自動化控制中的過程現場總線與RS-232/485接口通訊
2016-10-10 09:12:01李強
山西冶金 2016年2期
關鍵詞:設備
李強
(山西太鋼不銹鋼股份有限公司自動化公司, 山西 太原 030003)
?
自動化控制中的過程現場總線與RS-232/485接口通訊
李強
(山西太鋼不銹鋼股份有限公司自動化公司, 山西太原030003)
從連接方式、通訊原理、通訊過程、通訊設置等方面對自動化控制系統中的過程現場總線與R S-232/485接口的通訊技術進行詳細介紹。該系統的開發為現場總線與多樣性的自動化控制設備網絡連接提供新途徑。
自動化過程現場總線網絡協議R S-232/485接口通信報文
山西太鋼自動化公司使用的高爐爐喉十字自動化控制測溫系統采用的是外部廠家提供的成套專用設備,檢測的溫度信號僅能在獨立的計算機系統上顯示。隨著高爐生產工藝的發展,數據資源共享已成為新的需求。通過現場調研和分析發現,原廠家設備不具備數據連網功能,因此決定采用現場總線與可編程控制DP口連接的方式,將原控制系統的CP以太網絡接口與高爐控制系統100 M工業以太網連接,完成網絡數據資源共享的目的。采用該技術可大大減少施工量(包括控制電纜、溫度補償、導線敷設),降低現場環境因素對通訊系統的干擾。該系統的成功開發,使得具有RS232/485接口的現場設備,都可以實現與過程現場總線網絡協議的互連。
1 系統介紹
硬件部分主要包括PROFIBUS主站(CPU315-2DP)、RS-232/485總線橋、工控機、研華ADAM溫度采集模塊、RS-232 9針D型插座。軟件部分主要包括WINCC組態軟件、STEP7編程軟件以及DS232 GSD文件。網絡部分主要包括RS-485總線、屏蔽雙絞電纜。圖1為系統配置圖。

在總線網絡控制中,將可編程控制器作為該自動控制系統的主要控制站,RS-232/485總線轉換橋作為輔助控制站,通過RS-232/485接口與可編程控制DP口進行控制系統的連接。而RS-232/485總線橋作為RS-232/485設備的主要控制站,主動向自動控制系統數據采集設備發送相關的數據通信信息,并等待相關控制設備做出應答。工業控制計算機作為上位監控機,配置西門子通訊網卡CP5611。
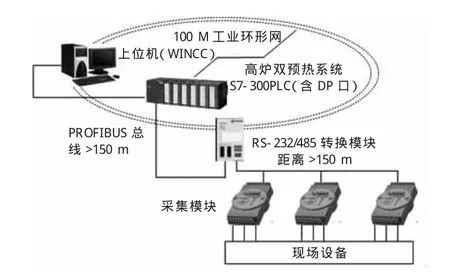
圖1 系統配置圖

該通信格式的通信數據采用的是ASIIC碼。在主要控制站上進行系統的程序編制,將通信數據按照相關通信協議規定的報文格式要求填入到PB-BRS232/485總線橋的過程現場總線數據輸出區域,并在可編程控制器的內部隨機存儲器中建立現場總線通信數據的緩沖區域,然后通過啟動PB-BRS232/485總線橋將通信數據RS-232/485接口發送到相關設備;同樣在可編程控制器的內部隨機存儲器中建立RS-232/485通信數據所需的緩沖區域。該系統主站的中央處理器通過以上兩個通信數據緩沖區的數據進行實時交換,實現過程現場總線到RS-232/485的數據信息通信,PB-B-RS232/485總線橋會自動轉入到信息數據的接收狀態。當RS-232/485設備的回答報文數據被PB-B-RS232/485總線橋完全接收,并將回答報文數據自動填入到過程現場總線的數據輸入區域后,現場總線主要控制站就可以在過程現場總線數據的相關輸入區得到RS-232/485設備的回答報文數據,見下頁表1。
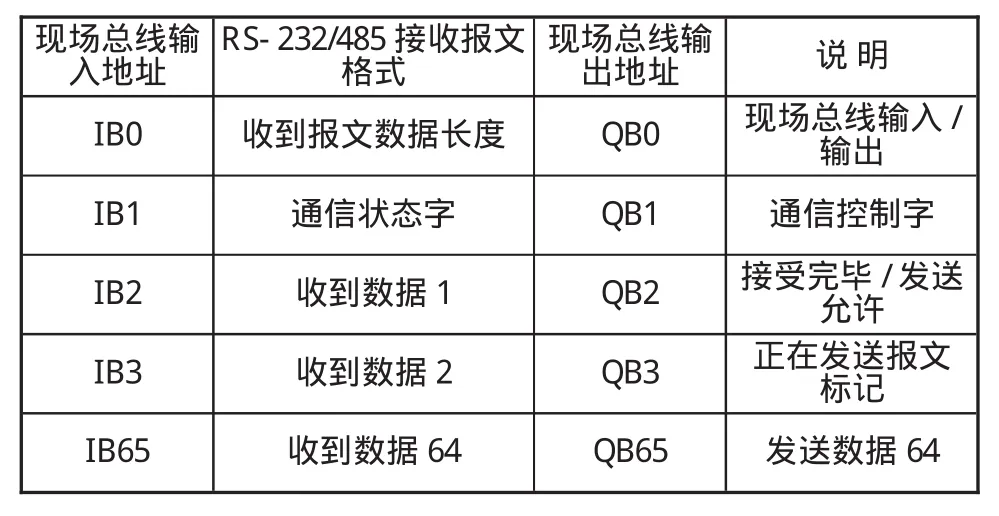
表1 RS-232/485設備的回答報文數據
RS-232/485接口作為過程現場總線的輔助控制站,最大有232字節的輸入或輸出,而該控制系統中使用了64字節的輸入和輸出。因此RS-232/485接口滿足生產工藝的要求。
現場總線的輸入/輸出都是以控制系統的主要控制站作為基點的。RS-232/485發送字節數n≤PROFIBUS,輸出字節數-2;本例中,n≤66-2=64。RS-232/485接收字節數m≤總線輸入字節數-2;本例中,m≤66-2=64。圖2說明了現場總線主站、PB-B-RS232/485接口及相關控制設備之間的通信數據緩沖區的關系。

