基于西門子S7-400PLC與ABB公司ACS800變頻器的電纜卷盤自動化控制系統
2016-10-14 06:07:09王東峰孫旭恒
電氣技術 2016年3期
王東峰 孫旭恒 于 洋
(天津市精研工程機械傳動有限公司,天津 300409)
?
基于西門子S7-400PLC與ABB公司ACS800變頻器的電纜卷盤自動化控制系統
王東峰孫旭恒于洋
(天津市精研工程機械傳動有限公司,天津300409)
電纜卷盤是大型電纜生產、施工中一種用于電纜退扭、卷曲、存儲的關鍵設備,本文提出一種基于西門子S7-400PLC系統及ABB的ACS800調速系統的電纜卷盤控制系統。該系統通過總線及以太網實現控制系統與動力系統之間的通信,根據電纜實時長度與拉力數據,調整電纜卷盤的轉速,使電纜能夠平穩、順暢的纏繞到卷盤上。經多個施工項目檢測,整個系統運行穩定,工作可靠,得到用戶的好評。
S7-400;ACS800;以太網;變頻調速;自動化
電纜是現代社會生產、發展不可缺少的重要電力、通信傳輸介質,它將電力或信息從一處傳輸到另一處。在傳統生產工藝中,電纜生產后存儲在固定的電纜池或簡單的電纜筐中。電纜的卷曲盤繞靠電纜臂運動來實現,而電纜臂的運動控制系統缺乏自動監測和智能控制,需人工調整,容易出現電纜卷曲不勻,錯層等問題,甚至出現對電纜的過度拉伸;電纜筐的更加簡單,全部人工操作,容易出現問題,效率很低[4]。因此,本文介紹一種自動化電纜卷盤控制系統,實現了電纜生產后自動卷曲的控制。該系統電纜筐最大直徑為 20m,最大裝載能力為電纜 2400t,選用西門子 S7-400PLC作為控制元件,ABB公司的ACS800調速系統作為執行元件,上位機采用組態軟件編制控制界面,實時采集電纜張力、長度等信息,實現對整個生產過程的監控。生產中實際的運行數據表明,該控制系統工作穩定,自動化程度高,運行可靠。
1 電纜卷盤自動化控制系統結構
電纜卷盤整體結構如圖1所示,它包含6個部分:①底座與支撐輥輪;②驅動電動機減速機組;③電纜筐;④電纜筐中心支架;⑤電纜負重臂;⑥動力柜與控制柜。
電纜卷盤工作時,首先調節電纜筐中心支架,使電纜筐中心支架的直徑縮緊到最小狀態,然后將電纜筐放置到底座與支撐輥輪上,使電纜筐中心與電纜筐中心支架中心重合,然后調節電纜筐中心支架,使電纜筐中心支架與電纜筐的內圓重合貼近,這樣,電纜筐就安放完畢,然后將電纜穿過電纜負重臂,使電纜一頭與電纜筐固定,調節電纜負重臂,使電纜正好可以纏繞到電纜筐的內圈第一層上,然后在控制界面上輸入電纜直徑,電纜筐的內、外圈直徑,起動系統,就可以自動進行電纜的卷曲作業。
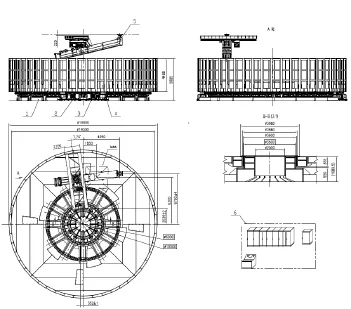
圖1 電纜卷盤整體結構圖
在工作過程中,控制系統會根據傳感器反饋的電纜張力數據實時調整電纜筐的轉動速度,使電纜的卷曲速度與電纜的輸送速度保持一致,使電纜始終在一個合適的張力下進行卷曲,避免電纜過于松弛或者過于緊張的纏繞到轉盤上。同時,根據傳感器數據,電纜負重臂會在每一圈結束后自動運動到下一圈,使電纜整齊的排列在電纜筐上。
2 電纜卷盤自動化控制系統組成
按照電纜卷曲作業的工藝流程及對整個系統的動力、控制要求,該電纜卷盤自動化控制系統采用以太網與 Profibus-DP總線結合方式組成分布式控制系統。該控制系統由工控機作為上位機,負責數據顯示與處理,然后發送控制命令給PLC;西門子S7-400 PLC作為控制單元,負責采集數據與邏輯運算[1-2];ACS800調速系統與其他電氣元件作為執行單元,負責提供動力與其他控制輸出。其中上位機、S7-400 CPU、ACS800之間采用以太網通信,上位機發出指令,CPU接收指令后,發送控制命令給ACS800調速模塊,然后ACS800調速模塊根據指令帶動 4臺電動機轉動,ACS800系統的編碼器模塊采集 4臺電動機的編碼器數據,然后連同 ACS800自身的運行數據一同傳輸給CPU,實現數據實時交換;S7-400 CPU 與西門子其他模塊之間采用Profibus-DP總線進行通信,主站為西門子的 CPU 412-3H,從站選用西門子ET200M從站模塊和其他I/O模塊組成,實現對其他元件的控制。
