鉬鈦鋯合金材料特殊型腔的組合放電加工方法的研究
2016-09-23 08:43:33孫長宏朱穎謀王佳興
導航與控制 2016年4期
孫長宏,朱穎謀,王佳興,牛 祿,顧 琳
(1.上海航天動力技術研究所,上海201109;2.上海交通大學機械系統與振動國家重點實驗室,上海200240)
鉬鈦鋯合金材料特殊型腔的組合放電加工方法的研究
孫長宏1,朱穎謀2,王佳興1,牛 祿1,顧 琳2
(1.上海航天動力技術研究所,上海201109;2.上海交通大學機械系統與振動國家重點實驗室,上海200240)
鉬鈦鋯合金的耐高溫和抗高溫高速燃氣沖刷等優點,使其被廣泛應用為航天發動機控制模塊的結構材料,但其高效精密加工一直是應用中的難題。因此,采用線切割及電火花(WEDM+EDM)組合放電加工的工藝,開展了鉬鈦鋯材料固體發動機燃氣閥特殊型腔加工的組合工藝研究。與傳統切削加工相比,該方法具有加工精度高、表面質量好和具備加工復雜型腔的能力;與單一電火花加工相比,具有加工效率高、電極損耗小等優點。通過某型號固體發動機燃氣閥的加工試驗,采用組合工藝完成了燃氣閥體的上下異形面型腔、階梯異型孔、窄槽和異形盲孔等特殊型腔的高效高精度加工。
鉬鈦鋯合金;固體發動機;燃氣閥;WEDM+EDM;組合加工
0 引言
固體發動機燃氣閥門的工作環境復雜惡劣,需要承受高溫燃氣的高速沖刷,這要求燃氣閥的材料能在高達1700℃的高溫條件下,不僅要具有低的燒蝕率,以保持燃氣閥的型面,而且要有高的強度,以保證可以承受高溫、高壓燃氣的載荷沖擊[1-3]。傳統耐高溫材料使用溫度低于1000℃ ,難以滿足燃氣流量調節閥的耐高溫使用要求。鉬鈦鋯高溫合金(Titanium-Zirconium-Molybdenum,TZM)具有耐高溫、耐燒蝕、防強熱、抗高速氣流沖以及在高溫下保持良好的力學性能等優點,因而被用作固體發動機燃氣閥的結構材料。
固體發動機燃氣閥是通過調節高溫燃氣流量、調節壓力、改變流速流向等來實現固體發動機姿態控制或主動力控制功能,因此燃氣閥中存在許多特殊型腔來控制高溫燃氣的運動狀態[4],如上下異形面型腔、階梯異型孔、大深徑比窄槽和異形盲孔等。為了達到高可靠性、高精確性地控制高溫燃氣的運動狀態,燃氣閥內部特殊型腔必須保證高精度、高表面質量的加工制造。
然而,由于鉬鈦鋯高溫合金材料本身硬且脆、沖擊韌性低、延伸率小和線膨脹系數小,而且其彈性模量很高,幾乎不發生彈性變形,在加工過程中幾乎不發生明顯的宏觀變形就會斷裂[5]。因此,當采用傳統切削加工時,材料表面會容易產生崩裂甚至斷裂,加工出來的零件表面質量差,而且刀具磨損嚴重[6-7],很難加工出特殊的內部型腔。電火花放電加工利用放電通道的高溫(6000K~10000K)熔化甚至氣化材料,加工能力不受材料的硬度影響,因此比較適合進行難切削材料的精加工[8]。但由于鉬鈦鋯合金具有較高的熔點和沸點,使其在采用電火花加工時存在加工效率低、電極損耗大等問題[9],較難控制工件的加工精度。
1 線切割及電火花(WEDM+EDM)組合放電加工提出及其優勢
