高效氣動(dòng)夾具在球閥零件數(shù)控銑削加工中的應(yīng)用
2016-10-21 16:19:57張良
科技與企業(yè)
2016年4期


【摘要】本文結(jié)合筆者實(shí)際工作經(jīng)歷,通過(guò)深入一線(xiàn)調(diào)研、系統(tǒng)分析,并由筆者牽頭完成研制,將外貿(mào)件球閥加工時(shí)傳統(tǒng)的螺旋裝夾方式,提升為在數(shù)控銑床上利用氣動(dòng)自動(dòng)定位、夾緊,此設(shè)計(jì)大大較低了工人的勞動(dòng)強(qiáng)度,提高了加工效率和加工質(zhì)量,是一種極具推廣價(jià)值的高效氣動(dòng)自動(dòng)夾具設(shè)計(jì)方案。
【關(guān)鍵詞】數(shù)控銑削;氣動(dòng)夾具;優(yōu)質(zhì)高效;技師學(xué)院
一、本課題背景及設(shè)計(jì)要求
(一)本課題背景
1.總體情況概述
2012年以來(lái),XX技師學(xué)院深入實(shí)施“產(chǎn)教融合、校企合作”辦學(xué)模式。該校與荷蘭百聯(lián)事國(guó)際貿(mào)易有限公司簽訂外貿(mào)加工訂單,內(nèi)容為生產(chǎn)高檔啤酒桶開(kāi)關(guān)的球閥、閥芯等高精度不銹鋼零件,產(chǎn)品訂單累計(jì)4.1萬(wàn)套,產(chǎn)值約200萬(wàn)元。但長(zhǎng)期受其中關(guān)鍵零件球閥加工質(zhì)量要求高、操作者勞動(dòng)強(qiáng)度大、廢品率高等情況困擾,使該產(chǎn)品一度出現(xiàn)未能按時(shí)交貨、產(chǎn)品退貨率高、校企合作困難等情況。
2.本課題情況介紹
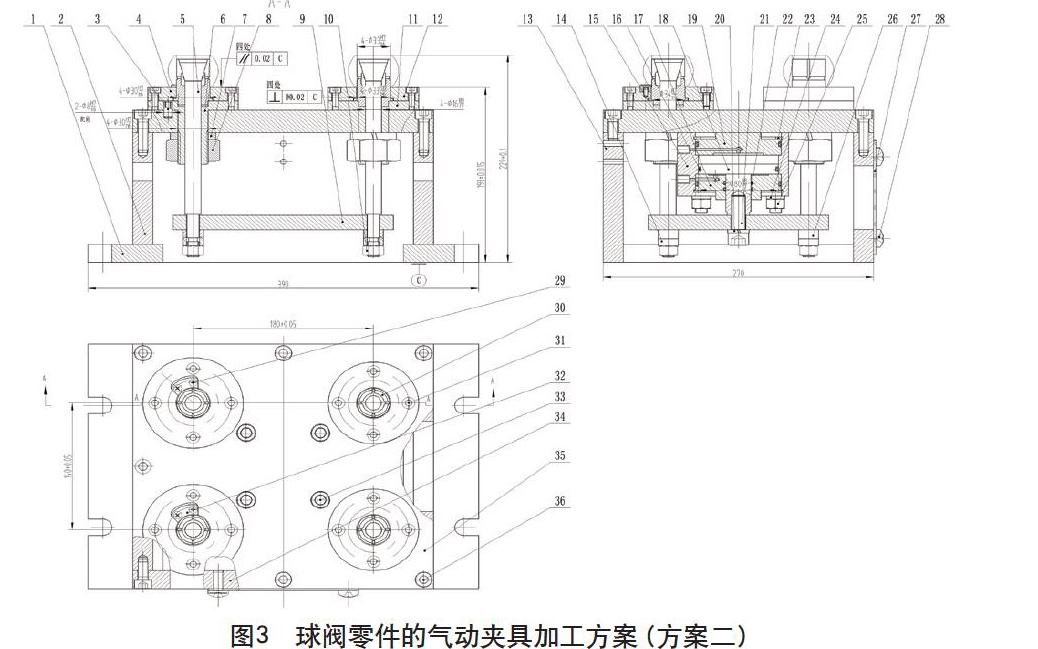
本課題主要為利用數(shù)控銑床進(jìn)行球閥零件上下兩側(cè)槽的加工(數(shù)控車(chē)削部分已經(jīng)完成,其它圓周處輪廓待本工序完成后在車(chē)削中心上進(jìn)行加工)。球閥零件上下兩側(cè)槽傳統(tǒng)加工方案如下:
(1)球閥上側(cè)槽加工:以球閥下底面和一個(gè)短圓柱銷(xiāo)進(jìn)行定位,并配以螺釘和壓板從上至下螺旋手工方式進(jìn)行夾緊。
(2)球閥下側(cè)槽加工:以球閥下底面和一個(gè)短圓柱銷(xiāo)進(jìn)行定位,并以第一步完成的上側(cè)槽一側(cè)為輔助定位。同理配以螺釘和壓板從上至下螺旋手工的方式進(jìn)行夾緊。……
登錄APP查看全文