超大型液化石油氣船液罐分段精度控制技術(shù)研究
2016-09-16 02:03:53孫少華蔡傳文
造船技術(shù) 2016年4期
陳 聰, 孫少華, 蔡傳文
(上海江南長(zhǎng)興重工有限責(zé)任公司, 上海 201913)
?
超大型液化石油氣船液罐分段精度控制技術(shù)研究
陳聰, 孫少華, 蔡傳文
(上海江南長(zhǎng)興重工有限責(zé)任公司, 上海 201913)
圍繞超大型液化石油氣船A型液罐分段階段的精度控制技術(shù),根據(jù)A型液罐分段的特點(diǎn),對(duì)其建造過(guò)程中的精度控制環(huán)節(jié)、典型控制要點(diǎn)進(jìn)行闡述,并結(jié)合實(shí)際生產(chǎn)提出可行性的精度控制技術(shù)方案。
超大型液化石油氣船液罐精度控制技術(shù)
0 前言
液化石油氣船的用途為運(yùn)輸丙烷和丁烷為主要成份的石油碳?xì)浠衔锘騼烧呋旌蠚猓瑑r(jià)為同噸位常規(guī)運(yùn)輸船的2~3倍,是一種高技術(shù)、高附加值的船舶。隨著世界能源需求的不斷增長(zhǎng)和能源消費(fèi)結(jié)構(gòu)的轉(zhuǎn)變,液化石油氣船正日益受到各國(guó)的青睞。雖然近年新船市場(chǎng)低迷,市場(chǎng)競(jìng)爭(zhēng)激烈,價(jià)格不斷下跌,但液化氣船的運(yùn)費(fèi)市場(chǎng)卻開(kāi)始呈現(xiàn)出上升趨勢(shì),在新船訂單及價(jià)格方面也呈現(xiàn)出增長(zhǎng)趨勢(shì)。長(zhǎng)期以來(lái)國(guó)際上超大型液化石油氣船的建造,被日本和韓國(guó)的4家船廠(三菱、川琦重工、現(xiàn)代重工、大宇造船)壟斷。
