Cu/PEO/LDPE復合材料的制備工藝研究
2016-10-14 10:08:13劉知為陶志祥夏先平
化學與生物工程 2016年9期
王 歡,劉知為,陶志祥,夏先平
(華中科技大學材料科學與工程學院 材料成形與模具技術國家重點實驗室,湖北 武漢 430074)
?
Cu/PEO/LDPE復合材料的制備工藝研究
王歡,劉知為,陶志祥,夏先平
(華中科技大學材料科學與工程學院 材料成形與模具技術國家重點實驗室,湖北 武漢 430074)
采用熔融共混/注塑成型法制備了一種新型的用于制備含銅宮內節育器的聚合物合金基含銅復合材料,即銅/聚氧化乙烯/低密度聚乙烯(Cu/PEO/LDPE)復合材料。采用正交實驗研究了加熱溫度、注射溫度、注射壓力、注射速率、保壓壓力和保壓時間等對該復合材料Cu2+釋放速率的影響。結果表明:注射壓力對復合材料Cu2+釋放速率的影響最大,其它工藝參數的影響相對較小,且影響大小的順序依次為:注射壓力>保壓時間>注射溫度>注射速率>加熱溫度>保壓壓力,調控注塑工藝參數是調控該復合材料Cu2+釋放行為的手段之一。獲得了制備宮內節育器Cu/PEO/LDPE復合材料的最佳注塑工藝參數為:注射壓力60 bar、注射溫度165 ℃、加熱溫度180 ℃、保壓壓力10 bar、保壓時間0.5 s、注射速率70%。
注塑工藝參數;正交實驗;Cu/PEO/LDPE復合材料;Cu2+釋放
含銅宮內節育器(Cu-IUDs)具有安全、有效、簡便、經濟等優點,是目前世界上特別是我國廣大育齡婦女最常用的避孕器具之一[1-2]。然而,傳統的Cu-IUDs存在易脫落、疼痛、出血、盆腔炎等臨床問題,嚴重危害孕期婦女的身心健康[3-4]。為了克服這些缺點,作者所在團隊開發了一種全新的宮內節育器材料——銅/低密度聚乙烯(Cu/LDPE)復合材料,并已成功應用于臨床中[5-6]。研究表明[7-8],該材料不僅能保持現有Cu-IUDs的優異避孕效果,還能有效減輕傳統Cu-IUDs的臨床副反應。為了進一步改善Cu/LDPE復合材料的生物相容性并大幅減輕所制備Cu-IUDs的質量,作者課題組開發了一種性能更優異的可用于制備宮內節育器的聚合物合金基含銅復合材料,即銅/聚氧化乙烯/低密度聚乙烯(Cu/PEO/LDPE)復合材料。
該Cu/PEO/LDPE復合材料通過熔融共混/注塑成型方法制得。因此,在復合材料組分含量不變的情況下,影響Cu/PEO/LDPE復合材料性能的因素主要是注塑成型工藝參數。一般而言,對成型制品質量及性能影響較大的工藝參數有:加熱溫度、注射溫度、注射壓力、注射速率、保壓壓力和保壓時間等。而注塑成型過程中注射溫度、注射壓力等工藝參數通過影響復合材料的流動性以及制品的致密程度等特性,直接決定了復合材料制品的各種性能。因此,作者在Cu/PEO/LDPE復合材料組分含量不變的情況下,采用正交實驗研究了注塑工藝參數對Cu/PEO/LDPE復合材料Cu2+釋放速率的影響,獲得了制備該復合材料的最佳注塑工藝參數,為后續Cu/PEO/LDPE復合材料Cu-IUDs的開發應用奠定基礎。
1 實驗
1.1材料
低密度聚乙烯(LDPE),中國石油蘭州石化有限公司,軟化溫度108~126 ℃,463 K/2.16 kg條件下的熔融指數為0.15~0.35 g·(10 min)-1,使用前將顆粒狀的LDPE粉碎成粉體;銅粉,北京中科德通科技有限公司,平均粒徑為500 nm左右,純度≥99.9%;聚氧化乙烯(PEO),上海聯勝化工有限公司,熔點為65~67 ℃,相對分子質量為4.5×105。
1.2Cu/PEO/LDPE復合材料的制備
