酸軋機(jī)組自動(dòng)控制系統(tǒng)的設(shè)計(jì)與應(yīng)用
2016-10-09 09:21:34胡冰
電氣技術(shù) 2016年9期
關(guān)鍵詞:系統(tǒng)
胡 冰
(本鋼板材股份有限公司采購(gòu)中心,遼寧 本溪 11700)
?
酸軋機(jī)組自動(dòng)控制系統(tǒng)的設(shè)計(jì)與應(yīng)用
胡 冰
(本鋼板材股份有限公司采購(gòu)中心,遼寧 本溪 11700)
針對(duì)酸軋機(jī)組生產(chǎn)線(xiàn)特點(diǎn),結(jié)合工程項(xiàng)目情況介紹了酸機(jī)組自動(dòng)控制系統(tǒng)的設(shè)備組成和控制方式,該系統(tǒng)的核心控制功能包括張力控制、自動(dòng)板型控制、自動(dòng)厚度控制。系統(tǒng)已成功應(yīng)用于國(guó)內(nèi)某酸軋機(jī)組生產(chǎn)線(xiàn),運(yùn)行穩(wěn)定可靠,提高了整個(gè)產(chǎn)線(xiàn)的自動(dòng)控制能力。
酸洗;張力控制;自動(dòng)厚度控制;自動(dòng)化控制系統(tǒng)
隨著國(guó)內(nèi)現(xiàn)有生產(chǎn)線(xiàn)能力的擴(kuò)大和一大批新建生產(chǎn)線(xiàn)的投產(chǎn),冷軋帶鋼市場(chǎng)已經(jīng)出現(xiàn)嚴(yán)重的產(chǎn)能過(guò)剩、供大于求的現(xiàn)象,要在激烈的競(jìng)爭(zhēng)中占領(lǐng)市場(chǎng),必須進(jìn)一步降本增效,提高質(zhì)量。冷軋技術(shù)[1]和工藝的日趨成熟,在軋制技術(shù)上尋求突破已很難提高產(chǎn)品質(zhì)量,因此冷軋的上一道工序酸洗越來(lái)越被重視。本文以國(guó)內(nèi)某酸軋機(jī)組生產(chǎn)線(xiàn)的酸洗過(guò)程自動(dòng)控制系統(tǒng)為背景,介紹軋制過(guò)程中的調(diào)節(jié)原理和簡(jiǎn)述該生產(chǎn)線(xiàn)的主要電控系統(tǒng)。
1 軋制調(diào)節(jié)原理
本節(jié)重點(diǎn)說(shuō)明張力控制、自動(dòng)板型控制、軋機(jī)自動(dòng)厚度控制的技術(shù)原理。
1.1張力控制
在帶鋼正常軋制過(guò)程中,根據(jù)工藝的需要,帶鋼張力應(yīng)保持恒定,這是張力控制的基本要求,因此該功能提供軋機(jī)機(jī)架間帶鋼張力水平控制。測(cè)量張力的方法是在張力輥軸承下面安裝壓力傳感器,測(cè)出張力輥承受的壓力,再根據(jù)力的平衡條件計(jì)算出張力的大小。機(jī)架間張力控制有兩個(gè)模式。如果滿(mǎn)足所有的轉(zhuǎn)換標(biāo)準(zhǔn),那么每個(gè)機(jī)架間的張力控制模型可以被轉(zhuǎn)換。初始化機(jī)架速度和軋制力設(shè)定來(lái)自于軋機(jī)設(shè)定功能。
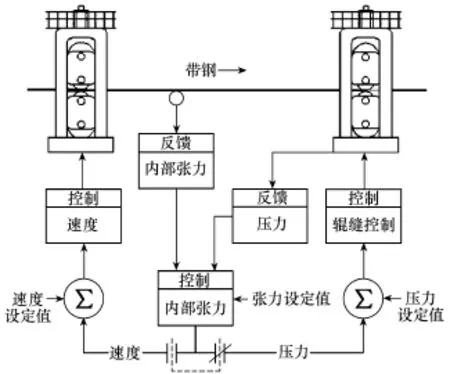
圖1 兩個(gè)機(jī)架間張力控制原理圖