在此背景下,上海江南長(zhǎng)興重工有限公司承建了國(guó)內(nèi)首艘83 000 m3超大型液化石油氣船。盡管近年來(lái)我國(guó)船舶工業(yè)發(fā)展迅速,但在建造此類高附加值船型上與日韓兩國(guó)還有很大差距。超大型液化石油氣船的關(guān)鍵建造技術(shù)主要集中在液罐區(qū)域,液罐內(nèi)部最大允許設(shè)計(jì)壓力不大于0.07 MPa,工作溫度不低于-55℃。由于液罐建造可以借鑒的相關(guān)經(jīng)驗(yàn)很少,因此建造技術(shù)難度較大。
1 A型液罐分段的特點(diǎn)
超大型液化石油氣船相對(duì)于其他船型最大的區(qū)別在于采用了四個(gè)大型A型液罐,A型液罐是超大型液化石油氣船的重要結(jié)構(gòu)體,目前國(guó)內(nèi)建造的其他中小型的液化石油氣船的液罐主要采用加壓式,液罐形狀為小球型或圓柱型。而A型液罐采用全冷式獨(dú)立液貨艙,兩者建造方式差異較大。為了滿足A型液罐建造的工藝要求,并根據(jù)其特點(diǎn),將四個(gè)液罐分別劃分為23個(gè)、22個(gè)、22個(gè)和26個(gè)分段分別建造。根據(jù)A型液罐分段類型的不同,可以將液罐分段劃分為:頂部分段、底部分段、旁側(cè)分段、液罐首尾端封蓋分段、內(nèi)部小分段5種類型,如圖1所示。
整個(gè)A型液罐全部采用低溫鋼材料建造,分段設(shè)計(jì)板材薄,平均板厚為10 mm~12 mm,容易產(chǎn)生焊接變形。且建造要求特殊,腳手眼板不保留,需切除干凈,并打磨等。分段涉及轉(zhuǎn)圓和大線型較多,線型控制難度大。
2 液罐分段精度控制環(huán)節(jié)
針對(duì)液罐分段結(jié)構(gòu)獨(dú)特,精度要求高的特點(diǎn),除重點(diǎn)控制分段精度的主尺寸外,對(duì)液罐分段的中心線、肋檢線、8 m水線、鞍座MARK線、液罐分段轉(zhuǎn)圓的線型、內(nèi)部結(jié)構(gòu)角尺的精度也需要進(jìn)行嚴(yán)格控制。
2.1液罐分段施工中精度控制流程
超大型液化石油氣船對(duì)液罐要求嚴(yán)格,生產(chǎn)周期緊張,為了使液罐艙容滿足合同要求,保證后道快速合攏,以減少生產(chǎn)周期,應(yīng)嚴(yán)格根據(jù)精度要求對(duì)分段建造的全過(guò)程進(jìn)行跟蹤,嚴(yán)格控制其精度質(zhì)量。
