解決2.0L缸蓋導管孔在鉸孔時孔徑收縮問題
2016-09-28 03:01:05李越宇
中國新技術新產品 2016年16期
李越宇
(中海油能源發展股份有限公司湛江人力資源服務分公司,廣東 湛江 524000)
解決2.0L缸蓋導管孔在鉸孔時孔徑收縮問題
李越宇
(中海油能源發展股份有限公司湛江人力資源服務分公司,廣東 湛江 524000)
本文針對2.0L缸蓋導管孔在鉸削后,出現孔徑收縮現象進行分析,并通過試驗測定的方法解決該問題,并取得了良好效果。
導管孔;鉸孔;收縮
切削加工生產中,各類刀具在切削過程中均存在不同程度的擴張或收縮,特別是在中小孔的精加工中最常用的鉸刀。由于鉸孔時的加工余量較小,一般為0.05mm~0.20mm;而且鉸削是一個非常復雜的切削、擠刮和磨擦的過程,容易發生孔徑的擴張和收縮現象。分析其現象,合理地將這種特性利用到鉸刀直徑尺寸和孔徑尺寸精度控制中,可大大節約生產成本。
一、問題的出現
本人在某個汽車發動機組裝修配廠實習期間,常碰到這些現象:鉸刀在一種材料上加工時,得到的孔徑比鉸刀直徑小;還有工件的加工孔徑尺寸從初始尺寸開始慢慢變小,但刀具直徑尺寸幾乎沒有變化。如曾有加工2.0L缸蓋導管孔的直徑為φ6+0.012mm,其切削參數為:
主軸轉速:n=1200r/min;
進給量:f=0.192mm/r;
加工余量:ap=0.15mm;
切削液:濃度為9%~11%的乳化液;
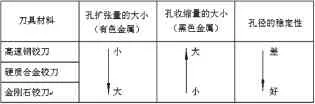
表1 不同刀具的特性
鉸刀:主偏角為15°的6刃硬質合金鉸刀,刀具直徑為φ60-0.003mm;
工件材質:粉末冶金。
在加工第一個缸蓋上8個導管孔中發現個孔徑有不同程度的收縮,其值在-0.015mm~-0.005mm范圍內,其余2個孔徑符合要求,解決孔徑的收縮問題,急不容緩。
二、問題的分析
(一)影響收縮量的因素
在鉸削過程中,由于工件材料受擠壓后彈性恢復及熱變化等因素的影響,造成鉸出的孔有收縮現象。在實際生產中影響收縮量的主要因素有:
1.被加工材料:加工黑色金屬材料,如加工鑄鐵、粉末冶金類工件;
2.切削液;切削涂選用不當,導致收縮量加劇,如加工鑄鐵時,使用油溶性切削液(如煤油)冷卻時,收縮量為0.02mm~0.04mm;而使用水溶性切削液(如乳化液)冷卻時收縮量為0.002mm~0.015mm。
3.工件材質的特性:加工中工件材料由于已加工表面的彈性變形和熱變形恢復等原因,也會產生孔徑收縮的現象。
4.刀具:切削時刀具的鈍化;鉸刀的刃磨質量即刀口的純圓半徑R處理不好;用硬質合金鉸刀鉸削較軟的材料等都會導致收縮量加劇。
(二)收縮量的變化分析
1.鉸刀主偏角與收縮量的變化關系
具有相同切削參數的同一把刀具,在加工條件不變的情況下,改變刀具的主偏角就會出現不同的收縮量。現根據主偏角的大小,從鉸刀受力分析可以得出不同的數據(圖1)。
FY——徑向力(切深抗力);
Fx——軸向力(進給抗力);
Fz——徑向力與軸向力的合力。
FN——徑向力與軸向力的合力。
由圖1鉸刀加工導管孔的受力分析可知,Fx對導管孔的內孔壁擠壓力影響不大,FY是產生擠壓力的主要原因之一。
當鉸刀的主偏角為75°時:
FY=sin15°×FN=0.2588FN
Fx=cos75°×FN=0.9659FN;
當鉸刀的主偏角為15°時:
FY=sin75°×FN=0.9659FN
