淺析機床幾何精度
2016-10-21 16:19:57任鵬飛
科技與企業
2016年4期
任鵬飛
【摘要】了解機床幾何精度檢驗的內容、原理、方法、誤差曲線的繪制。通過自準直儀我們可測得導軌的實際形狀,被檢驗機床的幾何精度狀況以及它和加工精度之間的關系。通過結論,徑向跳動誤差的產生是滾動軸承引起的。
【關鍵詞】自準直儀;誤差曲線;徑向跳動;檢驗棒
引言
機床的幾何精度是指的是機床在不運動(如主軸不轉,工作臺不移動)或運動速度較低時的精度。例如,床身導軌的直線度、工作臺面的平面度、主軸的回轉精度、刀架溜板移動方向與主軸軸線的平行度等。在機床上加工的工件表面形狀,是由刀具和工件之間的相對運動軌跡決定的,而刀具和工件是由機床的執行件直接帶動的,所以機床的幾何精度是保證加工精度最基本的條件。
一、自準直儀的測量原理
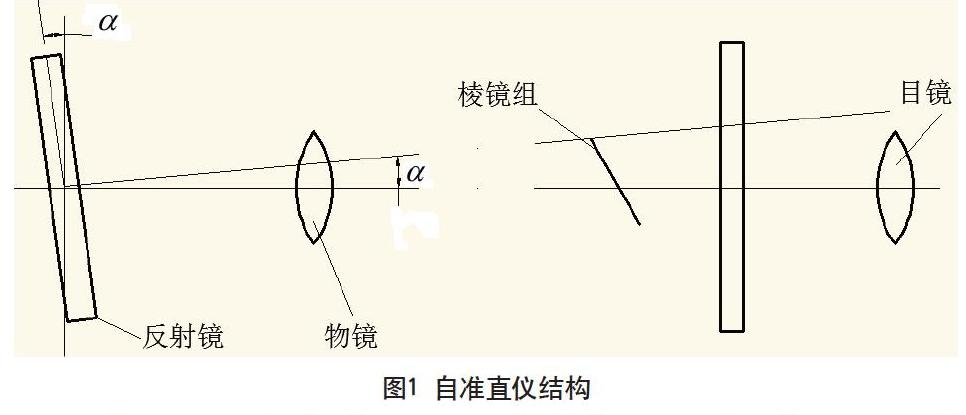
自準直儀又稱自準直測微平行光管,其結構原理如圖1所示。由光源發出的光線,通過十字分劃板成行為十字形光束,一部分光線由棱鏡的斜面直接反射到目鏡上,即目鏡視場中的基準十字線;而另一部分光線則通過棱鏡的斜面射向物鏡;由于十字分劃板位于物鏡的焦面上,所以光線通過物鏡后,以平行光束投射到反射鏡上。反射鏡將這束光線再反射回目鏡中,因此在目鏡視場中還可觀察到一條十字線,謂之反射十字線或被測十字線,如果反射鏡與光軸垂直,則反射回的光線與物鏡射出的平行光線重合,在其焦面上所成之像(十字線),與前述基準十字線重合,由于導軌在長度方向上有直線誤差,造成微小的起伏,所以在各測點反射鏡與光軸傾斜,使反射十字線與基準十字線不再重合。……
登錄APP查看全文