張力由速度變換點(diǎn)下游機(jī)架速度調(diào)節(jié)。變換點(diǎn)由上游和下游張力確定,上游張力調(diào)節(jié)是從速度控制模式轉(zhuǎn)換成軋制力控制模式。當(dāng)控制滿(mǎn)足變換標(biāo)準(zhǔn)時(shí),速度控制模式停止,自動(dòng)轉(zhuǎn)變成軋制力控制模式,此時(shí)調(diào)節(jié)軋制力的恒定來(lái)保持帶鋼張力力度[2]。在調(diào)試過(guò)程中軟件調(diào)節(jié)范圍外的張力調(diào)節(jié)器不允許改變軋制力調(diào)節(jié)參數(shù)。當(dāng)帶鋼從開(kāi)卷機(jī)到卷取機(jī)穿帶完成后,系統(tǒng)首先建立靜張力,靜張力的設(shè)定值由系統(tǒng)根據(jù)穩(wěn)定運(yùn)行時(shí)機(jī)組張力的百分比給定。建立靜張力過(guò)程時(shí),開(kāi)卷機(jī)順時(shí)針?lè)较蛐D(zhuǎn),卷取機(jī)拉緊帶鋼,帶鋼張力達(dá)到給定值后,開(kāi)卷機(jī)處于靜止賭轉(zhuǎn)狀態(tài)。當(dāng)控制系統(tǒng)接收到機(jī)組的運(yùn)行指令后,開(kāi)卷機(jī)和卷取機(jī)同時(shí)逆時(shí)針?lè)较蛐D(zhuǎn)。此時(shí)開(kāi)卷機(jī)速度給定值的方向?yàn)槟鏁r(shí)針?lè)较颍俣冉o定值的大小低于卷取機(jī)給定值,使開(kāi)卷機(jī)速度滯后卷取機(jī)的速度,因此機(jī)組加速過(guò)程實(shí)質(zhì)是卷取機(jī)拖動(dòng)開(kāi)卷機(jī)加速旋轉(zhuǎn)。最優(yōu)閉環(huán)控制是在使用張力控制來(lái)防止板型問(wèn)題和帶鋼斷帶的厚度控制,同時(shí)也包括高配置的張力死區(qū)來(lái)執(zhí)行張力限位類(lèi)型控制來(lái)調(diào)節(jié)機(jī)架速度。但有時(shí)涉及到帶鋼模式,小下壓量模式用于末架在生產(chǎn)一些產(chǎn)品時(shí)需要采取很小的壓下量的情況。軋機(jī)設(shè)定參數(shù)維持速度模式控制末架張力調(diào)節(jié)來(lái)完成整個(gè)產(chǎn)品的生產(chǎn)。
1.2軋機(jī)自動(dòng)厚度控制
自動(dòng)厚度控制是使用機(jī)架軋制力和速度,通過(guò)一個(gè)或者多個(gè)速度傳感器的反饋值來(lái)控制帶鋼厚度,最優(yōu)化的厚度控制需要將合適的傳感器放置在正確的位置執(zhí)行多回路控制。在上游機(jī)架的厚度控制要比稍后機(jī)架的厚度控制有效率。主要控制類(lèi)型描述如下:①前饋AGC是在到達(dá)軋制位置前提前測(cè)量來(lái)料帶鋼偏差并追蹤將要采取校正動(dòng)作的軋制位置。對(duì)應(yīng)機(jī)架需要一個(gè)上游測(cè)厚儀。調(diào)節(jié)包括輥縫,上游機(jī)架速度,或者兩者同時(shí)。例如,通過(guò)1機(jī)架S1出口測(cè)厚儀X1測(cè)量達(dá)到的帶鋼厚度誤差被采樣并追蹤到 2機(jī)架 S2軋制位置。當(dāng)帶鋼對(duì)應(yīng)段臨近S2軋制位置,適當(dāng)?shù)恼`差校正將到達(dá)S1的速度。同時(shí)相應(yīng)的在 S2發(fā)生交互的輥縫控制來(lái)維持機(jī)架張力調(diào)節(jié);②反饋AGC是反饋控制測(cè)量一個(gè)機(jī)架出口的帶鋼厚度偏差并使用該信息來(lái)進(jìn)行上游調(diào)節(jié)。通過(guò)一個(gè)適當(dāng)?shù)暮瘮?shù),將機(jī)架出口厚度偏差乘以超差的數(shù)量。結(jié)果作為機(jī)架需要改變的輥縫位置的控制信號(hào)。調(diào)節(jié)器補(bǔ)償給位于機(jī)架內(nèi)設(shè)備和儀表的執(zhí)行單元。
