基于PLC的鑄坯質量跟蹤系統
2016-10-18 09:10:58汪坤瑜
科技傳播 2016年13期
關鍵詞:質量
汪坤瑜
福建三安鋼鐵有限公司,福建泉州 362411
基于PLC的鑄坯質量跟蹤系統
汪坤瑜
福建三安鋼鐵有限公司,福建泉州362411
為了解決連鑄坯的內部質量問題,生產方需要在澆筑過程中對影響鑄坯質量的參數進行實時跟蹤,從而找到形成質量缺陷鋼坯的原因,并做出相應的控制措施,達到減少鑄坯質量問題的效果。質量跟蹤的核心內容是對數據的實時采集與分析,然后進行判斷,得出控制措施并執行自動切割。
數據采集;質量跟蹤;自動切割
在連鑄的生產過程中,影響鋼坯質量的原因有很多,當連鑄出現卷渣、脫方、低倍缺陷等現象時,可能會造成軋鋼生產線軋制堆鋼或者成品開裂判廢,因此在生產過程中必需完整統計出影響鋼坯質量的原因、次數、時間。表1為三安鋼鐵有限公司連鑄車間統計的2015年7—2015年11月的非穩態坯落地跟蹤記錄,根據表格清晰的顯示了7—11月期間出現的非穩態坯原因、次數、時間,生產中存在的不穩定因素具有多樣性和突發性,所以一個具備實時跟蹤質量原因、歷史歸檔、判廢切割等功能的連鑄質量跟蹤系統對連鑄生產很有存在意義。
1 PLC采集質量跟蹤數據
1.1PLC數據走向結構圖
1.2質量跟蹤采集的具體數據表格

表2

?
2 PLC處理質量跟蹤數據
2.1質量跟蹤的參數數據
連鑄生產過程中,影響鋼坯質量的因素有很多,必須設置一個標準的參考量,所以如圖在wincc畫面中制作一個表格(如表3)提供生產設置影響質量因素(包括拉速、液位、中包重量、鋼水過熱度、液面是否自動控制等)的標準值,以作為判斷是否為非穩態坯的比較量。保存設置以后,生產方所設置的標準值將通過上位機與PLC系統CP塊的以太網通訊存儲于PLC系統的內存中。
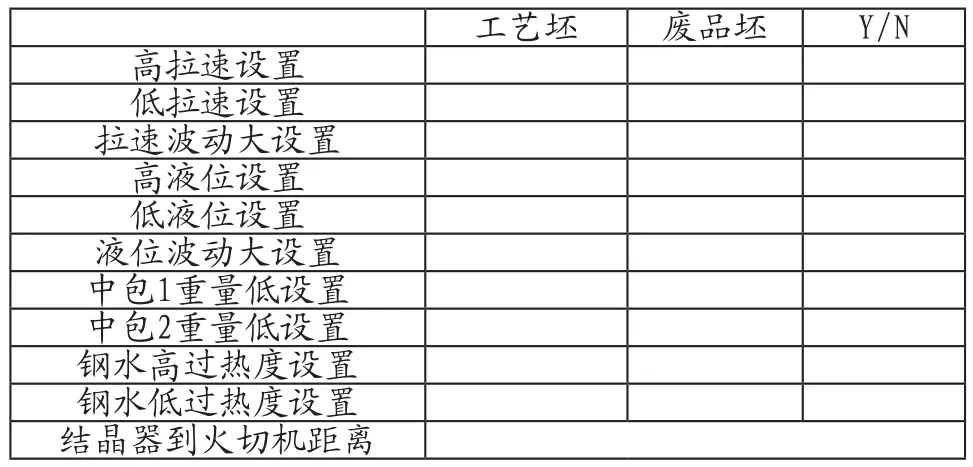
表3
2.2實時數據與參數數據的比較
儀表采集的實時數據通過信號轉換傳輸至PLC后與(1)中存儲于PLC內存中的標準值數據進行比較,并得出此鋼坯的品質結論,如圖2為拉速的比較程序。
2.3數據計算與數據歸檔
當一根鋼坯被判斷為非穩態坯時,假設故障開始后的時間秒數為N1,結束后的時間秒數為N2,結晶器到火切機的總長固定為L,實時采集的拉速值s(m/s)則距開始L1=N1*s,距結束L2=L-L1,鋼坯長度L3=(N1-N2)*s,將所記錄的L1,L2,L3根據不同的非穩態原因,存于數據塊當中,其中以非穩態原因結束點作為畫面的歷史歸檔記錄點。如圖是1流連鑄跟蹤非穩態公用塊:3個輸入管腳(故障原因、實時拉速、結晶器到火切機的距離L)、6個輸出管腳(距結晶器、非穩態坯長度、距火切機、質量類型、非穩態類型、非穩態結束記錄點)。調用公用塊將輸出的管腳的數據地址在wincc中創建變量,生成變量記錄并在所創建的onlineTable顯示,形成歷史歸檔與查詢。
3 PLC執行自動切割
3.1自動切割算法說明
1)設定的切割參數如下:(1)以結晶器彎月面到火切機原位為基準(L=30.6m);(2)鑄坯定尺設定設為L1;(3)鑄坯實際運行定尺長度設為L2(即鑄坯斷面距離火切機原位距離);(4)當第一個非穩態點發生后,通過時間和事實拉速計算第一個非穩態開始點行走長度(L3≤L);(5)當第一個非穩態點結束后,通過時間和事實拉速計算第一個非穩態結束點行走長度(L4≤L);f.按第(4)、(5)方式依次定位跟蹤第1、2、3——n個報警點。
2)切割分為以下情況:(1)正常切割:即沒有非穩態坯報警時,以L1進行切割;(2)有非穩態坯報警且L3+L5=L時,進行切割;(3)有非穩態坯報警且L 4-L6=L時,進行切割;(其中L5有報警時的切割提前量、L6報警消失時的切割滯后量,可以保證非穩態鋼坯的完整切割)。
3.2PLC程序
6)程序中一些必要的計算量:每秒拉速=每分拉速/60、L3+L5=L35、L4-L6=L46。
7)當L35=L時火切機進行切割動作m3且L3清0。
8)當L46=L時L4清0且火切機進行切割動作m4。
9)當L2=L1時L2清0且火切機進行切割動作m5。
10)m3、m4、m5任意為1時則保持5s擴展脈沖的切割輸出#cut_out。
4 結論
1)連鑄質量跟蹤系統能夠提高生產效率、減少廢品率提升公司產品質量進而增強公司的信譽度,完善公司在鋼鐵市場的形象與競爭力。
2)連鑄質量跟蹤系統是一套純軟件開發的、不增加任何硬件設備的低投資高回報的系統。
3)連鑄質量跟蹤系統不僅適用于方坯也適用于板坯等其他類型的鋼種,具有很強的推廣意義。
[1]俞金壽,孫自強.過程自動化及儀表[M].北京:化學工業出版社,2007.
[2]胡納新,崔海峰.影響連鑄矩型坯質量的因素及改進措施[J].天津冶金,2000(4):24-25.
[3]周美蘭.PLC電氣控制與組態設計[M].北京:科學出版社,1997.
[4]呂景全.可編程控制技術教程[M].北京:北京高等教育出版社,1998.
[5]明興祖,劉金華.多功能大型數控火焰切割機設計[J].現代制造工程,2005(1):107-109.
[6]馬紅,趙生剛.板坯火焰切割機用于方坯切割的改造及應用[J].武鋼技術,2008,46(2):35-38.
TP39
A
1674-6708(2016)166-0213-02
汪坤瑜,福建三安鋼鐵有限公司。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54