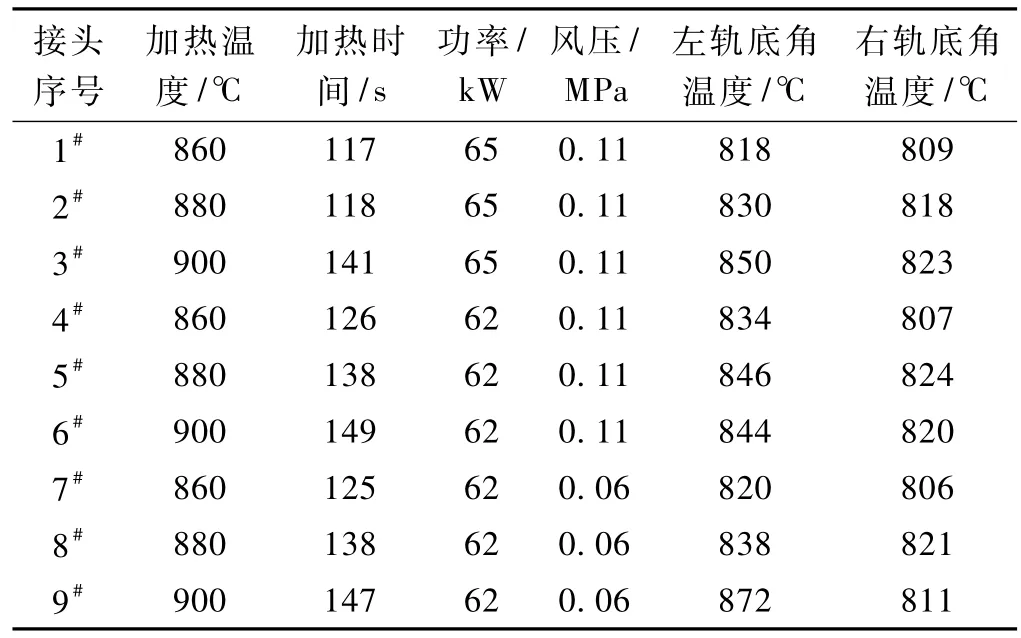
表1 工藝參數設定及軌底角溫度測得值
3 U71Mn鋼軌焊接接頭的工藝優化試驗結果
3.1硬度及軟化區寬度
按照《鋼軌焊接第2部分:閃光焊接》(TB/T 1632.2—2014)[5]要求,對9組經不同焊后熱處理工藝后的U71Mn焊接接頭的軌頭縱斷面進行洛氏硬度測試(鋼軌軌頭踏面下5 mm),由此得到的縱斷面硬度統計結果及軟化區寬度見表2。
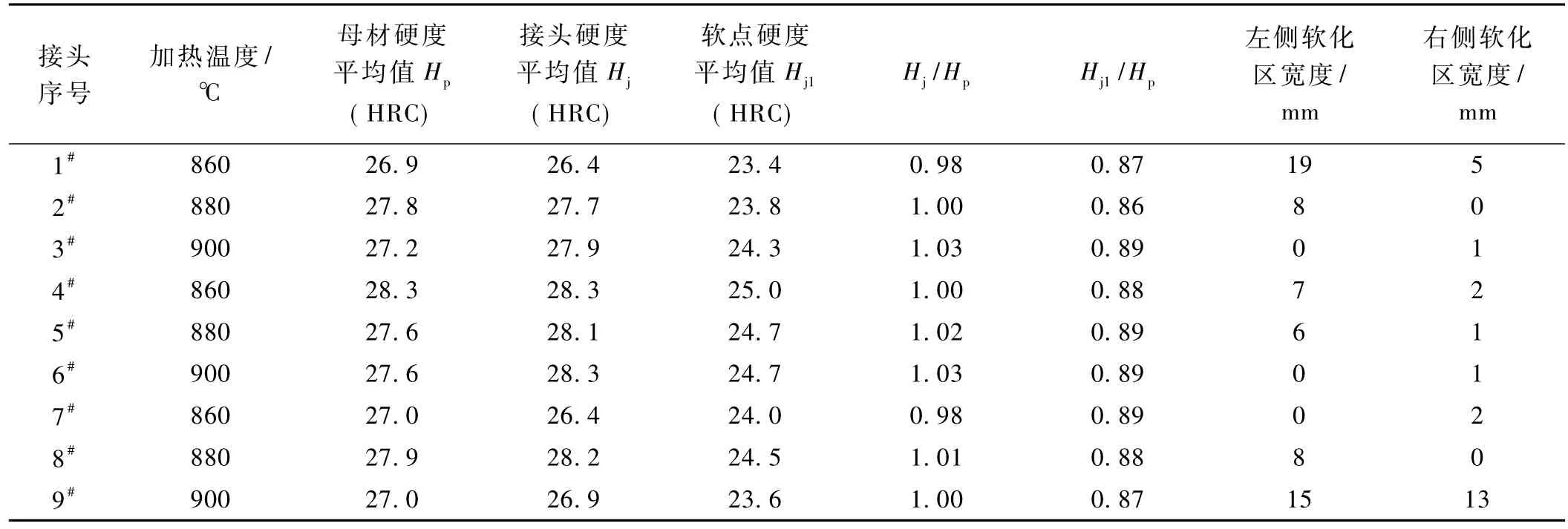
表2 縱斷面硬度統計結果及軟化區寬度
由表2可知,9組不同焊后熱處理工藝下的焊接接頭的硬度滿足TB/T 1632.2—2014規定的技術要求(軌頂面 Hj≥0.90Hp,Hj1≥0.80Hp,軟化區寬度 ω≤20 mm)。9組焊接接頭硬度與母材硬度的比值在0.98~1.03內,焊接接頭與母材硬度達到良好匹配,進而減少使用過程中出現低塌現象導致的馬鞍形磨耗和波浪磨耗,從而提高鐵路的行車安全。這9組焊后熱處理工藝中,2#,4#,8#,9#焊接接頭在硬度及與母材匹配上較為理想。
3.2金相組織及晶粒度
U71Mn鋼軌經閃光焊焊接后,其接頭焊縫處晶粒度為2~3級,鋼軌焊接接頭經上述9種工藝熱處理后,對軌頭、軌底三角區、兩軌底角4個位置進行了金相組織及晶粒度檢驗,試驗結果見表3。由表3可知,原過熱區奧氏體晶粒得到細化,晶粒度可達到8~9.5級,焊接接頭軌頭軌底側焊縫及熱影響區的金相組織均為珠光體加少量鐵素體,其典型組織見圖5。
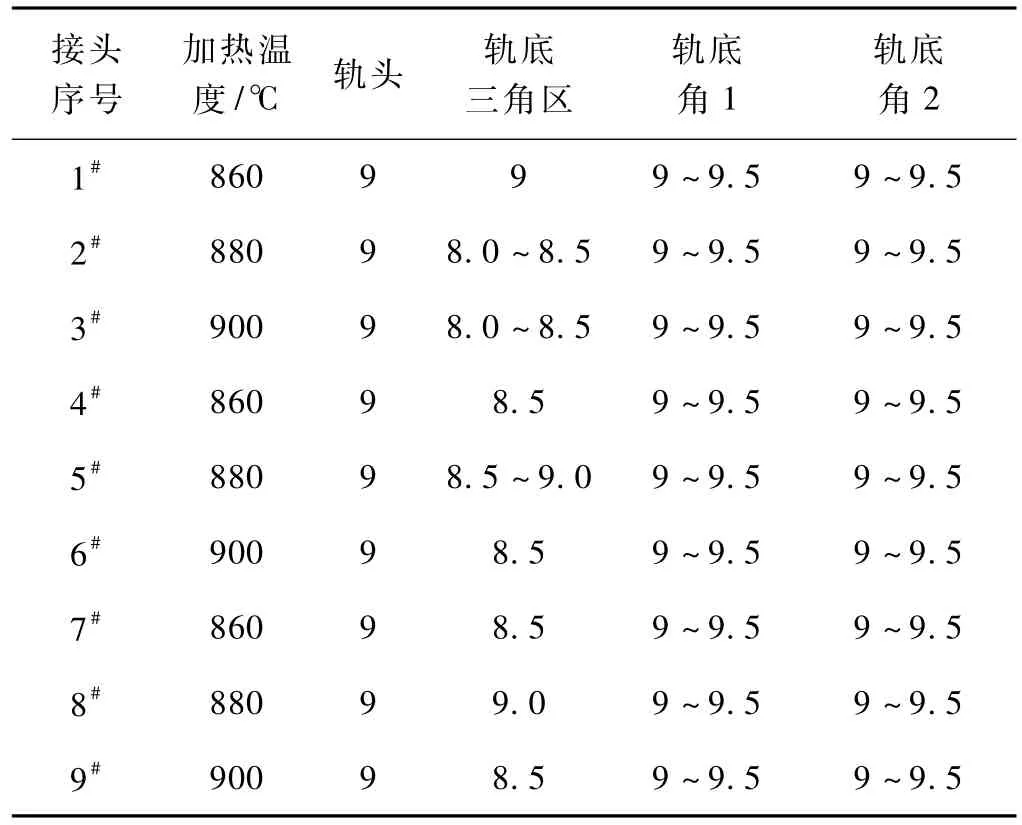
表3 不同熱處理工藝、不同位置的奧氏體晶粒級別
圖5 焊接接頭熱處理后典型組織
由表3可知,9組焊后熱處理工藝都能顯著細化奧氏體晶粒,尤其是焊接接頭容易出現粗化現象的軌底三角區和軌底角。在采用新型感應加熱線圈后,軌底三角區和軌底角溫度得到有效控制,晶粒度級別可達到8級以上。這9組焊接接頭金相檢驗結果表明,1#和8#試樣的晶粒度最細,其中8#試樣4部位晶粒度見圖6。
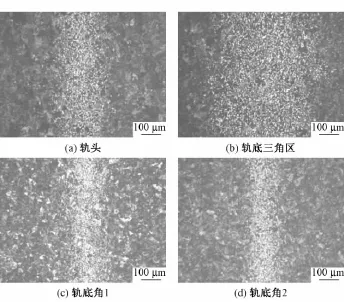
圖6 8#試樣4部位晶粒度
4 分析和討論