采用熔融共混/注塑成型法制備Cu/PEO/LDPE復合材料,且實驗過程中復合材料組分含量保持不變,其Cu含量為15%,PEO含量為4%。首先將銅粉、PEO粉體和LDPE粉體按比例依次加入到HD-2型三維混合機(長沙常宏制藥機械設備廠)中混合均勻,然后加入到注塑工藝參數一定的SA100/600型注塑機(寧波海天塑機集團有限公司)料斗中注塑成型,形態為γ狀試樣[9]。
1.3Cu/PEO/LDPE復合材料Cu2+釋放速率的測試
Cu/PEO/LDPE復合材料的Cu2+釋放速率采用紫外可見吸收光譜法測定。分別從一定注塑工藝參數下制備的Cu/PEO/LDPE復合材料試樣中隨機選取3個,浸泡在裝有60 mL模擬宮腔液[10]的錐形瓶中,然后置于(37±0.5)℃的恒溫水浴箱中。待試樣浸泡24 h后,使用UV-2102PC型紫外可見分光光度計(尤尼柯儀器有限公司)測定浸泡液中的Cu2+濃度。7 d后,取出浸泡試樣并用蒸餾水清洗試樣表面,然后用新配的模擬宮腔液浸泡,置于(37±0.5)℃的恒溫水浴箱中24 h后再次測定,如此往復。記錄前7次Cu2+釋放速率結果并取其均值。
1.4正交實驗設計
基于課題組前期大量的實驗研究,在制備聚合物合金基含銅復合材料過程中對成型制品質量及性能影響較大的注塑工藝參數有:加熱溫度、注射溫度、注射壓力、注射速率、保壓壓力和保壓時間。因此,在Cu/PEO/LDPE復合材料組分含量不變的情況下,以加熱溫度、注射溫度、注射壓力、注射速率、保壓壓力和保壓時間6個工藝參數為實驗因子,以試樣能夠注滿且Cu2+釋放速率最大為考核指標,進行L25(56)正交實驗,分析注塑工藝參數對該復合材料Cu2+釋放速率的影響,同時獲得該復合材料的最佳注塑成型工藝。正交實驗的因素與水平見表1。
表1正交實驗的因素與水平
注:注射速率單位用%表示,是指當前注射速率為注塑機最大注射速率的百分比。
2 結果與討論
2.1正交實驗結果(表2)
由表2可知,在不同注塑工藝參數下,注塑結果不同。顯然,樣品未被注滿的注塑工藝參數不適用于Cu/PEO/LDPE復合材料的成型。在樣品均被注滿的情況下,不同的注塑工藝參數下所制備復合材料的Cu2+釋放速率不同。相對而言,第8組實驗的工藝參數,即加熱溫度180 ℃、注射溫度165 ℃、注射壓力60 bar、注射速率80%、保壓壓力10 bar、保壓時間0.5 s,所制備的Cu/PEO/LDPE復合材料的Cu2+釋放速率最大,為0.5391 μg·mL-1。故初步確定第8組實驗的工藝參數為最佳的注塑工藝。
表2正交實驗結果
注:“√”、“×”分別代表在一定的注塑工藝參數下,成型后的復合材料試樣能被注滿、未被注滿。未被注滿的試樣不參與Cu2+釋放測試,其Cu2+釋放速率記為0。
2.2注塑工藝參數對復合材料Cu2+釋放速率的影響程度
根據正交實驗結果,采用極差分析法定量分析各注塑工藝參數對Cu/PEO/LDPE復合材料Cu2+釋放速率的影響程度,結果見表3。
表3極差分析結果
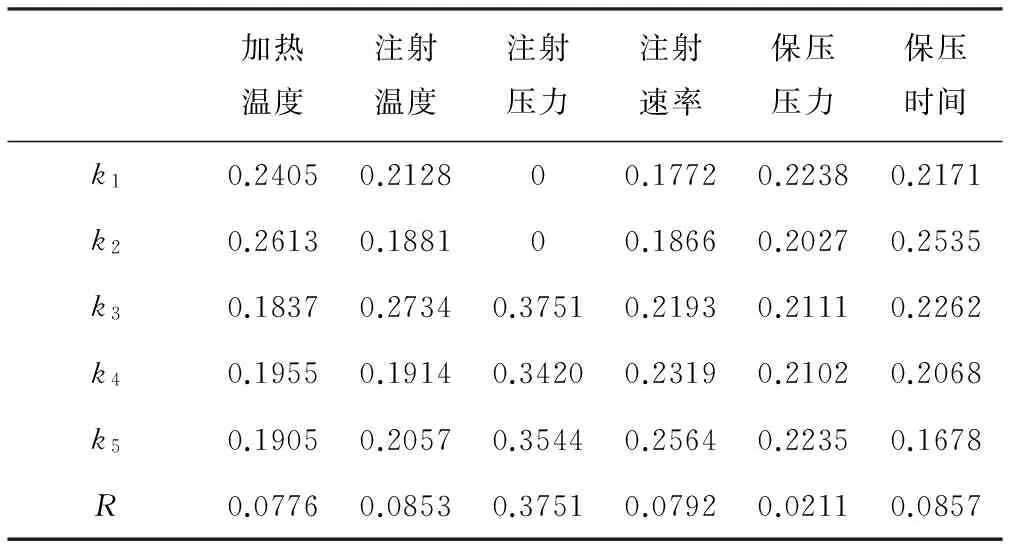
Tab.3 The range analysis results
由表3可知,不同的工藝參數對Cu/PEO/LDPE復合材料Cu2+釋放速率的影響程度不同。注射壓力對Cu/PEO/LDPE復合材料的Cu2+釋放速率影響最顯著,其它工藝參數的影響相對較小,且注塑工藝參數對Cu/PEO/LDPE復合材料的Cu2+釋放速率影響程度按照注射壓力、保壓時間、注射溫度、注射速率、加熱溫度、保壓壓力的順序依次減小。因此,在Cu/PEO/LDPE復合材料組分含量不變的情況下,若使其Cu2+釋放速率最大,則制備該復合材料的工藝參數應該按照上述影響程度的大小順序來依次調整。