分段中組階段施工過(guò)程中精度控制流程為:胎架+拼板自檢→劃線自檢→裝配自檢→精度抽檢→焊后自檢→精度檢查→出胎。
分段大組階段施工過(guò)程中精度控制流程為:胎架+拼板自檢→精度檢查→劃線自檢→精度檢查→裝配定位自檢→精度檢查→焊后自檢→精度檢查→出胎。
2.2胎架模板精度控制環(huán)節(jié)
由于液罐分段的線型變化較大,應(yīng)在液罐首尾端轉(zhuǎn)圓處和強(qiáng)線型肋位附近增設(shè)線型模板胎架。設(shè)計(jì)時(shí),在模板下料圖中標(biāo)注高度定位線與胎架支柱位置線,安裝時(shí)可以根據(jù)噴粉線進(jìn)行定位。線型胎架模板的精度管理標(biāo)準(zhǔn)為±2 mm。液罐分段外板胎架如圖2所示。
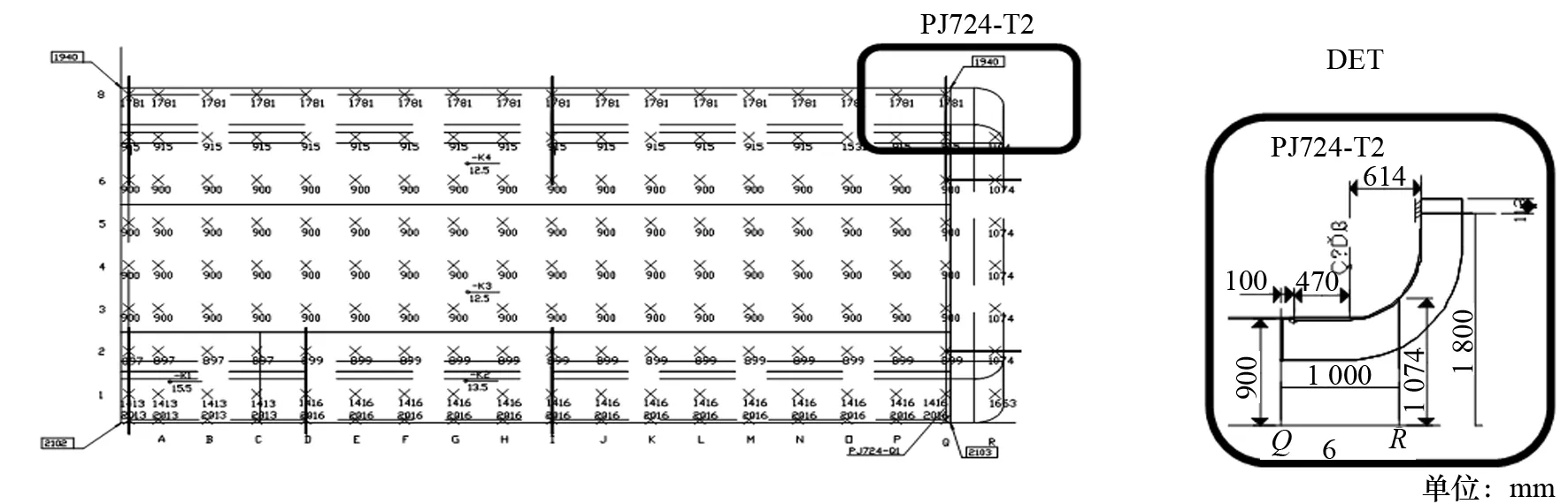
圖2 液罐分段外板胎架圖
2.3拼板角尺度精度控制環(huán)節(jié)
由于液罐分段在涉及3塊及以上板材拼接時(shí),易產(chǎn)生角尺不良等情況,因此在拼板階段應(yīng)對(duì)角尺度進(jìn)行控制。根據(jù)各組成鋼板的實(shí)際尺寸角尺度,在拼板端頭吊線錘與地腳線基準(zhǔn)點(diǎn)進(jìn)行核對(duì)。施工人員需注意拼板收縮量尺寸的加放,如圖3中2條COVS焊縫,每條焊縫收縮0.5 mm左右,并對(duì)其焊前、焊后拼板精度尺寸進(jìn)行測(cè)量。拼板主尺寸精度管理標(biāo)準(zhǔn)為±3 mm、角尺度為±1 mm。
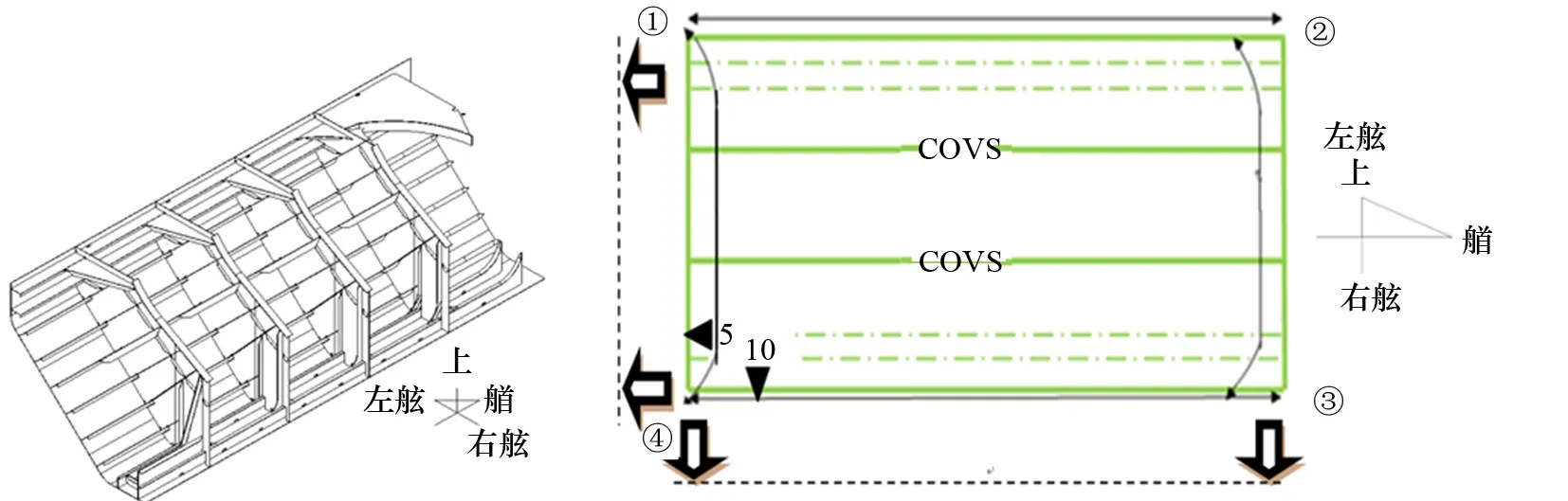
圖3 線型外板拼板圖
2.4二次劃線基準(zhǔn)線精度控制環(huán)節(jié)
