大尺寸轉子過橋線加工
2016-10-21 16:19:57劉瑜李軍
科技與企業
2016年4期
劉瑜 李軍

【摘要】本文介紹了改進后的大尺寸轉子過橋線的加工工藝。
【關鍵詞】轉子過橋線;線切割;銑槽
1、前言
轉子過橋線作為轉子端部線圈的一個重要部件,它的形狀好壞直接影響端部線圈的形狀,因此過橋線的結構、加工工藝一直不斷的改進。以往600MW汽輪發電機轉子S型過橋線是用制造轉子線圈的銅線,使用成型工具壓制成弧,形成S型,受到銅線材料本身的彈性反彈的影響,壓制成型的過橋線尺寸難以保證,進而影響到端部線圈形狀,甚至造成套護環的困難。為提高產品質量,600MW汽輪發電機過橋線由3段焊接為一體,改進為整個銅排加工,一次成型,減少焊口,更有利于改善轉子端部線圈的形狀。本文詳細介紹了新結構轉子過橋線的加工工藝方法。
2、轉子過橋線的加工工藝
2.1過橋線的基本結構
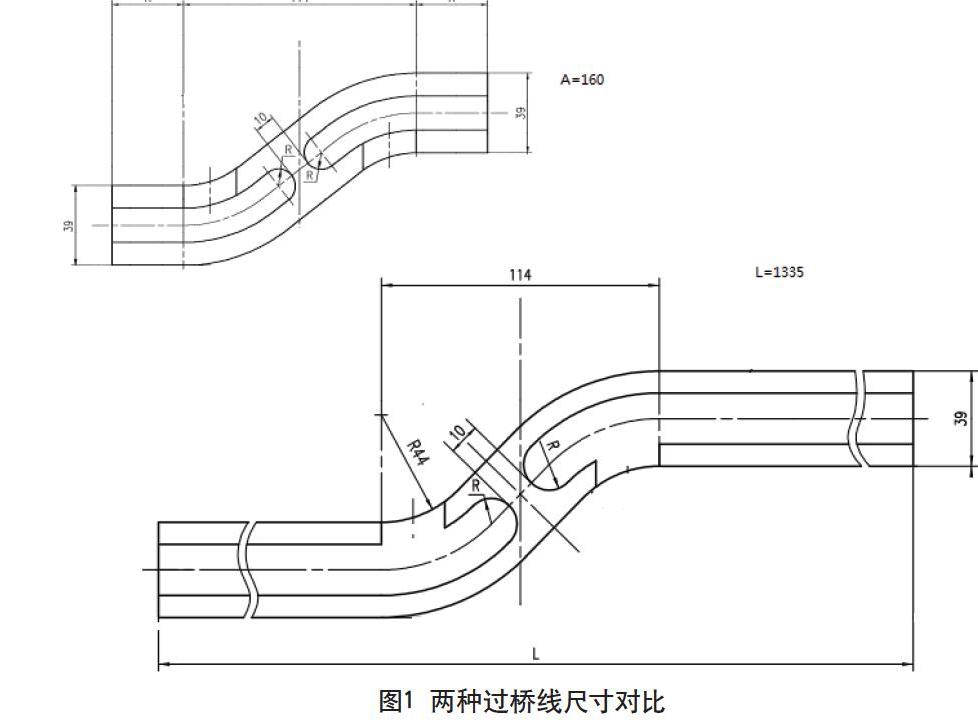
新結構的轉子過橋線:寬度尺寸為39(-0.5,+0.5)mm,厚度尺寸為7.3mm,上下表面不加工。過橋線兩端開寬度尺寸為16.7(-0.5,+0.5)mm,深度尺寸為4mm的通風槽,S型銅線兩端通風槽不貫通,留寬度尺寸10mm,避免混風。過橋線對稱度要求為0.5。改進前,轉子過橋線長度尺寸為400mm左右,,改進后的過橋線長度尺寸有所增加,根據線圈號由小到大,過橋線的尺寸也相應增加,新版過橋線最小長度尺寸為448mm,最大長度尺寸為1335mm,如圖1所示。針對轉子過橋線尺寸與形狀的改變,在工藝上采取了新的加工工藝,經過多次嘗試改進,新工藝制造的過橋線加工精度、質量都大大提高,從而保證了轉子線圈端部尺寸,極大地提高產品裝配質量。……
登錄APP查看全文