變速器常用襯墊結構的密封壓力分析與研究
2016-09-27 10:04:23游春秀溫青建張建剛
汽車零部件 2016年8期
關鍵詞:工藝
游春秀,溫青建,張建剛
(陜西法士特汽車傳動工程研究院,陜西西安 710119)
?
變速器常用襯墊結構的密封壓力分析與研究
游春秀,溫青建,張建剛
(陜西法士特汽車傳動工程研究院,陜西西安 710119)
介紹了變速器目前常用的3種襯墊,基于壓縮-回彈試驗獲得各自的壓縮-回彈曲線。以副箱氣缸襯墊為例,借助ABAQUS軟件建立仿真模型,經過面壓試驗驗證其密封有效性。通過分析得到不同襯墊的密封壓力分布,并研究裝配工藝對面壓的影響,為密封墊的選型、設計及裝配工藝調整提供理論依據。
變速器襯墊; 密封壓力; 壓縮回彈試驗
0 引言
良好的變速器殼體結合面密封性能可以有效地防止潤滑油泄漏,是保證齒輪傳動系統得到正常潤滑的前提。因此,在產品設計初期對殼體的接合面密封性能進行預測具有重要意義[1]。而殼體的接合面密封性能是一個系統問題,其主要影響參數有:(1)殼體(被連接件)。包括殼體接合面的粗糙度、平面度、螺紋有效深度、螺距、殼體的尺寸以及材料等。(2)連接法蘭結構。包括法蘭面的粗糙度、法蘭的厚度、平面度、材料和法蘭尺寸等。(3)襯墊。包括襯墊材料、襯墊密封性能參數、襯墊的面壓、螺栓過孔的大小、凸筋或膠線的設計以及襯墊的尺寸等。(4)螺栓或螺母。包括螺栓的材料、擰緊力矩(軸向預緊力),螺栓的規格和螺距。(5)工作環境。包括安裝溫度、工作溫度(最大、最小極限溫度)、振動水平以及工作壓力等。
在產品結構基本確定的情況下,殼體、法蘭、螺栓結構以及工作環境不容易有較大改變,此時襯墊的結構設計和選型對密封性能的提升和改善有較大影響,因此對不同襯墊結構的密封性能進行研究顯得尤為重要。
1 變速器常用襯墊結構介紹
目前常用的變速器襯墊按照材料結構分類主要有兩種:非石棉纖維襯墊和金屬型復合襯墊。非石棉襯墊作為石棉材料的替代品,結合抄取法和壓縮工藝,憑借其成本優勢,已成為目前應用最廣的變速器殼體密封襯墊。同時隨著密封要求的不斷提高,原本用于發動機缸體密封的金屬型復合襯墊也逐漸用于變速器密封中。常用的金屬型復合襯墊為金屬-橡膠復合襯墊[2],根據橡膠的特點又分為發泡橡膠鋼墊和普通橡膠鋼墊(簡稱“鋼墊”),其主要區別在于橡膠的厚度。發泡橡膠鋼墊的橡膠較厚,變形較普通型大,對加工表面質量較差的殼體密封有很好的填補性。普通型橡膠鋼墊的變形小,并且可以通過模具加工成全波紋和半波紋鋼墊。三者的價格成本趨勢為:非石棉抄取板<發泡橡膠襯墊<普通橡膠波紋鋼墊。文中以副箱氣缸襯墊為例,進行密封壓力分析和對比。
2 壓縮-回彈試驗
襯墊的壓縮-回彈性能是襯墊材料的一項重要力學性能指標,不同材料和結構的襯墊的壓縮-回彈性能對襯墊及連接的法蘭系統的密封和緊固性能有重要影響。利用萬能拉伸-壓縮試驗機[3],參照GB/T 20671.2規定的壓縮-回彈率的試驗方法[4],可以獲得不同壓力下3種襯墊材料的壓力回彈曲線,以及壓縮率和回彈率。
2.1試驗方法
按照標準要求制備襯墊的試樣,并進行干燥處理,通過光學顯微鏡測出自由厚度。將試樣放置在壓頭下,分別測定總載荷下壓頭的位移,并輸出壓力-位移曲線。試驗完成后,取出試樣,重新加載測試壓頭處隨載荷變化的實時位移,該位移量為測試系統誤差,在數據處理時予以修正。
2.2試驗結果與分析