1.1組合放電加工工藝方案的提出
為了解決固體發動機燃氣閥門特殊型腔加工中存在的一系列問題,例如傳統切削加工中的精度低、表面質量差、刀具壽命短和很難加工特殊的內部型腔等,單一電火花加工中的加工效率低和電極損耗大等。本文在大量試驗的基礎上,提出了采用線切割及電火花(WEDM+EDM)組合加工的方法,即先用慢走絲線切割加工出特殊型腔的通道特征,去除型腔大部分材料,然后通過成型電極進行型腔的電火花成型加工。
1.2組合放電加工工藝方案的優勢
將慢走絲線切割與電火花成型加工組合使用,充分發揮了各自的優勢。與采取傳統切削加工和單一的電火花加工相比,采用組合放電加工工藝具有以下優勢:
1)克服了傳統切削加工鉬鈦鋯合金燃氣閥中精度低、表面質量差和很難加工特殊型腔等弊端,有效地提高了產品的合格率。
2)克服了采用單一電火花加工時沖液不充分,電極損耗大等缺點,由于慢走絲線切割加工除了預留通道,從而改善了電火花加工區域的沖液狀態,促進了電蝕產物的排出,有效地減少了二次放電機會[10]。
3)減少了電極損耗,即降低了生產成本又保證了加工精度和表面質量,燃氣閥特殊型腔表面粗糙度可控制在1.6μm以內。
2 線切割及電火花(WEDM+EDM)組合放電加工工藝方案
2.1組合放電加工工藝方案流程
燃氣閥門作為固體發動機中調節燃氣流量的關鍵,特殊型腔的形狀精度和尺寸精度以及型面的表面質量將直接影響燃氣閥的精確性和可靠性[11-13]。圖 1為燃氣閥門閥體特殊型腔結構圖,由圖1可知燃氣閥中的特殊型腔由:1)上下異形錐形型腔(豎直方向);2)階梯異形孔(水平方向);3)半徑R的倒圓角。并且特殊型腔的尺寸精度要求大部分需要控制在±20μm以內,形狀精度(平行度和垂直度)需要控制在±15μm以內,表面粗糙度需達到Ra1.6以下。因此針對燃氣閥門特殊型腔的高精度和高表面質量要求提出了組合放電加工工藝方案。
組合工藝試驗的實施方案是:首先,利用電火花穿孔機加工慢走絲線切割加工工序所需的穿絲孔;其次,采用慢走絲線切割機床加工特殊型腔的直紋面通道,去除大部分材料;最后,采用電火花加工完成特殊型腔成型加工。對燃氣閥中的特殊型腔進行分析:1)上下異形錐形型腔中的型面是直紋面,當采用慢走絲線切割加工工藝時,能獲得高精度和高表面質量,由于特殊型腔的上下錐度不一致(其中Q<P),因此線切割加工時為了避免過切只能加工出較小錐度Q的型腔,較大錐度P的型腔則需通過電火花加工完成。2)階梯異型孔中存在階梯直紋面,b的尺寸很小,只有1mm左右,因此采用慢走絲線切割加工出bmm×5.0mm的方形通孔,在方形通孔基礎上采用電火花加工直徑為dmm、深度為Lmm的盲孔。3)R的倒圓角很小,不到1mm,是線切割工藝無法實現的,因此采用電火花加工完成。圖2所示為鉬鈦鋯材料固體發動機燃氣閥的特殊型腔組合放電加工工藝流程圖。

圖1 燃氣閥門上閥體特殊型腔結構圖Fig.1 The special cavity structure of gas valve
