優化打漿
——提高生活用紙品質 降低能耗
2016-10-25 08:48:13蔣小軍南通華嚴鑄造有限公司磨片研究中心水玉峰上海東冠紙業有限公司南京林業大學宋上海東冠紙業有限公司
生活用紙 2016年2期
關鍵詞:優化
蔣小軍 南通華嚴鑄造有限公司磨片研究中心水玉峰 上海東冠紙業有限公司 南京林業大學宋 培 上海東冠紙業有限公司
優化打漿
——提高生活用紙品質降低能耗
上海東冠紙業與南通華嚴磨片研究中心協作套索優化打漿方式和磨漿機磨片,采用Broom finTM掃帚鰭多元合金磨片,改混合打漿為分別打漿,提高紙張柔軟性和強度,并取得明顯的節能成效,為生活用紙的生產過程優化提供了理論和實踐借鑒。
鑒于市場需求擴大,生活用紙生產線數量也呈現上升趨勢,近年來投產了很多高車速的新月型衛生紙機和真空圓網衛生紙機,不斷提高生活用紙生產商的生產規模。但是,其中也有很多生產線,面臨著生產成本偏高、質量不穩定,市場競爭力缺乏等問題。
為了進一步降低生產能耗,提高生活用紙品質,上海東冠紙業與南通華嚴磨片研究中心協作優化打漿方式和磨漿機磨片,做了有益的研究探索和生產實踐,取得了明顯的節能成效。
1 優化前的打漿狀況
1.1使用原料:100%木漿
長纖維:漂白硫酸鹽針葉木漿(NBKP)35%;
短纖維:漂白硫酸鹽闊葉木漿(LBKP)65%。
1.2優化前打漿方式
長短纖按一定配比經雙錐磨漿機(DCR)混合打漿后,再與疏解后的損紙漿配漿,最后經雙盤磨漿機(DDR)精漿入成漿池。
1.3優化前打漿流程:(見圖1)
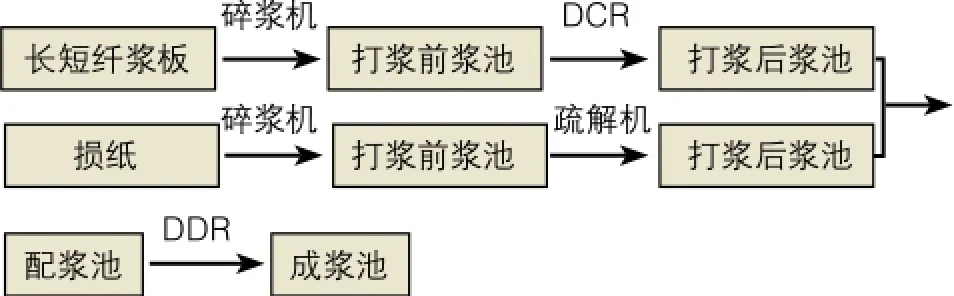
圖1 優化前的打漿流程
2 優化前的問題
2.1結合力
紙張強度主要取決于纖維的結合力,磨漿是提高纖維結合力的最有效方法[1,2]。原長短纖混合打漿工藝,雙錐磨漿機(DCR)運行負荷高、時間長,特別是LBKP木漿經DCR和DDR兩次打漿,加劇對LBKP短纖維的橫向切斷,影響了紙張強度。
2.2斷齒
雙盤磨漿機(DDR)原用磨片齒片容易出現斷齒和鋸齒形磨損(見圖2),使用壽命短,并且由于齒片脫落進入漿料系統,通過壓力篩時會打壞壓力篩篩鼓,通過壓力篩篩鼓的齒片直接進入流漿箱,會壓壞真空圓網紙機特有的不銹鋼成形網,嚴重時會弄壞毛毯,嚴重影響正常的生產秩序,給生產成本、運行穩定性及成紙品質等方面帶來諸多困擾。

圖2 原用磨片齒片容易出現斷齒和鋸齒形磨損
2.3鋸齒形磨損
原DDR磨漿機D型和G型磨片鋸齒形磨損后影響打漿均勻性,磨片有效磨漿面積降低,造成切斷增強。
2.4過度打漿
由于成紙強度較低,提升DDR的運行功率,一般根據物性強度狀況調整20kW或更大,能改善成紙的強度,基本達標合格,但部分紙漿過度打漿,出現幾個不利現象:
