Ti6242S鈦合金盤形鍛件鍛造及熱處理工藝研究
2016-10-10 01:44:21黃立軍沈文濤王周田
大型鑄鍛件 2016年5期
關鍵詞:工藝
黃立軍 沈文濤 王周田 謝 靜 曾 菁 吳 越
(中國第二重型機械集團德陽萬航模鍛有限責任公司,四川618000)
?
Ti6242S鈦合金盤形鍛件鍛造及熱處理工藝研究
黃立軍沈文濤王周田謝靜曾菁吳越
(中國第二重型機械集團德陽萬航模鍛有限責任公司,四川618000)
采用?260 mm鈦合金棒材,以錘鍛和壓機鍛造的方式試制了Ti6242S餅坯和盤形鍛件,研究了鍛造及熱處理工藝對顯微組織、力學性能以及超聲檢測雜波水平的影響。結果表明:壓機鍛出的餅坯組織和性能更優;隨著固溶溫度的升高,鍛件初生α相減少,雜波降低;經制坯、壓機鍛造、熱處理,鍛件可獲得較優的組織和性能。
餅坯;盤形鍛件;鍛造工藝;熱處理工藝;組織;性能
Ti6242S鈦合金名義成分為Ti-6Al-2Sn-4Zr-2Mo-0.1Si,屬于近α型鈦合金,含有α穩定元素Al,中性元素Sn和Zr,同晶型β穩定元素Mo,共析型β穩定元素Si,其中,Mo能提高室溫和高溫拉伸強度,增強穩定性,而Al、Sn、Zr的綜合作用,可保持長時間持久和蠕變的高溫強度,添加Si會引起某種硅化物彌散相的沉淀,有利于改善高溫蠕變強度。該合金因其高強度、高韌性和良好的抗蠕變性能,主要用于制作航空發動機的風扇圓盤、壓氣機盤、葉片和機匣等,最高長期工作溫度為500℃[1-3]。
目前,從公開發表的文獻看,國內對Ti6242S原材料和模擬試樣在實驗室條件下的研究[4-6]居多,而對實際鍛件研究較少。考慮到實驗室和生產現場的差異性,本文以某民用航空發動機盤形鍛件(簡稱“鍛件”)為試制對象,通過鐓餅試驗、試塊固溶試驗、鍛件試制,研究了鍛造及熱處理工藝對鍛件組織和性能的影響,旨在為Ti6242S鍛件工業化生產條件下的工藝制定及優化提供一定的依據。
1 試驗材料及方法
1.1試驗材料
原材料采用西部超導公司生產的?260 mm棒材,該棒材經過三次VAR同時經開坯、鐓拔、加工后得到,其化學成分以及相變點見表1。
棒材的原始組織如圖1所示,為典型的雙態組織,從棒材邊緣到中心,α相含量較多(約80%),棒材整體組織均勻性較差,邊緣α相等軸化程度較高,心部次之,1/2半徑處較差,存在較多的拉長α相。
1.2試驗過程

表1 Ti6242S棒材化學成分(質量分數,%)及β相變點
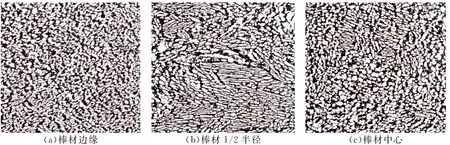
(a)棒材邊緣(b)棒材1/2半徑(c)棒材中心
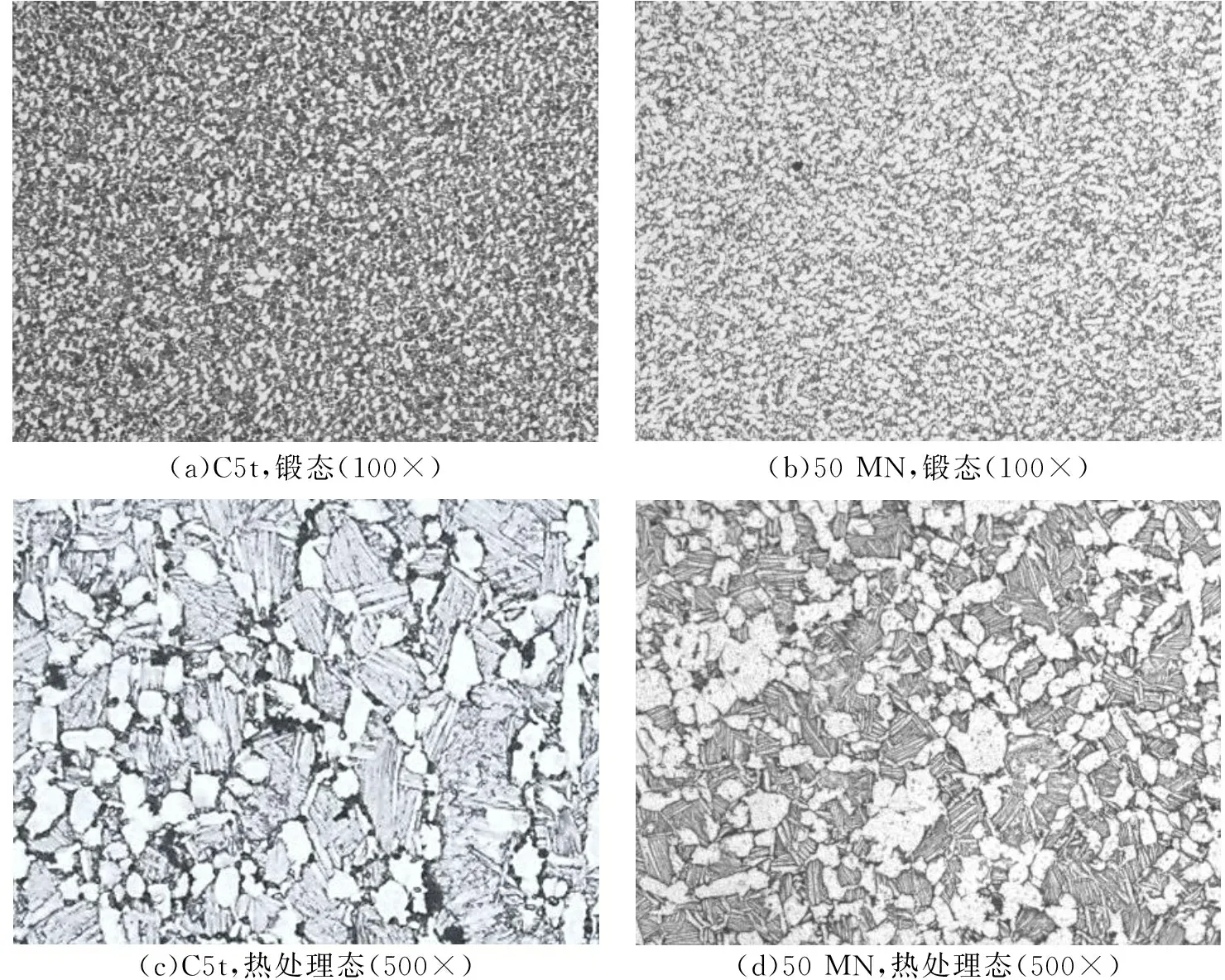
(a)C5t,鍛態(100×)(b)50MN,鍛態(100×)(c)C5t,熱處理態(500×)(d)50MN,熱處理態(500×)