2.3Cu/PEO/LDPE復合材料的最佳工藝參數
為了獲得各工藝參數對Cu/PEO/LDPE復合材料Cu2+釋放速率的影響規律,根據極差分析結果繪制各因素水平對該復合材料Cu2+釋放速率的影響趨勢圖,如圖1所示。
由圖1a可知,當注射壓力為30~40 bar時,由于壓力較小,導致Cu/PEO/LDPE復合材料的成型樣品未被注滿,Cu2+釋放速率為0;當壓力達到50 bar時,成型樣品被注滿,Cu2+釋放速率最大;隨著注射壓力繼續增大,Cu2+釋放速率略微減小后變化不大。由圖1b、c可知,當注射溫度、加熱溫度分別為165 ℃、180 ℃時,復合材料的Cu2+釋放速率最大。由圖1d可知,當保壓時間較短時,復合材料的Cu2+釋放速率隨著保壓時間的延長而增大;當保壓0.5 s時,Cu2+釋放速率最大;繼續延長保壓時間,Cu2+釋放速率開始減小。由圖1e可知,復合材料的Cu2+釋放速率隨注射速率增大呈線性增大,但總的增幅比較小。

圖1注塑工藝參數對Cu/PEO/LDPE復合材料Cu2+釋放速率的影響趨勢
Fig.1The influence trends of the injection process parameters on the Cu2+release rate of Cu/PEO/LDPE composite
由圖1f可知,當保壓壓力為10 bar時,復合材料的Cu2+釋放速率最大。由上述分析可知,當注射壓力、注射溫度、加熱溫度、保壓時間、注射速率、保壓壓力分別為50 bar、165 ℃、180 ℃、0.5 s、80%、10 bar時理論上為最佳注塑工藝參數。本實驗所制備的Cu/PEO/LDPE復合材料主要用于宮內節育器,除了對復合材料的Cu2+釋放速率有嚴格的要求外,對其力學性能也有一定要求。根據課題組前期的大量研究經驗可知,當注射壓力在一定范圍內增大時,該復合材料的力學性能隨注射壓力的增大而增大,且在注塑成型過程中注射速率不宜太大。因此,結合該復合材料的應用需求,確定制備宮內節育器用Cu/PEO/LDPE復合材料的最佳注塑工藝參數為:注射壓力60 bar、注射溫度165 ℃、加熱溫度180 ℃、保壓壓力10 bar、保壓時間0.5 s、注射速率70%。
3 結論
采用熔融共混/注塑成型法制備了一種新型的用于制備含銅宮內節育器的聚合物合金基含銅復合材料,即銅/聚氧化乙烯/低密度聚乙烯(Cu/PEO/LDPE)復合材料,采用正交實驗研究了注塑工藝參數對Cu/PEO/LDPE復合材料Cu2+釋放速率的影響,并獲得了制備宮內節育器Cu/PEO/LDPE復合材料的最佳注塑工藝。結果表明,注射壓力對新型含銅復合材料Cu2+釋放速率的影響最大,其它工藝參數的影響相對較小,且注塑工藝參數的影響程度按注射壓力、保壓時間、注射溫度、注射速率、加熱溫度、保壓壓力的順序依次遞減,表明調控注塑工藝參數是調控該新型含銅復合材料Cu2+釋放行為的手段之一。確定了制備宮內節育器Cu/PEO/LDPE復合材料的最佳注塑工藝參數為:注射壓力60 bar、注射溫度165 ℃、加熱溫度180 ℃、保壓壓力10 bar、保壓時間0.5 s、注射速率70%。
[1]BLUMENTHAL P D,VOEDISCH A,GEMZELL-DANIELSSON K.Strategies to prevent unintended pregnancy:increasing use of long-acting reversible contraception[J].Human Reproduction Update,2011,17(1):121-137.