一些厚度偏差無(wú)法由前饋控制系統(tǒng)檢測(cè),而且又無(wú)法及時(shí)的通過(guò)反饋系統(tǒng)糾正。這些偏差包括來(lái)料硬度的變化,加速過(guò)程中由于軋制方式和軋制摩擦的改變?cè)斐傻拇蚧C肓髁靠刂埔笤谲堉埔欢尉嚯x后等于機(jī)架出口厚度。這就通過(guò)避免帶鋼到達(dá)下游測(cè)厚儀前等待過(guò)程中的傳遞誤差達(dá)到提高AGC性能的目的,需要一個(gè)入口測(cè)厚儀和速度計(jì)以及一個(gè)出口測(cè)厚儀。簡(jiǎn)單來(lái)說(shuō),秒流量就是進(jìn)入軋機(jī)的等于從軋機(jī)出來(lái)的,在寬度不變的情況下:

秒流量公式所需要的信息包括上游和下游的測(cè)厚儀提供所需要的厚度值,根據(jù)速度計(jì)計(jì)算的入口和出口的長(zhǎng)度。如果出口速度計(jì)故障,系統(tǒng)根據(jù)自適應(yīng)秒流量控制和前滑值計(jì)算出口長(zhǎng)度。前滑通過(guò)比較計(jì)算厚度和出口測(cè)厚儀的測(cè)量厚度進(jìn)行自動(dòng)更新。
2 電氣設(shè)備與系統(tǒng)組成
2.1傳動(dòng)系統(tǒng)組成
5架軋機(jī)的傳動(dòng)裝置主要有5臺(tái)主驅(qū)動(dòng)器、143臺(tái)調(diào)速電機(jī)、定速電機(jī)和加熱器等裝置共計(jì)271臺(tái)、連接的總負(fù)載61514kW/h。機(jī)架No.1由一臺(tái)主驅(qū)動(dòng)電機(jī)傳動(dòng),電機(jī)的主要參數(shù)為:額定功率5470kW、電壓1890/2020V、電流1890/1850A、轉(zhuǎn)數(shù)297/913r/min、功率因數(shù)92%/89%;機(jī)架No.2-No.5的驅(qū)動(dòng)電機(jī)參數(shù)均為:額定功率 7800kW、電壓2700/2880V、電流1890/1810A、轉(zhuǎn)數(shù)424/1300r/min、功率因數(shù)92%/90%。電機(jī)類(lèi)型均是TMdrive-70e2,它是一種全數(shù)字化矢量控制的三電平的脈沖寬度調(diào)制(PWM)變換器(交流轉(zhuǎn)換直流)和逆變器(直流轉(zhuǎn)換交流)電機(jī)驅(qū)動(dòng)系統(tǒng),對(duì)大型的軋機(jī)電機(jī)驅(qū)動(dòng)系統(tǒng)來(lái)說(shuō)是完美的選擇。注入增強(qiáng)柵晶體管(IEGT)使一個(gè)電壓驅(qū)動(dòng)功率器件具有低電壓和高速轉(zhuǎn)換能力。考慮到應(yīng)用需求,總體來(lái)講,它既適用于鼠籠型感應(yīng)電動(dòng)機(jī)也適用于同步電動(dòng)機(jī)的應(yīng)用需求。
2.2基礎(chǔ)自動(dòng)化系統(tǒng)組成
基礎(chǔ)自動(dòng)化系統(tǒng)是用東芝三菱電氣現(xiàn)金的控制解決方案實(shí)現(xiàn),系統(tǒng)的構(gòu)架圖是用來(lái)描述典型的主要過(guò)程控制系統(tǒng),通常使用的控制系統(tǒng)結(jié)構(gòu)包括軟件功能層次結(jié)構(gòu),由指定的一個(gè)級(jí)別描述。設(shè)施根據(jù)它們自己的特殊需要使用軟件功能層次架構(gòu)中的不同級(jí)別。所提供的特定設(shè)備和功能將用于指定的其他地方。而過(guò)程控制中一級(jí)提供了對(duì)過(guò)程電氣設(shè)備、液壓和氣動(dòng)執(zhí)行器的直接控制。閉環(huán)工藝控制,各種位置調(diào)節(jié)器,測(cè)序和設(shè)備保護(hù)功能都包含在這一級(jí)中。通過(guò)各個(gè)區(qū)域啟動(dòng)設(shè)備運(yùn)行的物料微跟蹤,為2級(jí)宏跟蹤功能提供支持。二級(jí)提供了熟悉過(guò)程模型和復(fù)雜的工藝功能加上準(zhǔn)實(shí)時(shí)控制功能所需的軟件基礎(chǔ)。在工廠(chǎng)運(yùn)行期間,2級(jí)提供給過(guò)程控制(1級(jí))參考值,接收程序反饋用于模型更新,宏跟蹤,數(shù)據(jù)采集和報(bào)告。有限的閉環(huán)控制功能也包括在2級(jí)里[3]。