壓縮-回彈曲線如圖1所示。可以看出:襯墊的面壓-變形趨勢基本一致:加載時(壓縮階段),襯墊先出現較大塑性變形,隨著載荷的增加,剛度增大,進入線性區;卸載時(回彈階段),過程相反。襯墊進入線性區的壓強為:鋼墊基體<非石棉抄取板基體<發泡橡膠<非石棉抄取板膠線<鋼墊波紋區域。從襯墊的壓縮-回彈曲線可知,為使襯墊達到有效密封,須使襯墊工作在可靠線性區,由于工作環境、加載條件和溫度、振動等外界因素影響,假設密封壓力波動變化系數為1.2,可以得到不同襯墊的最小可靠密封壓力值,如表1所示。因此對于同一種連接結構,不同襯墊的加載要求為:全/半波紋鋼墊>非石棉抄取板>發泡橡膠。而在相同載荷條件下,總變形量為:發泡橡膠> 非石棉抄取板>鋼墊。

圖1 襯墊的壓縮-回彈曲線

襯墊類型非石棉抄取板基體膠線區域發泡橡膠波紋鋼墊基體全波紋半波紋最小密封壓力值/MPa81916136849
3 有限元仿真分析
3.1實體模型的建立
為了最大限度地使分析結果接近實際情況,對后蓋殼體、副箱氣缸及螺栓進行實體單元建模,其中殼體和氣缸材料為HT200,網格模型如圖2所示。

圖2 實體單元網格
襯墊剛度小,采用ABAQUS襯墊單元GK3D8N建模,沿厚度方向掃略生成網格,材料屬性按照壓縮-回彈曲線進行添加[5]。由于不同襯墊結構的原始厚度不同,在裝配時需保證后蓋和中間軸蓋的間隙為實際襯墊的自由厚度。對于發泡橡膠,襯墊與殼體的間隙為0;對于帶膠線非石棉抄取板結構和帶波紋鋼墊,由于膠線和波紋與基體的厚度差異,膠線和波紋與殼體的間隙為0,基體部分需要設置GAP。
3.2邊界條件及加載
位移和載荷邊界條件。為了模擬實際裝配過程,在后蓋殼體與變速器殼體結合面處施加全約束。在裝配中,為了保證螺栓扭矩的有效作用,一般分初始預緊、定扭兩個過程,按照表2所示的工藝方法一設定分析步驟。螺栓預緊力通過公式(1)求得:
F=M/kd
(1)
式中:M為緊固螺栓扭矩;d為螺栓的公稱直徑;k為擰緊系數,取為0.23。根據裝配工藝設定,M10的初始預緊扭矩為40 N·m,定扭扭矩為60 N·m,計算得到初始預緊力F1=17 391 N,最終定扭預緊力F2=26 087 N。
接觸邊界條件。襯墊與氣缸和后蓋接觸區域設置接觸,選擇小滑移,切向摩擦因數為0.1;同時為了加快計算收斂速度,在螺栓與后蓋、氣缸的接觸區域設置Tie連接。

表2 載荷施加
4 不同襯墊結構面壓分布
氣缸墊的密封是靜密封,密封性能由接觸面壓力的大小和均勻程度來體現。從表3可以看出:
(1)非石棉抄取板在初始預緊后,膠線區域面壓最大值為101.3 MPa,平均面壓值均大于50 MPa,已形成有效密封環,而基體部分僅在4個螺栓孔局部區域(半徑約為1.3d)面壓值大于8 MPa;在定扭完成后,襯墊的有效面壓區域變化不大,膠線區域的面壓值呈線性增長,最大面壓值為139.5 MPa。

表3 裝配工藝方法一不同襯墊的面壓結果
(2)發泡橡膠襯墊由于彈性較大,初始的螺栓預緊力用于克服缸體與襯墊接合面的初始變形,在40 N·m預緊完成后,有效面壓區域很小,集中在2、4螺栓孔周圍局部區域。定扭完成后,4個螺栓孔周圍的面壓梯度變化明顯,最大面壓值為98.5 MPa,而在以螺栓孔中心半徑約1.5d以外的區域,面壓不足,無法形成有效密封環。因此,為了改善密封性能,較有效的方法是縮短螺栓孔間的距離。
(3)半波紋鋼墊在初始預緊完成后,波紋區域均有壓力,但僅在2、4螺栓孔局部基體和波紋區域形成有效面壓,定扭完成后,波紋區域面壓增大,有效面壓區域擴大至螺栓孔中心約2.5d的區域,最大壓力為265.7 MPa,在有效面壓區域外最小壓力值為40 MPa,略低于有效面壓49 MPa,因此,可以通過增大螺栓扭矩來改善密封性能。