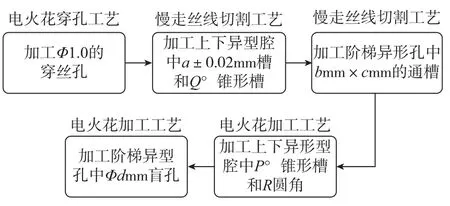
圖2 組合放電加工工藝流程圖Fig.2 Combination of electro discharge machining process flow diagram
2.2慢走絲線切割(WEDM)加工工藝
慢走絲線切割加工工藝主要任務是加工燃氣閥中的通孔、通槽和特殊型腔的直紋面和部分預通道,在保證特殊型腔的最終尺寸和型面不發生干涉和過切的前提下,完成部分型腔的加工和去除預通道中盡可能多的材料,剩余的材料去除由后續的電火花加工完成。為了保證特殊型腔的尺寸精度和形狀精度(平行度和垂直度)控制在10μm以內,表面粗糙度控制在1.6μm以下,慢走絲線切割工藝方案采用割一修二的加工方式,即分別為粗加工、半精加工和精加工三個步驟。
在上下異形面型腔的慢走絲線切割加工時,先加工出豎直方向上的通槽,如圖3(a)所示。再加工上下Q°錐形型腔,如圖3(b)所示。由于采用慢走絲線切割加工下部P°錐形型腔時與上部型腔會產生干涉,因此需要用電火花加工完成,如圖3 (c)所示。在階梯異型孔時,采用慢走絲線切割加工加工出bmm×5.0mm的通槽。由于慢走絲線切割加工具有加工精度高、表面質量好和加工效率快等優點,從而可以保證加工后型腔的尺寸精度在10μm以內,形狀精度(平行度)在15μm以內,以及表面質量控制在1.6μm以下。

圖3 上下異形錐形型腔加工工藝圖Fig.3 Process diagram of abnormity conical cavity machining
2.3電火花加工(EDM)工藝
電火花加工作為燃氣閥的特殊型腔的最終加工工序,其主要目的是用于加工線切割無法到達的諸如盲孔、平面等的加工,其實現方法是通過采用成型電極沿簡單運動軌跡來加工。在上下異形面型腔和階梯異型孔的電火花加工(如圖1)中,根據型腔的結構特征和考慮到慢走絲線切割加工后的實際結果,其留下的余量還存在分布不均的現象,為保證特殊型腔的最終尺寸和型面要求,電火花加工采用多電極成型加工方式。
多電極加工原理示意圖如圖4所示,加工順序為粗加工—半精加工—精加工[14]。電火花粗加工的目的是利用粗加工電極較快速地去除大部分余量,使留下的余量分布均勻,并且為后續工序提供預通道,從而改善后續電火花加工工序的沖液和排屑效果,以便于特殊型腔的最終精確成形;半精加工主要任務是在粗加工基礎上獲得型腔的基本形狀和尺寸要求,為后續精加工提供微小的均勻的余量,減少精加工工序中電極損耗,從而能提高精加工工序的加工精度;精加工主要目的是獲得型腔最終尺寸、形狀和表面質量要求。
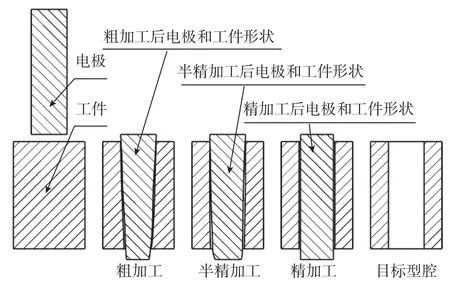
圖4 多電極加工示意Fig.4 Multi electrode processing illustration
3 線切割及電火花(WEDM+EDM)組合放電加工方案試驗驗證