采用C5t鍛錘和50 MN壓機按974℃和每火次變形量50%[7],分別對兩支改鍛棒段(?140 mm×90 mm)進行鐓餅試驗并檢測其鍛態組織,再按980℃×1 h+FAC、595℃×8 h+AC在箱式電爐進行熱處理,最后對餅坯組織和性能進行檢測。從棒材切取5個試塊(20 mm×20 mm×20 mm)進行固溶試驗:在實驗電爐中按5種溫度(964℃、974℃、984℃、994℃、1 004℃)分別保溫30 min空冷,之后對其初生α相含量進行檢測。用壓機試制了兩件鍛件,再將其分別按兩種工藝(1#:984℃×3 h+FAC,595℃×8 h+AC;2#:999℃×3 h+FAC,595℃×8 h+AC)在箱式電爐進行熱處理,水浸超聲檢測后將兩鍛件解剖并進行組織和性能檢驗。
1.3試驗方法
采用OLYMPUS GX51光學顯微鏡觀察顯微組織。采用INSTRON 5887、INSTRON 9882型材料拉伸試驗機進行室溫和高溫拉伸性能測試。采用RD-100電子式持久蠕變機進行持久蠕變性能測試。采用水浸法進行超聲檢測。
2 試驗結果與討論
2.1錘鍛和壓機鍛造對餅坯組織和性能的影響
根據劉瑞民等[7]的研究結果,Ti6242若想在變形過程中獲得較高塑性、較小變形抗力、較好晶粒細化效果,錘鍛加熱溫度建議選擇在900~1 000℃,壓機鍛造加熱溫度建議選擇950℃,每火變形量大于20%。據此,同時也為便于兩種鍛造方式之間對比,本次鐓餅試驗的加熱溫度和每火次變形量均采用974℃和50%。
餅坯鍛態和熱處理后的顯微組織見圖2。可以看出,與原材料相比,經C5t錘鍛和50 MN壓機鍛造,初生α相組織較細并趨于等軸化,說明經鍛造后組織得到優化。另外對比圖2(a)和2(b)可看出,錘鍛比壓機鍛造初生α相含量較少,再經熱處理,兩者初生α相含量均減少,但后者晶粒尺寸和針狀次生α相更為細小。餅坯熱處理后的室溫和高溫拉伸性能見表2。可以看出,與錘鍛相比,經壓機鍛造的餅坯室溫和高溫拉伸性能均較高,這是由于經壓機鍛造后餅坯晶粒以及晶粒內部組織更細小,起到了細晶強化的效果。
2.2固溶溫度與初生α相含量的對應關系
試塊不同固溶溫度下初生α相含量見圖3。可以看出,隨固溶溫度升高,初生α相含量逐漸減少。其中,964~974℃下降較小(47%~45%),974~1 004℃下降較多(45%~6%)。
2.3兩種熱處理工藝對鍛件組織和性能的影響
加熱溫度和每火次變形量采用974℃和50%,通過棒材下料、多次制坯,最后在壓機上試制了兩件某民用航空發動機盤形鍛件。因用戶標準要求鍛件初生α相含量控制在5%~35%之間,同時考慮到試驗塊和鍛件的差異,此次對兩鍛件分別采用了兩種熱處理工藝。

表2 Ti6242S餅坯室溫及高溫拉伸性能