1)造成目前焊軌基地U71Mn鋼軌焊接接頭軌底三角區晶粒粗化的主要原因是鋼的冶煉方式的改變。傳統的鋼軌生產是采用模鑄技術,在煉鋼過程中加入Al作為脫氧劑,而現代鋼軌生產則采用連鑄技術,在冶煉過程中,一般采用 Si-Ca復合合金脫氧劑進行脫氧,以控制鋼軌中的 Al2O3夾雜。這2種不同的冶煉方式,使得鋼軌的晶粒度差別顯著,如表4所示。在使用模鑄生產的鋼軌時,鋼軌接頭焊后熱處理只有達到1 100℃以上時,才有可能發生奧氏體晶粒粗化,所以焊軌基地不會發生鋼軌接頭晶粒粗化現象。而使用連鑄生產的鋼軌,達到950℃以上時,就有可能發生奧氏體晶粒粗化。
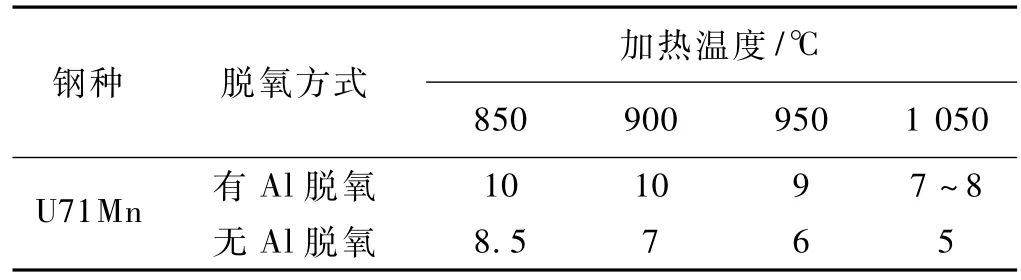
表4 2種冶煉方式下晶粒度對比
2)控制U71Mn鋼軌焊接接頭軌頭、軌腰、軌底三角區、軌底角的加熱溫度在850~950℃是焊后熱處理的關鍵。當焊后熱處理工藝參數選擇不當,軌底角邊側溫度低于800℃時,由于未達到U71Mn鋼軌的完全奧氏體化溫度,原焊接接頭中的粗大晶粒未能重新細化而得到保留,造成軌底角晶粒粗化。所以,U71Mn鋼軌接頭焊后熱處理的軌底角邊側溫度必須控制在800℃以上。由表4結果可知,U71Mn鋼軌焊縫處晶粒粗化隨溫度上升十分明顯,晶粒度由850℃時的8.5級改變為1 050℃的5級。通常在一定溫度下,當晶粒長大到一定尺寸后,即使延長保溫時間,晶粒也并不會繼續長大,但升高溫度后晶粒又會繼續長大[6-8]。由于鋼軌接頭進行焊后熱處理時,軌底三角區加熱溫度最高,因此加熱溫度必須控制在950℃以下,鋼軌接頭才不會發生奧氏體晶粒粗化現象。所以,U71Mn鋼軌焊后熱處理的溫度應控制在850~900℃。
5 結論
1)使用新型加熱感應線圈對U71Mn鋼軌焊接接頭焊后熱處理,8#工藝(軌頭加熱溫度880℃,加熱時間138 s,風壓0.06 MPa,噴風時間150 s左右)為最佳工藝。此時,接頭硬度比Hj/Hp=1.01,Hj1/Hp=0.88,軌頭、軌底三角區及兩軌底角晶粒度可達9級以上。
2)考慮到焊后熱處理過程中加熱溫度、風壓、加熱時間等工藝參數的波動,建議U71Mn鋼軌焊接接頭焊后熱處理最佳工藝參數為:軌頭加熱溫度880± 10℃,加熱時間 >130 s,風壓0.06~0.10 MPa,噴風時間150 s。