為了驗證線切割及電火花(WEDM+EDM)組合放電加工方案,本節結合某型號固體發動機燃氣閥的上閥體的加工試驗,完成燃氣閥特殊型腔的加工。加工試驗是在牧業公司的U32j型慢走絲線切割機床和北京電加工所的C40型電火花成型機床上進行的。
慢走絲線切割加工時,利用UG軟件建立3D模型后,在軟件的wire_edm加工環境,創建加工工序(割一修二),生成數控代碼程序。為了保證工藝試驗的尺寸精度,實驗選擇三軸線切割專用夾具夾持工件。三軸線切割專用夾具主體可實現上下、左右、前后(X軸、Y軸、Z軸)的水平調節,通過調節夾具和使用慢走絲線切割機床的角度偏移功能,可以實現工件坐標與機床坐標的XYZ三軸方向上誤差控制在5μm以內。
慢走絲線切割加工的放電參數是在大量前期實驗基礎上優化獲得的,表1為通槽和通孔的放電參數,表2為上下異形型腔放電參數。通過采取如下所述放電參數,慢走絲線切割加工鉬鈦鋯材料燃氣閥的特殊型腔的加工效率可達45mm2/min。
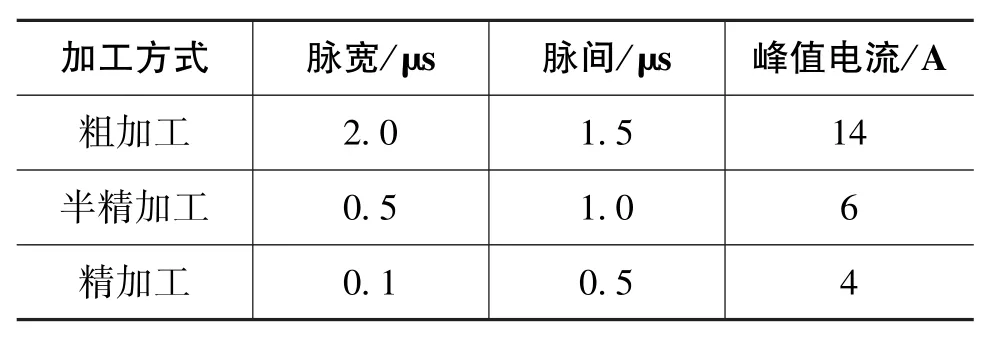
表1 通槽和通孔的放電參數Table 1 The discharge parameters of slot and hole

表2 上下異形型腔的放電參數Table 2 The discharge parameters of machining abnormity conical cavity
電火花加工工藝時選用石墨作為工具電極材料,電極與脈沖電源負極連接,工件與脈沖電源正極連接。由于多電極電火花加工需要制備多個電極,而且對電極本身的加工精度要求很高,因此實驗所用成型電極都通過Makino公司型號為U32j的慢走絲線切割機床加工,可以控制電極的尺寸精度在±2μm以內,并且在成型電極的制備和電火花加工工藝過程中使用配套的system 3R夾具,重復定位精度可以控制在±2μm以內,因此避免了更換電極帶來的重復定位誤差。
電火花加工工藝選擇的放電參數都是基于大量前期試驗所獲得,其中粗加工、半精加工和精加工參數下的電火花加工單邊放電間隙分別為40μm、35μm和30μm,在此基礎上設計電極尺寸,粗加工、半精加工和精加工電極尺寸單邊分別比通槽的尺寸單邊小100μm、50μm和30μm,這樣可以確保精加工后型腔尺寸滿足設計要求,表3為電火花加工加工下部P°錐形型腔的放電參數,表4為電火花加工直徑為dmm盲孔的放電參數。
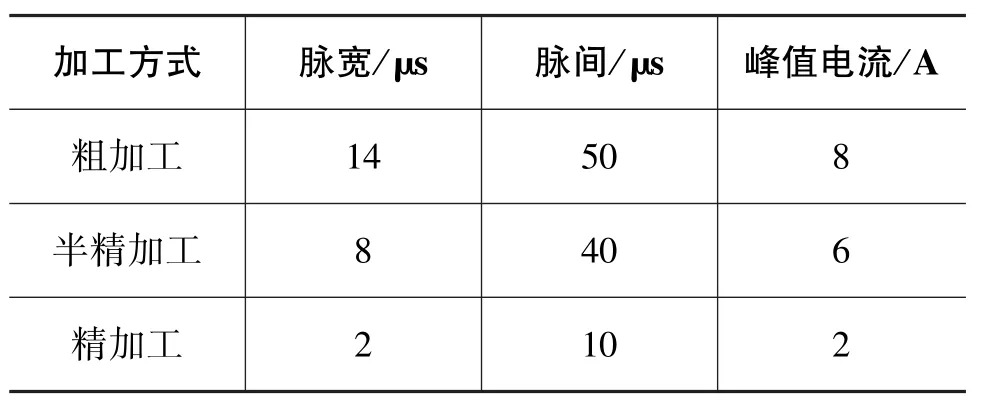
表3 電火花加工加工下部P°錐形型腔的放電參數Table 3 The discharge parameters of the bottom of the cone cavity
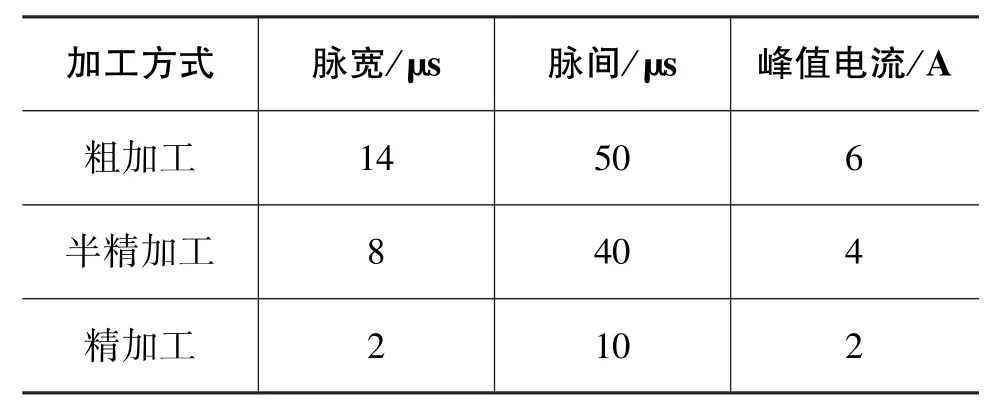
表4 火花加工直徑為dmm盲孔的電放電參數Table 4 The discharge parameters of machining blind hole