圖3 Ti6242S不同固溶溫度下的初生α相含量
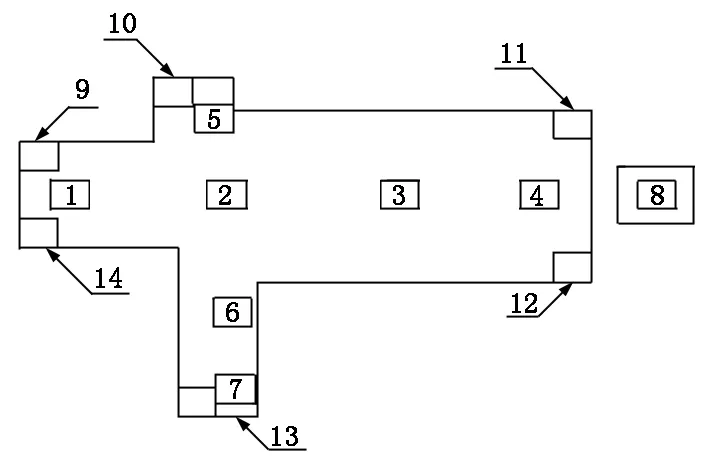
圖4 Ti6242S鍛件高倍取樣位置示意圖
(a)1#工藝
(b)2#工藝
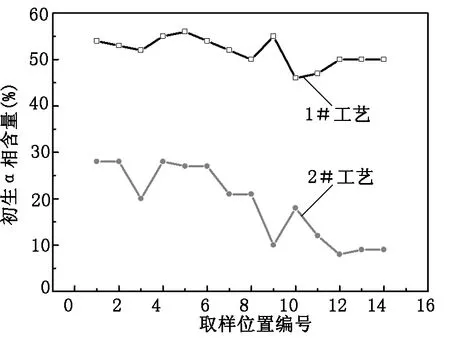
圖6 Ti6242S鍛件各位置處初生α相含量
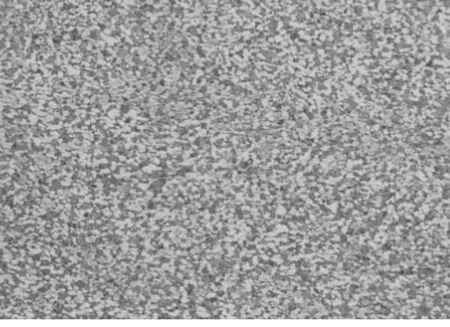
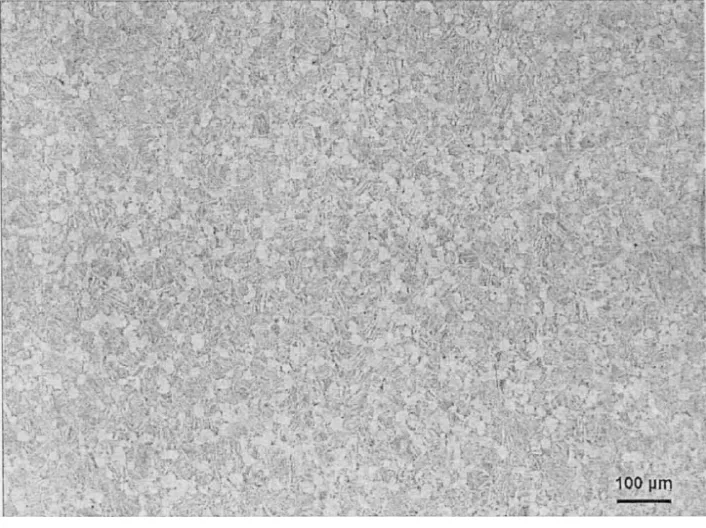
熱處理后對兩鍛件進行解剖,鍛件顯微組織取樣位置見圖4,其中“位置2”處顯微組織見圖5。可以看出,均為α+β兩相態組織,α相呈等軸狀,但初生α相含量不同,1#工藝和2#工藝處理后初生α相含量分別為50%和28%。隨固溶溫度升高,初生α相含量減少。兩種工藝下,鍛件各位置處初生α相含量見圖6。1#工藝下,鍛件初生α相含量最高處見位置5(約56%),最低處見位置10(約46%),均超出用戶標準要求。2#工藝下,鍛件初生α相含量最高處見位置1、2、4(約28%),最低處見位置12(約8%),均符合用戶標準要求。

表3 Ti6242S鍛件兩種熱處理工藝下的力學性能
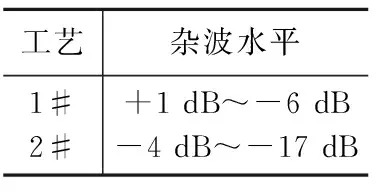
表4 Ti6242S鍛件雜波水平
鍛件的力學性能結果見表3。可以看出,兩種熱處理工藝下,鍛件的力學性能均能滿足用戶標準要求。
鍛件解剖前進行超聲水浸檢測,實測的雜波水平見表4。可以看出,隨著固溶溫度提高,鍛件雜波當量大小降低。雜波在一定程度上反映了顯微組織的均勻化程度,固溶溫度的提高可能有利于組織的進一步均勻化。
3 結論
(1)餅坯經錘鍛和壓機鍛造,其顯微組織均得到優化,但壓機鍛出的餅坯組織和性能更優。
(2)隨著固溶溫度的升高,鍛件初生α相減少,雜波降低。
(3)鍛件經制坯、壓機鍛造(加熱溫度974℃,每火次變形量50%),再經999℃×3 h+FAC、595℃×8 h+AC的熱處理,鍛件可獲得較優的組織和性能。
[1]《中國航空材料手冊》編輯委員會.中國航空材料手冊第4卷[M].北京:中國標準出版社,2002:94.
[2]岳旭,馬龍,胡亞歌,等.Ti6242S鈦合金?265mm棒材的組織與性能[J].中國鈦業,2014(2):39-42.
[3]王琛,毛小南,韓棟,等. 熱處理對Ti6242S合金組織和性能的影響[J].金屬熱處理,2012,37(8):33-35.
[4]雷錦文,馬馳,張曉冬,等. 熱加工溫度對Ti6242S合金小規格棒材組織及性能的影響[J]. 鈦工業進展,2015,32(2):36-39.
[5]王志輝,夏長清,彭小敏,等. 熱處理工藝對Ti62421S高溫鈦合金組織與力學性能的影響[J]. 中國有色金屬學報,2010,20(12):2298-2306.