[1]宋甜,夏彬,陳曉琳.鋼軌焊后熱處理方法的應用與分析[J].電子制作,2014(3):214-215.
[2]馬鴻濤.攀鋼U75V鋼軌焊后熱處理工藝探討[J].西鐵科技,2015(增2):275-277.
[3]丁韋,張憲良,趙國,等.鋼軌閃光焊接頭過熱區缺陷的形成機理及預防方法[J].鐵道建筑,2015(11):96-99.
[4]俞喆.鋼軌閃光焊接頭熱處理工藝及性能優化研究[D].北京:中國鐵道科學研究院,2012.
[5]國家鐵路局.TB/T 1632.2—2014鋼軌焊接 第2部分:閃光焊接[S].北京:中國鐵道出版社,2015.
[6]劉寶升,趙憲明.鋼軌生產與使用[M].1版.北京:冶金工業出版社,2009.
[7]ZHAO Y L,SHI J,CAO W Q.Effect of Heating Temperature on Austenite Grain Growth of a Medium-carbon Nb Steel[J]. Transactions of Materials and Heat Treatment,2010,31(4):67-70.
[8]CHEREMNYKH V G,DEREVYANKIN E V,SAKULIN A A. Influence of Heating Temperature of Ferrite Grain Size in Rotor Steel[J].Steel in the USSR,1983,13(2):69-71.
(責任審編周彥彥)
Optimization Study of Post-weld Heat Treatment Process to Refine U71Mn Rail Welded Joints Grain Size
XU Xin1,2,WANG Shuqing2,ZHAN Xinwei2
(1.Postgraduate Department,China Academy of Railway Sciences,Beijing 100081,China;
2.Metals and Chemistry Research Institute,China Academy of Railway Sciences,Beijing 100081,China)
T he temperature of some rail flanges was high in triangle areas and low in the corners,which made crystalline grain coarsening,during post-weld heat treatment process to U71M n rail welded joints via former induction heating coil.T o solve this problem,optimized induction heating coil was designed and following parameters were put out:Heating temperature 880±10℃,heating time>130 s,wind pressure 0.06~0.10 M Pa,air spray time 150 s.T he ratio of joint surface to the base material was 1.01.T he crystalline grain sizes of the railhead,the triangle area and two corners of rail flange were refined,crystalline grain sizes were up to level 9.
U71M n rail;W elded joints;Post-weld heat treatment process;Crystalline grain size;Induction heating coil;Optimization
U213.4+6
A
10.3969/j.issn.1003-1995.2016.08.36
1003-1995(2016)08-0145-04
2016-03-14;
2016-05-17
中國鐵道科學研究院金屬及化學研究所基金(1552JH0101)
許鑫(1987— ),女,助理研究員,工程碩士研究生。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