通過采用線切割及電火花(WEDM+EDM)組合放電加工方法,成功完成了某型號固體火箭發動機燃氣閥門上閥體特殊型腔的加工。通過測量可知,慢走絲線切割工藝加工的型腔的尺寸精度控制在±5μm以內,形狀精度控制在10μm以內,以及表面粗糙度Ra在1.6μm以下;電火花加工工藝加工出的型腔的尺寸精度控制在±10μm以內,形狀精度控制在±20μm以內,以及表面粗糙度Ra在1.6μm以下。在粗加工工序中,慢走絲線切割的加工效率可達45mm2/min,電火花加工效率可達1.6mm3/min。圖5為采用組合放電加工完成后的燃氣閥上閥體圖。
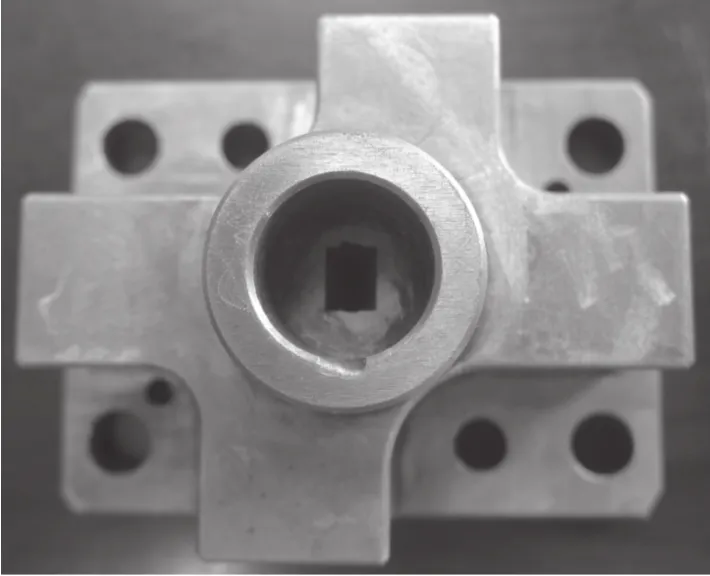
圖5 燃氣閥上閥體Fig.5 The upper portion of the gas valve body
4 結論
為了解決固體發動機燃氣閥門特殊型腔的加工中存在的一系列問題,本文提出了線切割及電火花(WEDM+EDM)組合放電加工方法。首先,通過與傳統切屑加工和單一電火花加工進行對比,闡述了組合放電加工方法的優勢;其次,針對線切割加工工藝和電火花加工工藝本身的特點,以及燃氣閥中特殊型腔的結構特征,給出了組合放電加工的具體工藝方案和流程;然后,通過結合某型號固體發動機燃氣閥的加工試驗,完成了固體發動機燃氣閥門上閥體的特殊型腔的加工,并且給出了相應的放電參數;最后,通過測量組合放電加工方法加工的特殊型腔可知:1)慢走絲線切割工藝加工的型腔的尺寸精度控制在±5μm以內,形狀精度控制在10μm以內,以及表面粗糙度Ra在1.6μm以下。2)電火花加工工藝加工出的型腔的尺寸精度控制在±10μm以內,形狀精度控制在±20μm以內,以及表面粗糙度Ra在1.6μm以下。3)慢走絲線切割的加工效率可達45mm2/min,電火花加工效率可達1.6mm3/min。
[1] 閆聯生,李賀軍,崔紅,等.固體沖壓發動機燃氣閥用C/SiC復合材料研究[J].固體火箭技術,2006,29(2):135-138. YAN Lian-sheng,LI He-jun,CUI Hong,et al.Study on the C/SiC composites for hot gas valve of solid propellant ramjet[J].Journal of Solid Rocket Technology,2006,29 (2):135-138.
[2] 李哲,魏志軍,張平.高溫燃氣閥在導彈上的應用[A].中國宇航學會固體火箭推進第22屆年會論文集(發動機分冊),2005:209-212. LI Zhe,WEI Zhi-jun,ZHANG Ping.Application of hightemperature gas valve on missiles[A].Chinese Academy of Aerospace Solid Rocket Propulsion Proceedings of the 22ndAnnual Meeting(Engine Booklet),2005:209-212.