圖2 通訊數據流

1)PB-B-RS232/485/V3是RS-232/485的主設備,上電后處于“接受完畢/發送允許”reok_tren=1的狀態。
2)PB-B-RS232/485向現場設備發送報文數據長度為10;數據為11、22、33、44、55、66、77、88、99、AA。
3)現場設備回答數據長度、狀態字、數據對應PROFIBUS輸入地址IB0-IB11。

1)將PC1中的STEP7程序t232_3和硬件配置下載到PLC。當PB-B-RS232/485/V3中的PROFIBUS通信燈(紅)滅時,表示PROFIBUS已連通。
2)運行PLC程序。由于PB-B-RS232/485/V3設置成RS-232/485從站,因此上電后處于“等待接受/發送完畢”狀態,即I1.0=reok_tren=0。
2 技術指標
1)PROFIBUS-DP/V0協議符合JB/T 10308.3-2001PROFIBUS規范測量和控制數字。
2)標準PROFIBUS-DP驅動接口,波特率自適應,最大波特率為6M。
3)過程現場總線I/O數量可自由設定。MaxI/O:Input Bytes+Output Bytes<232 Bytes;Max Input Bytes<122Bytes;MaxOutputBytes<122Bytes。
4)標準RS-232/485接口為半雙工。字符格式:可選7位/8位、可選校驗位(偶、奇、無)。可選波特率:2 400、4 800、9 600、19.2 K、38.4 K、57.6 K。可選RS-232/485主/從設備。
5)RS-232/485最大通信報文長度:發送230字節、接收230字節。
3 應用經驗
將過程現場總線通信地址定位在WORD區以節省主站資源,PLC的BYTE區地址有限;大容量BYTE區通常要高檔次CPU模塊。
一般PLC的WORD區比較大,因此可以將PB-B-RS232/485的I/O地址定位在WORD數據區。對S7-300而言,WORD數據區在256地址以后;對S7-400而言,WORD數據區在512地址以后;I/O定義在WORD數據區后,通常需要使用功能塊SFC15、SFC14將數據寫入/讀出IW/QW區,而不使用MOV指令。SFC14功能是按槽讀取大于IW256 (IW512)地址的數據。SFC15功能是按槽寫入大于QW256(QW512)地址的數據。
4 結語
該系統的成功開發,使得在自動化控制系統中凡具有RS-232/485接口的現場設備,都可以實現與過程現場總線網絡協議的互連。例如:電量測量裝置、各種變送器、智能儀表等,尤其對自動化控制系統中的信息化數據采集系統提供了新的途徑,具有一定的推廣價值。
(編輯:賀焱)
Communication of Process Fieldbus and RS-232/485 Interface in Automatic Control System
LI Qiang
(Automation Company of Shanxi Taigang Stainless Steel Co.,Ltd.,Taiyuan Shanxi 030003)
The communication technology of process fieldbus and RS-232/485 interface in the automatic control system is introduced in detail from the connection mode,communication principle,communication process, communication settings and other aspects.The development of the system provides a new way for the network connections between fieldbus and the diversed network control equipment.
automation process,fieldbus network protocol,RS-232/485 interface,communication message
TP273
A
1672-1152(2016)02-0094-03
10.16525/j.cnki.cn14-1167/tf.2016.02.36
2016-01-08
李強(1974—),男,從事自動化控制系統的研發工作,工程師。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
