往復(fù)式壓縮機(jī)緩沖罐焊縫開裂事故原因及對策
2016-09-12 08:32:52
管道行業(yè)觀察 2016年3期
?
往復(fù)式壓縮機(jī)緩沖罐焊縫開裂事故原因及對策
西氣東輸管道公司下轄某壓氣站選用4臺燃?xì)獍l(fā)動機(jī)驅(qū)動的往復(fù)式壓縮機(jī),自2013年以來屢次發(fā)生壓縮機(jī)緩沖罐接管角焊縫開裂事故。針對該項生產(chǎn)問題,西氣東輸管道公司成立了調(diào)查小組,針對該壓氣站往復(fù)式壓縮機(jī)緩沖罐接管焊縫開裂這一事故問題展開了調(diào)查分析。
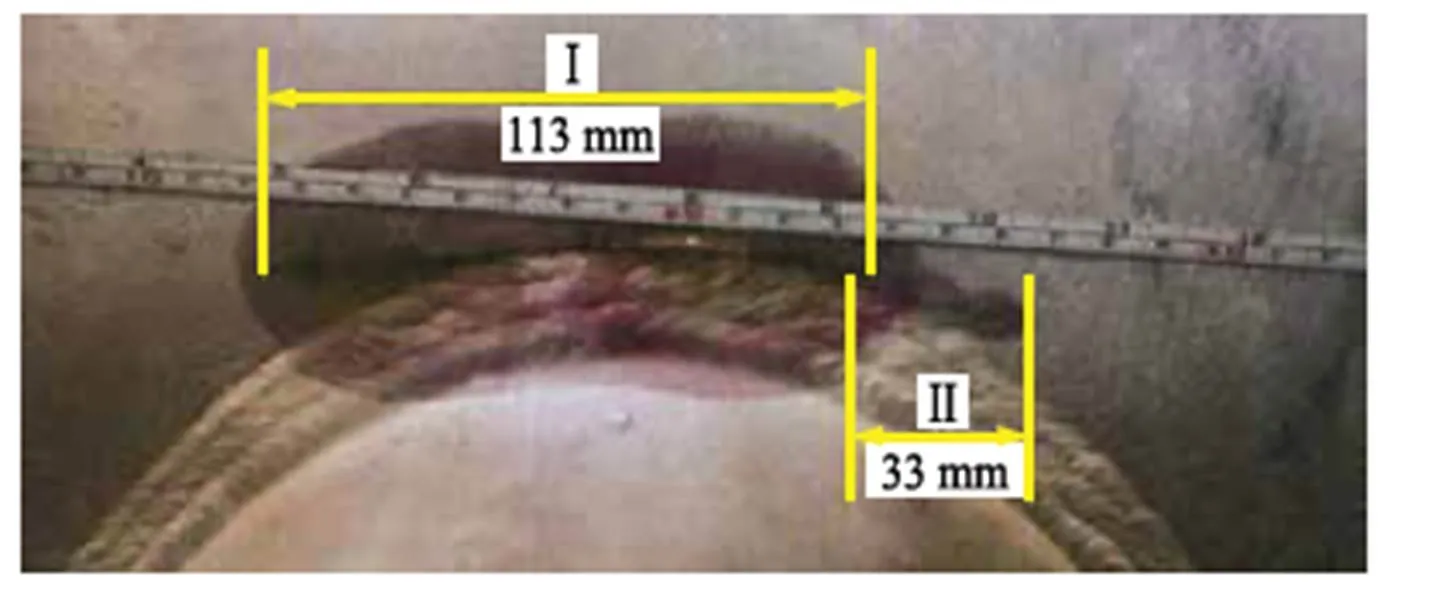
圖1 1號機(jī)組進(jìn)氣緩沖罐接管焊縫開裂部位
經(jīng)調(diào)查小組現(xiàn)場檢查確定了壓縮機(jī)緩沖罐接管角焊縫開裂部分后(圖1所示為Ⅰ號、Ⅱ號裂紋長度),對焊縫開裂斷口處進(jìn)行宏觀檢查和放大觀察,并通過磁粉探傷、化學(xué)成分分析、拉伸性能測試、硬度測試等一系列分析手段,查找出了壓縮機(jī)緩沖罐接管角焊縫開裂的根本原因在于該壓縮機(jī)未按API 618-2007《石油化學(xué)和氣體工業(yè)設(shè)施用往復(fù)壓縮機(jī)》標(biāo)準(zhǔn)進(jìn)行制造,因而在緩沖罐的變徑及彎頭部位,產(chǎn)生破壞力較強(qiáng)的激應(yīng)力,從而導(dǎo)致緩沖罐接管角焊縫處出現(xiàn)疲勞裂紋且周向擴(kuò)散。
針對上述情形,調(diào)查小組對該壓縮機(jī)制造工藝提出了一系列改進(jìn)措施:采用加強(qiáng)圈進(jìn)行剛性補(bǔ)強(qiáng);所有對接焊接采用全焊透方式,隔板與筒體之間、隔板與擾流管之間、擾流管與支撐之間等應(yīng)滿焊;緩沖罐隔板低點可開圓形缺口作為對外的排液口,但必須考慮其對緩沖罐脈動造成的影響;緩沖罐出廠前各焊縫需要進(jìn)行射線、超聲波、磁粉、液體滲透、硬度等檢測,并完成緩沖罐水壓試驗和氣體泄漏試驗緩沖罐接管焊縫處需進(jìn)行熱處理消除應(yīng)力,優(yōu)先選用整體式熱處理。此外,建議制造廠家應(yīng)注意緩沖罐內(nèi)件焊接質(zhì)量,對緩沖罐分支接管處薄弱環(huán)節(jié)進(jìn)行剛性補(bǔ)強(qiáng),并在緩沖罐出廠前開展必要檢測和安全評估。同時,調(diào)查小組也提出為有效保障往復(fù)式壓縮機(jī)組的安全運(yùn)行,應(yīng)加強(qiáng)巡檢,一旦發(fā)現(xiàn)有異常氣體泄漏,應(yīng)做好防爆措施的情況下確認(rèn)機(jī)組位號,進(jìn)行緊急停車處理,同時應(yīng)確保廠房內(nèi)可燃?xì)怏w探頭與屋頂風(fēng)機(jī)的聯(lián)動系統(tǒng)完好有效,當(dāng)可燃?xì)怏w檢測超標(biāo)時,風(fēng)機(jī)自動啟動。
高山卜 編譯自《油氣儲運(yùn)》2016年2期“往復(fù)式壓縮機(jī)緩沖罐焊縫開裂事故原因及對策”(原作者端木君等)
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年11期)2021-12-06 05:38:46
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
江蘇安全生產(chǎn)(2020年3期)2020-04-21 05:44:14
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
云南教育·中學(xué)教師(2019年6期)2019-08-13 07:03:28
活力(2019年22期)2019-03-16 12:47:28
基層中醫(yī)藥(2018年11期)2019-01-31 05:26:52
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13