2.3過(guò)程自動(dòng)化系統(tǒng)組成
過(guò)程自動(dòng)化系統(tǒng)通過(guò)四部分網(wǎng)絡(luò)與以下系統(tǒng)通信。高可用性解決方案提供了一種增強(qiáng)系統(tǒng)在線(xiàn)實(shí)用性的方法。具體方案如下:我們將提供具有很高連續(xù)性的Stratus FtServer-W服務(wù)器作為這個(gè)系統(tǒng)的2級(jí)服務(wù)器。在一個(gè)組件發(fā)生故障時(shí),冗余系統(tǒng)備用件組件,從而保證繼續(xù)工作,避免停機(jī)。二級(jí)系統(tǒng)由2套FtServer服務(wù)器組成,每套FtServer服務(wù)器有雙冗余。控制局域網(wǎng)通信和變更檢查子系統(tǒng)提供二級(jí)系統(tǒng)與TMEIC主控制局域網(wǎng)的通信。該控制局域網(wǎng)是二級(jí)系統(tǒng)與由控制器和驅(qū)動(dòng)器組成的一級(jí)系統(tǒng)間主通信路徑。該子系統(tǒng)可以讀取和寫(xiě)入局域網(wǎng),并能監(jiān)視某些信號(hào)的更改。用于每個(gè)控制產(chǎn)品應(yīng)用程序可以進(jìn)行獨(dú)立配置。配置在產(chǎn)品重新啟動(dòng)后生效[4]。
2.4宏觀跟蹤和微觀跟蹤概述
通常采用宏觀跟蹤和微觀跟蹤兩種基本跟蹤類(lèi)型[5]。宏觀跟蹤是為了確定帶鋼在過(guò)程區(qū)域的特定邏輯區(qū)域內(nèi)。被跟蹤的每個(gè)過(guò)程區(qū)都有一個(gè)功能名,可以再分為幾個(gè)區(qū)。在區(qū)域內(nèi)的位置信息未知。也就是說(shuō),在一個(gè)10m的區(qū)域內(nèi)只有板坯進(jìn)入和離開(kāi)該區(qū)域時(shí)才能知道帶頭的位置。宏觀跟蹤通常通過(guò)二級(jí)計(jì)算機(jī)完成,并可通過(guò)識(shí)別區(qū)界線(xiàn)支持微觀跟蹤。宏跟蹤區(qū)域是從入口步進(jìn)梁到出口步進(jìn)梁。微觀跟蹤不斷確定材料指定部分的位置。例如,連續(xù)跟蹤帶頭后 1m的某點(diǎn)位置,當(dāng)該點(diǎn)到達(dá)指定位置后啟動(dòng)剪切操作[6]。微觀跟蹤通常在一級(jí)控制器內(nèi)完成,傳送傳感器數(shù)據(jù)支持宏觀跟蹤。
3 結(jié)論
該工程目前已投入試生產(chǎn)階段,運(yùn)行正常,理論和實(shí)踐證明,全數(shù)字化矢量控制的三電平的脈沖寬度調(diào)制驅(qū)動(dòng)系統(tǒng)應(yīng)用于軋鋼主傳動(dòng),取代其他調(diào)速系統(tǒng),是完全可實(shí)施的技術(shù)方式,特性指標(biāo)可達(dá)到并超過(guò)其他系統(tǒng),將大大減少設(shè)備的維修和維護(hù)量,有利于節(jié)省能源,提供生產(chǎn),是國(guó)內(nèi)外酸軋機(jī)組電氣設(shè)備選型和發(fā)展的趨勢(shì)。隨著計(jì)算機(jī)和電氣自動(dòng)化技術(shù)的發(fā)展,通過(guò)兩化融合推進(jìn)產(chǎn)線(xiàn)過(guò)程控制系統(tǒng)的的建設(shè),持續(xù)提升基礎(chǔ)設(shè)施,鋼鐵行業(yè)的自動(dòng)化水平會(huì)更上一層樓。