[3] 周建軍.固體沖壓發動機燃氣流量調節技術[A].中國宇航學會火箭推進專業委員會第21屆年會(發動機分冊),2004:362-366. ZHOU Jian-jun.Solid ramjet gas flow control technology [A].Rocket Propulsion Professional Committee of China Aerospace Society of the 21stAnnual Meeting(Engine Booklet),2004:362-366.
[4] 李瑛.固體推進劑姿軌控系統高溫高壓燃氣閥[A].中國宇航學會固體火箭推進第 22屆年會論文集(發動機分冊),2005:69-72. LI Ying.Solid propellant pose track control system in high temperature and high pressure gas valve[A].Chinese A-cademy of Aerospace Solid Rocket Propulsion Proceedings of the 22ndAnnual Meeting(Engine Booklet),2005:60-72.
[5] Chakraborty S P.Studies on the development of TZM alloy by aluminothermic coreduction process and formation of protective coating over the alloy by plasma spray technique [J].International Journal of Refractory Metals&Hard Materials,2011,29(5):623-630.
[6] 譚江飛,王快社,胡平,等.TZM合金高溫性能研究現狀[J].材料導報,2014,28(23):68-71. TAN Jiang-fei,WANG Kuai-she,HU Ping,et al.Present situation on the high temperature property of TZM alloy [J].Journal of Material Review,2014,28(23):68-71.
[7] 廖書龍.鉬合金切削工藝[J].航天制造技術,1991(1):4-9. LIAO Shu-long.Molybdenum alloy cutting process[J]. Aerospace Manufacturing Technology,1991(1):4-9.
[8] 吳新光,杜曉斌.TZM合金及其特性[J].中國鉬業,2006,29(5):30-31. WU Xin-guang,DU Xiao-bin.TZM alloys and their properties[J].Journal of China Molybdenum Industry,2006, 29(5):30-31.