(1) 磨片鋸齒形磨損導致磨漿面積降低,需要提高磨漿功率以達到既定打漿指標,導致纖維切斷增加,成紙松厚度降低很明顯,需要提高起皺率才能改善成紙的柔軟度,影響了紙機效率。
(2) 烘缸蒸汽用量需提升,主要表現在提升磨漿功率后同樣條件下紙幅干燥能力不夠。
(3) 細小纖維增加,表現在紙機導輥纏漿較多,沖洗頻繁,氣浮白水處理難度加大。
3 優化打漿方式和磨片的過程
東冠紙業工藝、設備部門與南通華嚴磨片研究中心共同研究生活用紙打漿機理,根據現有設備條件,探討具體工藝及匹配的磨片齒型,混合打漿改為分別打漿方式:DCR單獨處理NBKP;LBKP不再用DCR打漿,改為與損紙漿一起用疏解機輕度疏解,配漿后經DDR低強度打漿,雙盤磨磨片優化為Broom fin掃帚鰭系列L3型粗粒多元合金磨片,降低打漿強度。
3.1優化后的打漿流程
NBKP長纖維單獨用DCR(雙錐磨)進行適當切斷和分絲帚化;LBKP短纖維和損紙打漿線用疏解機進行輕度疏解,保證纖維長度,減少對纖維的橫向切斷;按照一定比例混合配漿,用DDR(DD600雙盤磨)進行低強度打漿,入成漿池供紙機抄造(見圖3)。
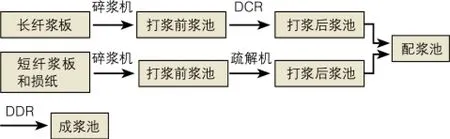
圖3 優化后的流程
3.2磨片優化
磨片的設計與選型,一般應用“比刀緣負荷”(Specific Edge Load,簡稱SEL)和“比表面負荷”(Specific Surface Load簡稱SSL)等假說理論。東冠紙業與華嚴磨片研究中心在選擇磨片齒型時,充分考慮到SEL和SSL理論的科學性和片面性,融入了“流變效應”和最新擋壩理論,在齒寬、溝寬、溝深三者之外,更多地關注到磨片齒傾角度與擋壩形式對絮聚纖維打漿的影響因素。本次磨片優化選定Broom fin掃帚鰭系列DD660-L3型粗粒多元合金磨片,帶粗粒的多元合金磨片齒表面作用于纖維的摩擦力增加,近似玄武巖孔隙的“微小磨齒”作用,促進了纖維的分絲起毛和吸水潤張,在打漿度提高過程中較好保持纖維濕重[3],磨齒粗粒表面促進纖維潤脹水化,有助于提高纖維強度,并且降低打漿電耗。
本次優化實踐中,L3型粗粒多元合金磨片使用的全周期內未出現波浪形、鋸齒形磨損和嚙合狀磨損,打漿電流穩定,下機后的磨片外觀完整,磨損平整、均勻(見圖4)。

圖4 Broom fin? 掃帚鰭粗粒多元合金磨片磨損平整、均勻
4 優化前后對比和總結
4.1優化前后主要運行情況對比
通過對磨片及打漿方式的優化,延長了磨片使用壽命,并且在改善成紙品質的同時,大幅降低了打漿能耗(見表1)。
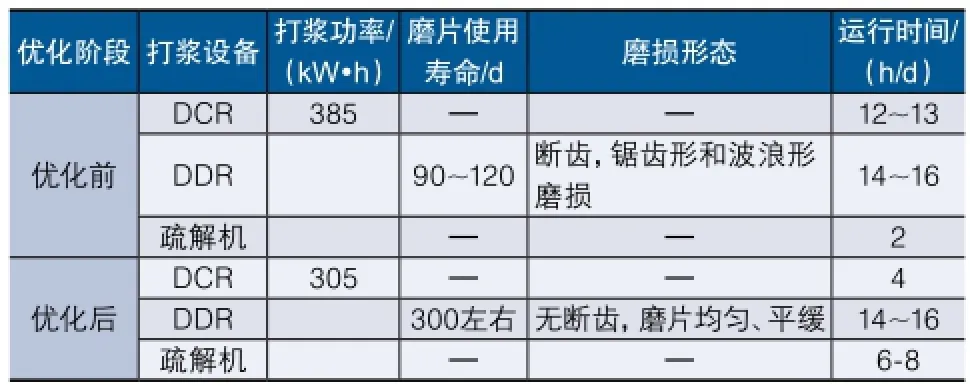
表1 優化前后主要運行情況對比