5 面壓試驗驗證
首先根據壓力等級選擇富士中壓雙片型感壓紙,感壓紙由發色材料和顯色材料層組成。當施加壓力時,發色層的微型膠囊破裂,兩層材料發生化學反應,生成與壓力相對應的彩色圖形。
測試時,將感壓紙置于副箱中間軸蓋和后蓋結合面位置,按照工藝方法一裝配副箱中間軸蓋襯墊進行面壓試驗。保載數分鐘后,拆下感壓紙,通過專用掃描儀掃描讀取,得到壓力分布數據,并與計算結果進行對比,如表4所示(定扭扭矩為40 N·m下結果)。試驗密封墊上的壓力分布規律與有限元計算得到的結果基本吻合,證實了仿真計算的有效性,其中非石棉抄取板面壓結果偏小的主要原因是在試驗過程中,膠線質量較差,膠線寬度試驗前后變化明顯,導致橫向變形嚴重。
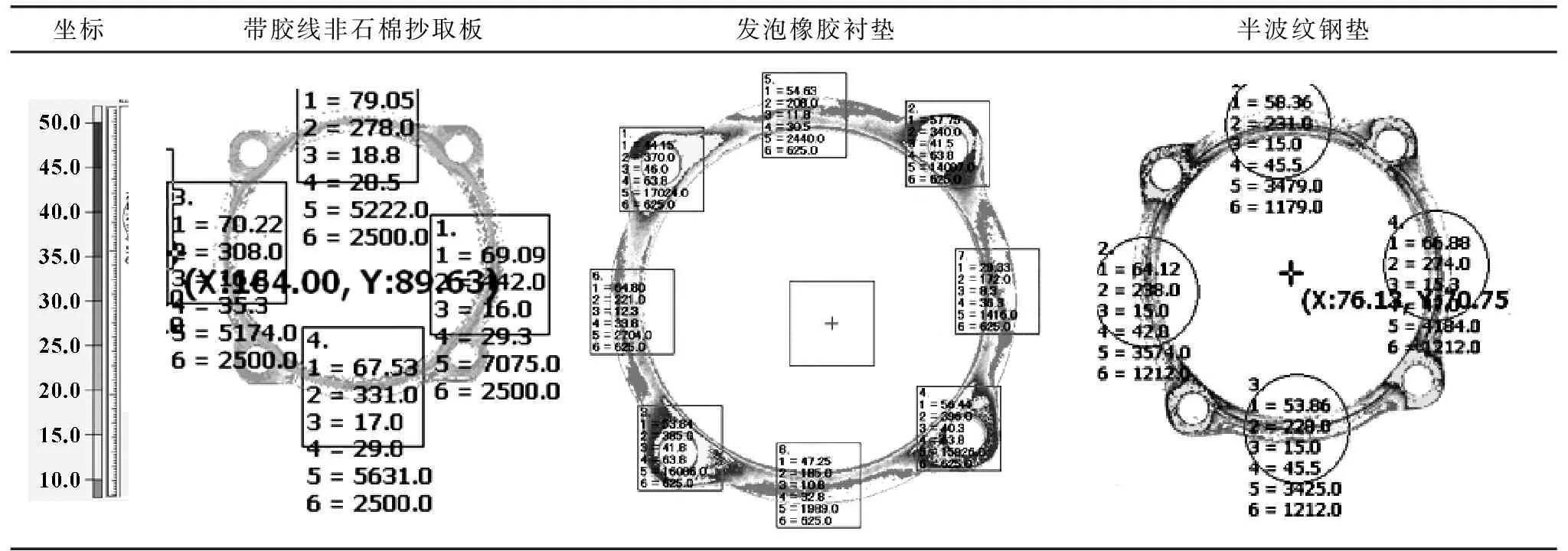
表4 面壓試驗結果
6 裝配工藝對面壓的影響
在新裝配線中,由于設備的更新,螺栓的緊固力矩通過電動定扭槍直接對角定扭至60 N·m,見表2中工藝方法二。面壓結果如表5所示。

表5 裝配工藝方法二不同襯墊的面壓結果
對比可以看出:
(1)帶膠線非石棉抄取板兩種工藝方法的最終面壓結果基本一致,說明非石棉抄取板對工藝的敏感性較低;
(2)而發泡橡膠襯墊兩種工藝方法差異很大,工藝方法一4個螺栓孔面壓均勻分布,最大接觸壓強為98.5 MPa,工藝方法二螺栓面壓分布不均勻,初始定扭的螺栓孔區域面壓接近于0,后面定扭的螺栓孔周圍才有明顯面壓,且最大壓強為93.3 MPa,略小于方法一。因此對于發泡橡膠襯墊,必須采用初始預緊和最終定扭的工藝才能保證可靠密封。
(3)對于半波紋鋼墊,兩種工藝方法差異很小,方法二最大接觸壓強為269 MPa,略大于方法一的266 MPa,波紋處壓力分布一致,僅螺栓孔周圍的基體區域有些差異,先定扭的螺栓孔有效面壓區域小于后定扭的螺栓。
綜上,3種常用襯墊對工藝的敏感性為:非石棉抄取板<半波紋鋼墊<發泡橡膠。
7 結論
介紹了變速器常用的密封襯墊結構以及壓縮-回彈特性,并以某變速器副箱氣缸襯墊為例,利用非線性有限元分析方法,模擬襯墊的實際裝配過程,分析不同襯墊的密封壓力分布。通過分析,可以得到以下結論:
(1)當前襯墊結構和螺栓扭矩下,帶膠線非石棉襯墊的密封性能優于發泡橡膠襯墊和半波紋鋼墊。
(2)3種襯墊的面壓仿真結果與實際試驗結果基本吻合,驗證了仿真的正確性。通過仿真,可以減少面壓試驗次數,降低試驗成本。
(3)裝配工藝對面壓的分布有直接影響,發泡橡膠對工藝敏感性最大,必須有預緊和定扭兩個過程。
總之,通過密封墊片的面壓仿真分析,可以快速評估密封性能,并提出改進方向,有效提升密封性能,為后續的密封墊選用以及尺寸、厚度等參數設計提供指導。
【1】康一波.變速器殼體結合面密封性能有限元預測[J].汽車零部件,2010(11):69-72.
KANG Y B.Finite Element Analysis of the Sealing Performance for the Mating Surfaces of the Transmission Case[J].Automobile Parts,2010(11):69-72.