液罐分段由于涉及轉(zhuǎn)圓,因此在二次劃線時(shí),應(yīng)根據(jù)轉(zhuǎn)圓弧的圍長(zhǎng)尺寸劃出縱橫向基準(zhǔn)線,如圖4所示。在距拼板上口正作端L1處,選取一條貫通且易開(kāi)角尺的線作為預(yù)備線A。沿預(yù)備線A距首端面正作端取L2距離得到點(diǎn)O,以點(diǎn)O為中心在預(yù)備線A上向兩側(cè)取L3距離后以大于L3的距離劃弧取交點(diǎn)做出一條預(yù)備線B (A線的垂直線)。測(cè)量上下口位置B線到首端面的距離是否與L2一致,根據(jù)尺寸偏差對(duì)預(yù)備線進(jìn)行微調(diào)后,確定兩條邊口基準(zhǔn)線。確定基準(zhǔn)線后,按照二次劃線圖上的要求,劃出各結(jié)構(gòu)線。劃線的角尺度精度管理標(biāo)準(zhǔn)為±1 mm,結(jié)構(gòu)劃線精度管理標(biāo)準(zhǔn)為±1 mm。
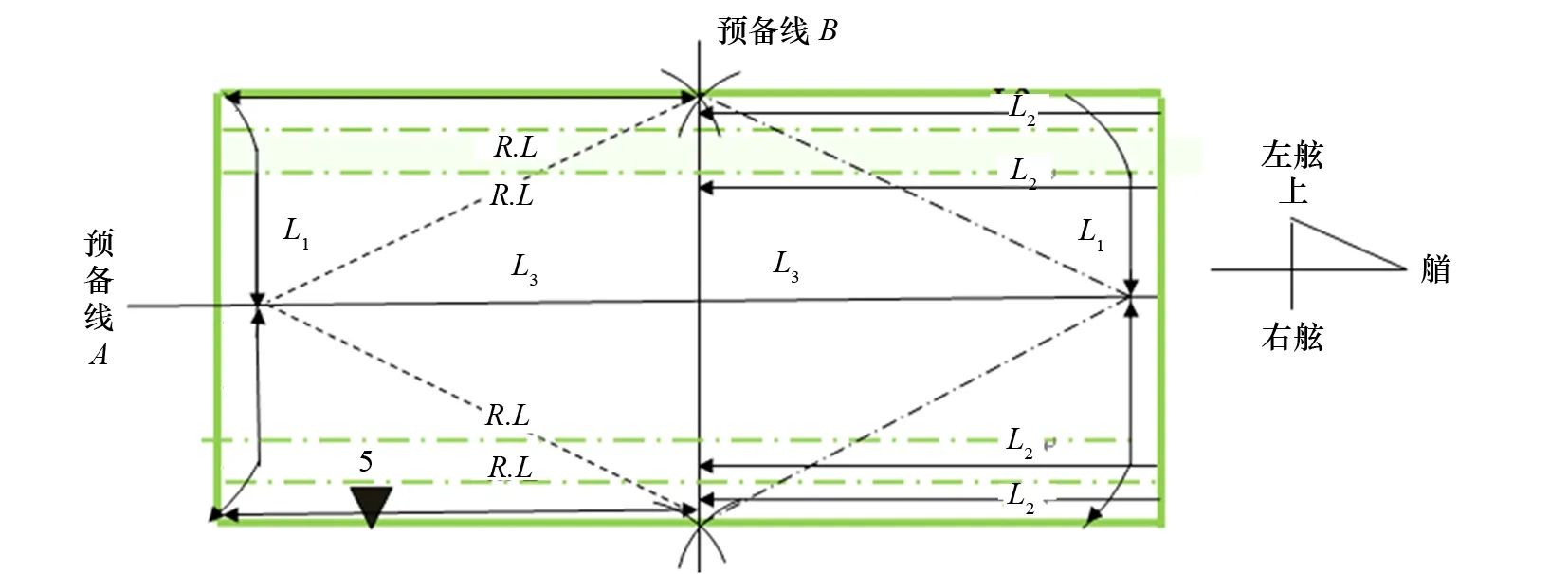
圖4 線型外板劃線圖
2.5結(jié)構(gòu)合攏精度控制環(huán)節(jié)
液罐分段片段合攏相對(duì)來(lái)說(shuō)比較繁瑣,因?yàn)槠伟宀谋。菀桩a(chǎn)生扭曲變形。片段精度如果出現(xiàn)偏差,在合攏時(shí)常出現(xiàn) “端差”、“硬檔錯(cuò)位”、“同面度不良”“卡住”等現(xiàn)象 。
旁側(cè)分段封板片段焊接后與主板合攏如圖5所示。封板片段在建造時(shí),應(yīng)利用吊線錘等方式,確保其同面度良好。如在吊裝時(shí)發(fā)現(xiàn)封板片段扭曲變形,應(yīng)在片段定位前予以修正。

圖5 旁側(cè)分段合攏
3 典型A型液罐分段精度控制方案
3.1底部分段精度控制方案
以701分段(見(jiàn)圖6)為例,其外底板與垂直支撐鞍座和限位裝置相連,在建造過(guò)程中控制好外底板水平度十分重要。為保證縱骨硬檔與底部鞍座對(duì)接時(shí)不發(fā)生錯(cuò)位,在分段二次劃線時(shí)應(yīng)注意控制中縱到舷側(cè)結(jié)構(gòu)線的間距,分段吊裝時(shí)按線裝配。因分段轉(zhuǎn)圓與轉(zhuǎn)圓需進(jìn)行對(duì)接,應(yīng)對(duì)轉(zhuǎn)圓對(duì)接處的線型進(jìn)行嚴(yán)格控制。二次劃線后中心線和肋檢線需反撥彈出,敲洋沖做標(biāo)記以確保分段總組時(shí)準(zhǔn)確定位。