FX=cos75°×FN=0.2588FN;
主偏角不同,徑向力FY也明顯不同。二主偏角受力的徑向差為:
0.9659FN-0.2588FN=0.7071FN
由此推算得出,主偏角為15°鉸刀的徑向力是主偏角為75°鉸刀的2.73倍。故15°主偏角鉸刀的收縮量明顯大于75°主偏角的鉸刀。
(三)刀具材質對孔收縮量的影響
經用兩種不同材料的鉸刀加工固定的缸蓋導管孔時,觀察孔的收縮量,用4刃金剛石鉸刀和6刃硬質合金鉸刀進行試切,其切削參數為:主軸轉速:n=3200(金剛石鉸刀)/n=1500(硬質合金);進給量:F=764(金剛石鉸刀)/F=170(硬質合金),鉸刀主偏角均為75°。金剛石鉸刀不僅壽命高,而且加工的孔徑收縮量變化較小;硬質合金鉸刀的壽命低,收縮量變化較大。在加工條件相同的情況下,不同的刀具材料在使用中有以下不同的特性(表1)。
四、解決問題
綜合分析,2.0L缸蓋導管孔在鉸孔時孔徑收縮問題,可把6刃的硬質合金鉸刀換成4刃的金剛石鉸刀,孔徑的收縮/情況可能有所好轉,但價格將大幅度上升;對于大批量生產同類產品的企業,同一種刀具的需求很大,從而增加了制造成本。能否有兩全其美的方法呢?最后,設定出通過改變刀具的切削參數(應在刀具使用的范圍內),與鉸刀的制造直徑尺寸來進行試驗,以實施一個計劃加工一個零件。根據導管孔的孔徑來選擇最佳方案,接著進行試鉸5個零件的穩定性來檢驗。
首先,檢驗刀柄夾持精度,刀具的徑向圓跳動,切削液等均在規定的要求內,然后實施計劃:
(一)計劃1:提高刀具切削參數進行試驗
(1)主軸轉速成:n=1200r/min,升至n=1350r/min。
(2)鉸刀:主偏角15°改為主偏角75°,試鉸孔徑:其收縮量變化不大,在-0.012mm~-0.005mm范圍內。
(二)計劃2:提高刀具切削參數,增加鉸刀直徑進行試驗
(1)主軸轉速:n=1350r/min,升至n=1600r/min。
(2)鉸刀:主偏角為75°,直徑增大0.005mm,即φ6.005mm~φ6.002mm的6刃硬質合金鉸刀。
試鉸孔徑:其收縮量有明顯的變化,在-0.005mm~-0.001mm范圍內。
(三)計劃3:保持刀具切削參數,增大鉸刀直徑繼續試驗
(1)主軸轉速:n=1600r/min(已為n的最大允許值了),f=0.192mm/r。
(2)鉸刀:直徑增大至φ6.010mm~φ6.007mm。
試鉸孔徑:其收縮量已消除,各孔均符合要求。
因為計劃3非常理想,接下來采用計劃3的試切條件,連續加工5件,5件的結果同樣理想,即各孔徑均在φ6+0.012mm范圍內。最后,問題通過改變刀具的切削參數和鉸刀的制造直徑后,得到圓滿的解決。
結語
在鉸孔過程中,經常會遇到孔徑擴張/收縮問題,如果能夠正確掌握和合理利用這些特性,不但能提高產品質量,而且可提高鉸刀的使用壽命(因為刀具制造直徑放大后,穩定期大大延長),在保證加工尺寸的前提下,既節約了成本又提高了機床的開動率。
[1]陸劍中,孫家寧.金屬切削原理與刀具(第4版)[M].北京:機械工業出版社,2005.
[2]于萬成.質量控制與檢測技術[M].北京:機械工業出版社,2006.
[3]胡勁松.發動機缸蓋座圈和導管孔的加工[J].現代零部件,2014(2):43-45.
[4]張建霞.缸蓋氣門閥座和導管孔加工精度控制[J].金屬加工(冷加工),2014(20):56-57.
TK426
A