[9] Torres A,Luis C J,Puertas I.Analysis of the influence of EDM parameters on surface finish,material removal rate,and electrode wear of an INCONEL 600 alloy[J].International Journal of Advanced Manufacturing Technology,2015,80(1-4):23-140..
[10] 郭紫貴,云乃彰,張磊.帶冠整體葉輪組合電加工關鍵工藝的研究[J].機械科學與技術,2003(z1):162-164. GUO Zi-gui,YUN Nai-zhang,ZHANG Lei.On the key technique of combined electrical machining of integral impeller with a ring[J].Mechanical Science Technology,2003(z1):162-164.
[11] 李崢,向紅軍,張小英.復合推進劑固體火箭發動機噴流流場數值模擬[J].固體火箭技術,2014,37(1):37-42. LI Zheng,XIANG Hong-jun,ZHANG Xiao-ying.Numerical simulation of composite solid propellant rocket motor exhaust plume[J].Journal of Solid Rocket Technology,2014,37(1):37-42.
[12] 陳曉龍,何國強,劉佩進,楊向明.固體火箭發動機燃燒不穩定的影響因素分析和最新研究進展[J].固體火箭技術,2009,32(6):600-605+610. CHEN Xiao-long,HE Guo-qiang,LIU Pei-jin,YANG Xiang-ming.Analysis of influencing factors of combustion instability in SRM and current progress[J].Journal of Solid Rocket Technology,2009,32(6):600-605+610.
[13] 張磊,阮文俊,王浩,王健.固體火箭發動機燃氣射流流場和聲場數值計算[J].固體火箭技術,2015,38 (2):198-202. ZHANG Lei,RUAN Wen-jun,WANG Hao,WANG Jian.Numerical calculation of gas jet flow and acoustics fields for solid rocket motor[J].Journal of Solid Rocket Technology,2015,38(2):198-202.
[14] 沈洪.電火花成形機的多電極加工工藝[J].電加工,1999(4):28-30. SHEN Hong.Mult-electrode EDM processing technology [J].Electric Processing,1999(4):28-30.
Research on Special Cavity Using a Combination of Method of WEDM and EDM
SUN Chang-hong1,ZHU Ying-mou2,WANG Jia-xing1,NIU Lu1,GU Lin2
(1.Shanghai Space Propulsion Technology Research Institute,Shanghai 201109;2.State Key Laboratory of Mechanical System and Vibration,Shanghai Jiaotong University,Shanghai 200240)
Titanium-Zirconium-Molybdenum alloy has lots of advantages.It can resistance to high-temperature,resistance to high-speed gas erosion,etc.So it is widely used as aerospace engine control module structural materials,but how to machine it in a efficiently way is a problem.In this paper,a combination of processing methods(WEDM+EDM)was mentioned to machine special cavity of solid rocket motor gas valve in TZM material.Compared with traditional machining method,the combination of processing methods has a high precision,good surface quality and process ability complex cavity capacity,and compared to a single EDM,it has high process efficiency,the electrode loss is also small.By processing of unknown type solid engine test gas valve,using a combination of the gas process is completed shaped bottom surface of the valve body cavity,high efficiency and precision machining stepped hole,narrow slots and blind holes and other special shaped cavity.
Titanium-Zirconium-Molybdenum(TZM)alloy;solid rocket motor;gas valve;WEDM+EDM;combined process
TG661
A
1674-5558(2016)04-01150
10.3969/j.issn.1674-5558.2016.04.013
2015-07-03
上海市科委優秀技術帶頭人計劃(編號:BXD1423700)
孫長宏,女,碩士,高級工程師,研究方向為固體姿軌控發動機總體技術及高溫燃氣閥門技術。
猜你喜歡
汽車維修與保養(2021年8期)2021-02-16 00:28:30
汽車維修與保養(2021年8期)2021-02-16 00:28:18
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
汽車與新動力(2015年1期)2015-02-27 12:11:01
石油化工應用(2014年8期)2014-03-11 17:40:03
汽車與新動力(2014年2期)2014-02-27 12:10:15
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28