該控制系統為冗余系統,系統結構包括2個機架、2個PS 407 10A電源模塊、2個CPU 412-3H CPU模塊、2個1MB存儲卡、2個CP443-1通信模塊。硬件安裝時,需要將兩個 CPU設置為不同的機架號,否則無法正常工作,設置方法為將CPU背面的撥碼分別撥到上方和下方[5]。CPU系統硬件組態如圖2。
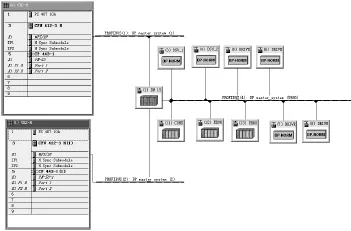
圖2 CPU系統硬件組態
電動機傳動部分選擇ABB公司的ACS800系列變頻器,ABB ACS800工業傳動標配創新型直接轉矩控制DTC技術,可直接控制電動機磁通和轉矩。該傳動系統組成如下:輔助控制柜,該柜內安裝有供電模塊控制單元RDCU和網絡分配單元APBU;輸入柜,該柜內安裝主斷路器和充電電容和電阻;供電模塊柜,該柜內安裝有進線濾波器LCL和IGBT供電單元模塊ACS800-104;逆變柜,該柜內安裝有逆變模塊ACS800-107。通過該傳動系統,即可以準確的控制電動機的轉矩和轉速,同時能夠將電動機的狀態實時反饋給控制系統。
3 電纜卷盤控制方法
電纜卷曲作業的關鍵是保持電纜在一個合適的張緊狀態,既不能過于松弛,也不能過于緊張。過于松弛,電纜在盤繞過程中容易出現縫隙,造成盤繞的不整齊;過于緊張,電纜容易嵌入到兩層之間,對電纜容易造成損害。實際生產過程中,由于電纜生產設備自身的速度波動,電纜的生產速度也不是恒定的,因此電纜的進給速度是實時變化的。因此,在電纜負重臂上安裝有張力傳感器和編碼器,分別用于檢測電纜的張力、速度和長度數據。通過將實時張力值與設定張力值進行比較,調整電動機的轉速,使電纜始終保持在適當的張緊狀態。當電纜纏繞了一整圈后,電纜負重臂便會移動一個電纜直徑的距離,使電纜繼續纏繞到下一圈上,整個系統的PLC控制流程圖如圖3所示。
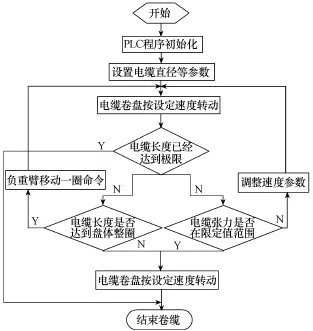
圖3 電纜卷盤PLC控制流程圖
在整個控制過程中,電纜卷盤速度控制最關鍵。速度控制通過 PLC與變頻器之間的以太網通信實現。ACS800變頻器需要安裝RECA-01以太網通信模塊[3],在控制柜內安裝交換機,用以太網電纜將CPU、RECA-01模塊連接到交換機上。為了使PLC能夠控制變頻器,需要在變頻器上進行參數設置。將參數“10.01”設置為“COMM.CW”,變頻器可以正轉和反轉;將參數“10.03”設置為“REQUEST”,通過設定速度負值控制反轉;將參數“11.02”設置為“EXT1”,選擇變頻器控制源為外部通信;將參數“11.03”設置為“COMM.REF”,通過通信設定速度;將參數“16.01”設置為“YES”,激活運行使能;將參數“16.04”設置為“COMM.CW”,通過通信進行故障復位;將參數“51.01”設置為“EtherCAT”,選擇通信類型為以太網;將參數“51.02”設置為“TRANSPARENT MODE”,選擇傳輸模式;將參數“98.02”設置為“FIELDBUS”,選擇通信方式;將參數“98.07”設置為“ABB DRIVES”,選擇通信模式[6]。經過以上參數設置,PLC就可以通過以太網通信控制變頻器并且讀取變頻器的運行數據。
ACS800采用ABB Drives Profile方式進行以太網通信,其設定參數值和實際值為 16位二進制數據,通過讀寫存儲區PDO21區域的數據,就可以對變頻器進行控制,并得到變頻器的運行數據值。PLC中讀寫PDO21區域數據程序如圖4所示。
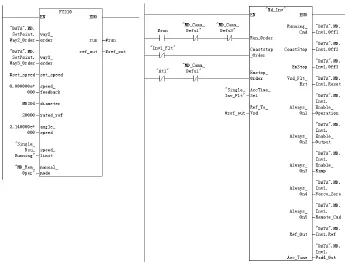
圖4 ACS800變頻器參數讀寫程序