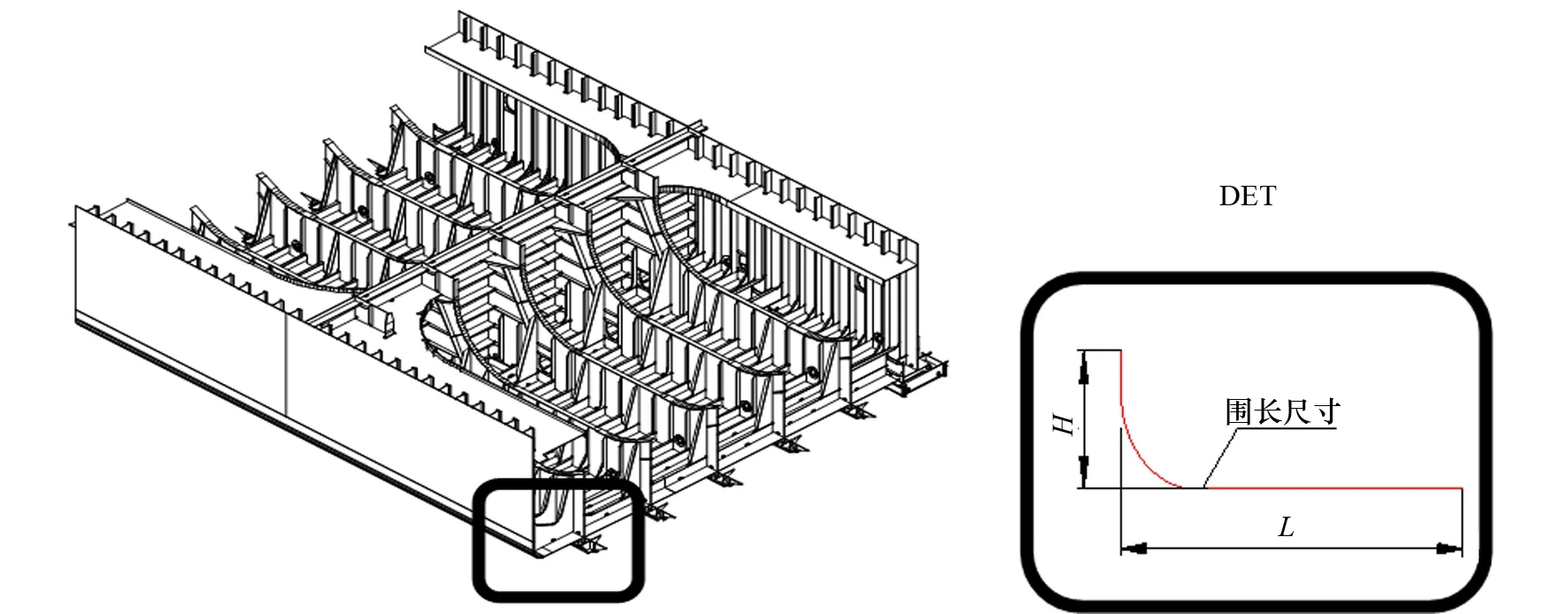
圖6 701分段
3.2液罐首尾端封蓋分段精度控制方案
首尾端封蓋分段涉及的片段合攏多、分段線型大。以008分段(見(jiàn)圖7)為例,其底部片段在燒焊時(shí)易發(fā)生收縮上翹變形,導(dǎo)致底部外板和中縱艙壁角尺度不良,應(yīng)在裝配時(shí)在底部外板下口放置5 mm的外板反變形,保證外板和中縱的角尺度。底部外板下方連接垂直支撐座,必須保證外底板水平度良好,因?yàn)榉侄尾捎门P造的建造方式,所以裝配過(guò)程中,通過(guò)吊線錘并參照地腳線標(biāo)記進(jìn)行控制。該分段涉及轉(zhuǎn)圓較多,在拼板階段需控制轉(zhuǎn)圓間的圍長(zhǎng)、轉(zhuǎn)圓高度尺寸和水平距離,以保證轉(zhuǎn)圓的線性。旁側(cè)外板安裝后,應(yīng)主要通過(guò)吊線錘并參照地腳線標(biāo)記進(jìn)行初步定位,并運(yùn)用全站儀對(duì)定位精度進(jìn)行測(cè)量。另外注意分段中心線標(biāo)記、MARK線標(biāo)記的劃制,以確保分段總組的準(zhǔn)確定位。
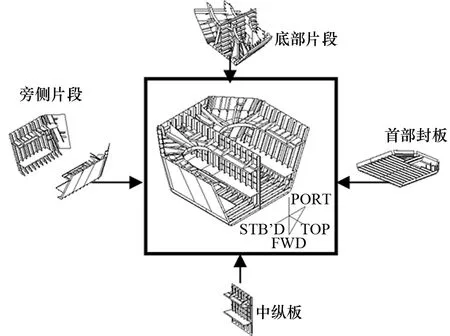
圖7 008分段
3.3旁側(cè)分段精度控制方案
旁側(cè)分段位于液罐的轉(zhuǎn)角處,連接防傾斜支撐座,如精度控制不到位會(huì)導(dǎo)致分段扭曲,分段對(duì)接時(shí)開(kāi)刀量大,從而增加探傷工作量。這里以743分段(見(jiàn)圖8)為例,由于該旁側(cè)分段的縱向構(gòu)架與橫向構(gòu)架不垂直,因此該分段角尺度精度確認(rèn)與其他分段不同。