【2】CHOS S,HAN B K,LEE J H,et al.Finite Element Modeling and Parameter Study of Half-bead of MLS Cylinder Head Gasket[J].International Journal of Automotive Technology,2006,7(1):109-114.
【3】王興日,田明.發動機氣缸密封墊壓縮回彈性能測試技術研究[J].長春大學學報,2013,23(8):937-939.
WANG X R,TIAN M.Research on the Testing Technology of Compression Recovery Performance of Engine Cylinder Seal Gasket[J].Journal of Changchun University,2013,23(8):937-939.
【4】尚興春,雷建斌,侯立兵.汽車用非金屬密封襯墊材料分類體系及試驗方法介紹[C]//汽車密封技術研討會,2007.
【5】POPIELAS F,CHEN C,RAMKUMAR R,et al.CAE Approach for Multi-layer-steel Cylinder Head Gaskets—Part 2[R].SAE International,2003-01-0483.
Sealing Pressure Analysis and Research for Transmission Common Gasket
YOU Chunxiu,WEN Qingjian,ZHANG Jiangang
(Shaanxi Fast Gear Auto Drive Engineering Research Institute, Xi’an Shaanxi 710119,China)
Three kinds of transmission gasket were introduced. Based on the compressibility and recovery curve from test, the CAE model of the cylinder gasket on the auxiliary gearbox was set up by ABAQUS software, and was validated by contact pressure test method. From the analysis results, the sealing pressure distribution of each gasket and the influence by the assembly process were obtained, which helped for type choice, design and assembly process optimization of sealing gasket in transmission development procedure.
Transmission gasket; Sealing pressure; Compressibility and recovery test
2016-06-04
游春秀(1985—),女,碩士,工程師,研究方向為有限元分析。E-mail:youchx85@126.com。
U463.212
B
1674-1986(2016)08-019-05
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52