[1]王國(guó)棟. 中國(guó)鋼鐵軋制技術(shù)的進(jìn)步與發(fā)展趨勢(shì)[J].鋼鐵,2014(7):23-29.
[2]張巖,邵富群,王軍生,等. 灰色預(yù)測(cè)模型在冷軋動(dòng)態(tài)張力控制中的應(yīng)用[J]. 東北大學(xué)學(xué)報(bào)(自然科學(xué)版),2011(5):614-617.
[3]劉文仲. 中國(guó)冷連軋過(guò)程控制計(jì)算機(jī)系統(tǒng)及數(shù)學(xué)模型的應(yīng)用[J]. 冶金自動(dòng)化,2015(5):1-7,21.
[4]劉恩洋,彭良貴,張殿華,等. 熱軋帶鋼層流冷卻自動(dòng)控制系統(tǒng)開(kāi)發(fā)與應(yīng)用[J]. 中國(guó)冶金,2009(8):6-10.
[5]陳金山,李長(zhǎng)生. 1750mm冷連軋不銹帶鋼高效軋制的跟蹤實(shí)現(xiàn)[J]. 機(jī)械設(shè)計(jì)與制造,2015(3):163-165,169.
[6]馬偉亮. 寶鋼熱鍍鋅機(jī)組焊縫跟蹤系統(tǒng)[J]. 冶金自動(dòng)化,2013(1):53-56.
Design and Application of Automatic Control System for the Acid Rolling Mill
Hu Bing
(Benxi Steel Plate Co.,Ltd,Procurement Center,Benxi,Liaoning 117000)
Based on the characteristics of acid mill production line,the article introduced the configuration of equipment and control mode,The key functions of control system including tension control,plate shape control,automatic thickness control. System has been applied in a domestic acid rolling mill production lines successfully,stable and reliable operation,improve the ability of automatic control of the entire production line.
acid pickling; tension control; automatic thickness control; automatic control system
胡 冰(1983-),男,遼寧省本溪市人,碩士研究生,工程師,研究方向?yàn)橹悄軝z測(cè)技術(shù)。
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機(jī)床(2019年10期)2019-10-26 02:47:06
中國(guó)洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(hào)(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識(shí)經(jīng)濟(jì)·中國(guó)直銷(xiāo)(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32