表2 優化前后的成紙物性對比
雙盤磨DDR優化為Broom fin L3型多元合金磨片后,打漿功率降低,使用壽命由之前的90~120天,延長到300天左右,節約了易損件成本,并且沒有斷齒、波浪形和鋸齒形磨損現象,磨損均勻平緩,對后續流程中的關鍵設備及備件,比如壓力篩、不銹鋼成形網、毛毯等,沒有產生負面影響。
LBKP不經雙錐磨打漿,額定功率較高的DCR的運行時間減少8~9h/d。
LBKP改為與損紙漿一起輕度疏解,額定功率較低的疏解機運行增加4~6h/d,但是總打漿功率至少每小時降低80kW。
4.2優化前后的成紙物性對比
優化磨片及打漿方式后,紙張定量未改變的前提下,進一步改善了成紙的強度、柔軟度、松厚度等物性指標,并且降低了蒸汽消耗量(見表2)。
成紙強度、濕強一定程度上提高,物性更趨于穩定,同時成紙的厚度(松厚度)、手感(柔軟度)更好。
由于厚度(松厚度)更好,紙機起皺率可以降低,紙機抄造效率更高,約提升2~3%。
同時由于起皺率的適當降低,提高了成紙強度,降低了打漿功率,生產更加穩定,紙機運行趨向良性循環過程。
5 結束語
通過打漿方式以及DDR磨片等一系列優化,改善了成紙的手感、松厚度及強度,提升產品品質;提升紙機的運行效率約2~3%;按日產50t成品紙計算,全年設備運行率95%,噸紙節約用電約50kW·h,平均電價0.7元/kW·h,全年節省電耗成本約60.7萬元;噸紙蒸汽消耗降低0.1t,蒸汽價格150元/t,全年節省蒸汽成本約26萬元。
不同生產線系統條件和設備流程存在差異性,并不是所有的既定系統都適合分別打漿,需根據具體情況制定具體的優化方案。
(轉載自《中華紙業》/2015年第22期)
[1] 景宜, 王仁榮, 吳國泉. 高速紙機長纖維的磨漿策略[J].中國造紙學報, 2006, 21(2):62.
[2] 蔣小軍, 任紅銳, 尚慶武, 等. Soft fin軟鰭磨片降低磨漿能耗 提高NCR抗張強度[C]. 中國造紙學會第十六屆學術年會論文集, 2014:368.
[3] 蔣小軍, 焦群, 竇江, 等. 植物羊皮紙厚紙的打漿優化[J].江蘇造紙,2014, (4):35~37.
Optimization of Refining—Improve Tissue Quality and Reduce Energy Consumption
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
今日農業(2020年16期)2020-12-14 15:04:59
消費導刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45