[6]朱雪峰,余日成,黃艷華,等. 熱處理對TA19鈦合金組織和力學性能的影響[J]. 金屬熱處理,2015,40(2):103-106.
[7]劉瑞民,李四清.Ti6242合金的熱力學參數研究[J].熱加工工藝,2005(12):18-23.
編輯杜青泉
Research on Forging and Heat Treatment Process of Ti6242S Titanium Alloy Disc Forgings
Huang Lijun, Shen Wentao, Wang Zhoutian, Xie Jing, Zeng Jing, Wu Yue
By using ?260 mm titanium alloy bar, Ti6242S billet and disc forgings have been trial-manufactured by hammering machine and press. The influence of forging and heat treatment process on microstructure, mechanical property and clutter of ultrasonic testing has been studied as well. The results show that the microstructure and the mechanical property of billet forged by press is better; the primary α phase of forging has decreased and the clutter has reduced along with the rising of solid solution temperature; a superior microstructure and mechanical property can be obtained by means of blank forming, press forging and heat treatment process.
billet; disc forgings; forging process; heat treatment process; microstructure; mechanical property
2016—05—06
中國工信部重大專項項目(2012ZX04010-081)
黃立軍(1983—),碩士,工程師,從事航空鍛件熱處理工藝研究。
TG316
B
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