4 測試數據
設備完成后進行了空載測試,數據見表1。
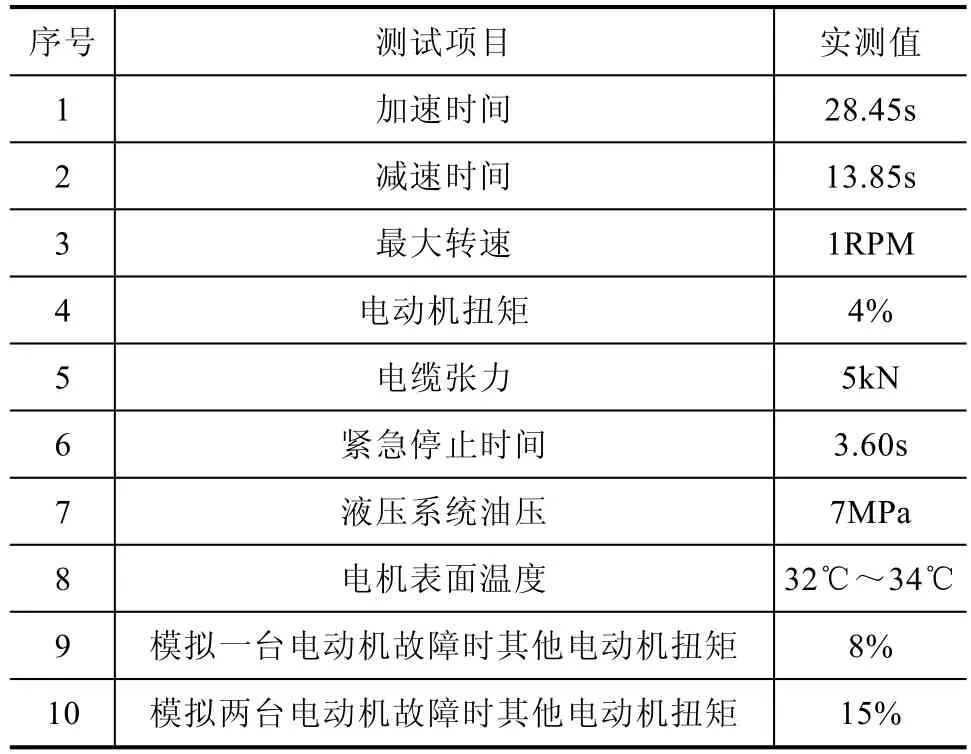
表1 空載測試數據
5 結論
該系統已經在幾個電纜施工作業中應用,工作過程中,系統運行平穩、數據精確,滿足用戶要求,電纜排列整齊。極大的減少了施工作業人員,減輕了作業人員的勞動強度。各項性能指標優于目前同類產品,該系統值得在電纜生產與施工企業進行推廣。
[1] 崔堅. 西門子工業網絡通信指南[M]. 北京︰機械工業出版社,2005.
[2] 邊春元,任雙艷,滿用奎,等. S7-300/400 PLC實用開發指南[M]. 北京︰機械工業出版社,2007.
[3] ACS800-104 IGBT供電模塊硬件手冊VA[Z]. 2004.
[4] 韓淑杰. 從CCV交聯生產線淺談電纜設備的自動化控制系統[J]. 科技促進發展,2010(S1)︰64.
[5] 商亞丹,佟冰,韓俊峰,等. 西門子 SIMATICS7-400H的實際應用[J]. 工業控制計算機,2014,27(1)︰123-124.
[6] ACS800多傳動系統VB[Z]. 2004.
Cable Carousel Control System based on SIEMENS S7-400PLC and ACS800 Inverter of ABB
Wang DongfengSun XuhengYu Yang
(Tianjin Jingyan Engineering Machinery Transmission Co.,Ltd,Tianjin300409)
Cable carousel is a key equipment for the production and construction of large cable,which is used in the cable Backtwisting,crimping and storaging. This paper presents a control system based on SIEMENS S7-400PLC and ABB ACS800 speed control system. Through the bus and Ethernet,the communication between the control system and the power system is realized,and the speed of the cable reel is adjusted according to the cable's real time length and the pulling force. Through multiple construction projects,the whole system is stable and reliable,which is obtained by users.
S7-400; ACS800; ethernet; frequency conversion speed regulation; automation
王東峰(1981-),男,河北省唐山市灤縣人,本科,工程師,主要從事自動化系統設計、調試工作。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
防爆電機(2020年3期)2020-11-06 09:07:42
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
測控技術(2018年5期)2018-12-09 09:04:50
家庭影院技術(2017年9期)2017-09-26 03:41:45
電子制作(2017年7期)2017-06-05 09:36:13
自動化博覽(2014年12期)2014-02-28 22:34:39