[2]The ESHRE Capri Workshop Group.Intrauterine devices and intrauterine systems[J].Human Reproduction Update,2008,14(3):197-208.
[3]LINDH I,MILSOM I.The influence of intrauterine contraception on the prevalence and severity of dysmenorrhea:a longitudinal population study[J].Human Reproduction,2013,28(7):1953-1960.
[4]KAISLASUO J,HEIKINHEIMO O,LHTEENMKI P,et al.Menstrual characteristics and ultrasonographic uterine cavity measurements predict bleeding and pain in nulligravid women using intrauterine contraception[J].Human Reproduction,2015,30(7):1580-1588.
[5]XIA X P,XIE C S,ZHU C H,et al.Effect of implanted Cu/low-density polyethylene nanocomposite on the morphology of endometrium in the mouse[J].Fertility & Sterility,2007,88(2):472-478.
[6]CAI S Z,XIA X P,XIE C S.Corrosion behavior of copper/LDPE nano-composites in simulated uterine solution[J].Biomaterials,2005,26(15):2671-2676.
[7]YU J,LI J,LI H G,et al.Comparative study on contraceptive efficacy and clinical performance of the copper/low-density polyethylene nanocomposite IUD and the copper T220C IUD[J].Contraception,2008,78(4):319-323.
[8]HU L X,WANG H,RAO M,et al.Alterations in the endometrium of rats,rabbits,and macaca mulatta that received an implantation of copper/low-density polyethylene nanocomposite[J].International Journal Nanomedicine,2014,9(1):1127-1138.
[9]XIA X P,TANG Y,XIE C S,et al.An approach to give prospective life-span of the copper/low-density-polyethylene nanocomposite intrauterine device[J].Journal of Materials Science:Materials in Medicine,2011,22(7):1773-1781.
[10]肖煉,夏先平,肖承,等.模擬宮腔液體積對Cu/LDPE多孔復合材料節育器的銅離子釋放速率的影響[J].化學與生物工程,2013,30(2):16-19.
Preparation Process of Cu/PEO/LDPE Composite
WANG Huan,LIU Zhi-wei,TAO Zhi-xiang,XIA Xian-ping
(StateKeyLaboratoryofMaterialProcessingandDie&MouldTechnology,CollegeofMaterialsScienceandEngineering,HuazhongUniversityofScienceandTechnology,Wuhan430074,China)
Anovelcopper-containingcompositebasedonpolymeralloyforintrauterinedevices(IUDs),i.e.,copper/polyethyleneoxide/low-densitypolyethylene(Cu/PEO/LDPE)composite,waspreparedbyusingameltblendingandinjectionmoldingtechnique.Theinfluencesofheatingtemperature,injectiontemperature,injectionpressure,injectionrate,packingpressureandpackingtimeonthecupricionsreleaserateofCu/PEO/LDPEcompositewereinvestigatedusinganorthogonalexperiment.Theresultsshowedthat,comparedtootherinjectionprocessparameters,theinjectionpressureexhibitedthemostsignificanteffectonthecupricionsreleaserateofCu/PEO/LDPEcomposite,andtheaffectingdegreedecreasedinorderaccordingtoinjectionpressure,packingtime,injectiontemperature,injectionrate,heatingtemperatureandpackingpressure.Theseresultsindicatedthatadjustinginjectionprocessparameterswasoneofthemethodstocontrolthecupricionsreleasebehaviorofthisnovelcopper-containingcomposite.Inaddition,theoptimalinjectionprocessparametersforpreparingtheCu/PEO/LDPEcompositeIUDswere60barofinjectionpressure,165 ℃ofinjectiontemperature,180 ℃ofheatingtemperature,10barofpackingpressure,0.5sofpackingtimeand70%ofinjectionrate.
injectionprocessparameters;orthogonalexperiment;Cu/PEO/LDPEcomposite;cupricionsrelease
“十二五”國家科技支撐計劃項目(2012BAI31B03)
2016-05-10
王歡(1990-),男,甘肅慶陽人,碩士研究生,研究方向:生物材料,E-mail:wanghuanedu@qq.com;通訊作者:夏先平,副教授,E-mail:xpxia@hust.edu.cn。
10.3969/j.issn.1672-5425.2016.09.005
TB 333
A
1672-5425(2016)09-0018-05
王歡,劉知為,陶志祥,等.Cu/PEO/LDPE復合材料的制備工藝研究[J].化學與生物工程,2016,33(9):18-22.
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
中國塑料(2016年3期)2016-06-15 20:30:00
銅業工程(2015年4期)2015-12-29 02:48:39
應用化工(2014年10期)2014-08-16 13:11:29
石油化工應用(2014年8期)2014-03-11 17:40:03