應(yīng)根據(jù)圖紙以分段距分段正作端為基準(zhǔn),分別選取一根交叉并貫通的縱骨線(BL18B)和肋骨線(FR62A),作為預(yù)備線,如圖8所示。在兩條預(yù)備線交叉點(diǎn)沿著(BL18B)線和(FR62A)線X和Y的距離分別做出點(diǎn)A和點(diǎn)B,將點(diǎn)A到點(diǎn)B距離的理論尺寸F與實(shí)際對(duì)比后,根據(jù)尺寸偏差對(duì)預(yù)備線進(jìn)行微調(diào)后,確定兩條邊口基準(zhǔn)線。通過(guò)這兩條基準(zhǔn)線線勘劃其余結(jié)構(gòu)線。為了避免外板出現(xiàn)剪刀口,影響分段對(duì)接的情況,應(yīng)在外板拼板時(shí),采用外板正作端兩側(cè)端頭吊線錘的方式與下方地腳線標(biāo)記進(jìn)行匹對(duì)。在拼板階段應(yīng)在外板正作端吊線錘并參照地腳線標(biāo)記進(jìn)行拼板,避免外板拼板出現(xiàn)剪刀口,影響分段對(duì)接的情況。艏部FR70封板組立定位時(shí),將水平桁的位置按線對(duì)齊之后,檢查封板的位置是否到位,并用吊線錘保證封板垂直度。在拼板階段對(duì)兩轉(zhuǎn)圓激光線間距和圍長(zhǎng)進(jìn)行測(cè)量和控制,注意焊縫和焊接收縮量的加放。另外注意劃制肋檢線、水線標(biāo)記和MARK線標(biāo)記,確保分段總組時(shí)的準(zhǔn)確定位。
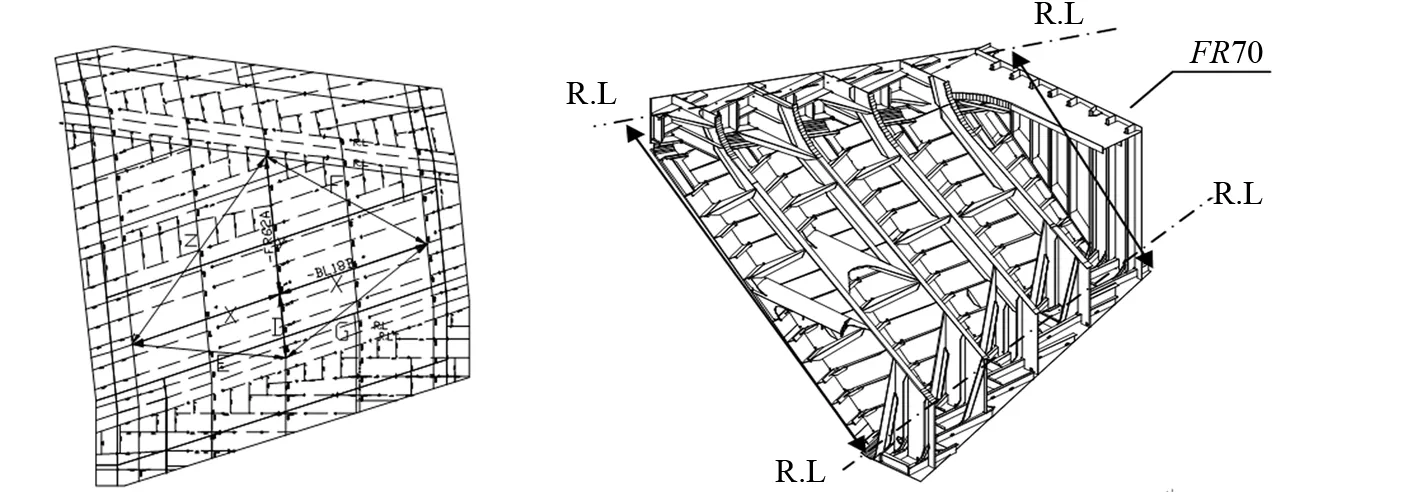
圖8 743分段
4 結(jié)語(yǔ)
精度控制在整個(gè)造船過(guò)程中意義非常重大,特別是A型液罐作為液化石油氣船的核心構(gòu)件,其材料和結(jié)構(gòu)特殊、板材薄、對(duì)精度控制要求較高。精度控制需保證液罐的主尺寸和線型誤差在允許范圍內(nèi),以確保液罐結(jié)構(gòu)的強(qiáng)度和安全,使液罐艙容誤差達(dá)到合同規(guī)定的要求,同時(shí)可以減少裝焊作業(yè)的現(xiàn)場(chǎng)修整工作量,提高效率,降低成本,縮短建造周期。
本文通過(guò)對(duì)液罐分段精度控制技術(shù)的研究,總結(jié)出一套液罐分段精度控制方法并闡述了如何運(yùn)用精度控制技術(shù)提高液罐分段的精度質(zhì)量,為后續(xù)大型液化石油氣船的建造積累寶貴的建造經(jīng)驗(yàn)。
[1]劉杰.造船精度控制及管理相關(guān)技術(shù)工藝探討[J].華東科技:學(xué)術(shù)版,2014(3):6-7.
Research on Precision Control Technology of Tank Section of Very Large Gas Carrier
CHEN Cong, SUN Shao-hua, CAI Chuan-wen
(Shanghai Jiangnan Changxing Heavy Industry Co., Ltd., Shanghai 201913, China)
The precision control of the type A tank section for the very large gas carrier was introduced. According to the characteristic of type A tank section, the precision control stage and the main control points in the constraction of type A tank section was recommended. Base on the actual production situation, feasible precision control technical solutions were proposed.
Very large gas carrierTankPrecision control technology
陳聰(1985-),男,助理工程師,研究方向?yàn)榫裙芾怼?/p>
U671
A