核電水室封頭粗加工方案的探討
2016-10-27 07:28:04張沛洋
裝備機械 2016年2期
□張沛洋
上海重型機器廠有限公司 上海 200245
核電水室封頭粗加工方案的探討
□張沛洋
上海重型機器廠有限公司上海200245
核電水室封頭是核電蒸汽發生器中形狀復雜、加工難度高、加工效率低的核心零件。對比國內外加工封頭的先進經驗,提出通過火焰切割方法對封頭進行去料粗加工,從而縮短水室封頭加工周期,并可以減小粗加工過程中機床的負荷。
隨著國內外核電需求的增加,核電技術向大型化發展,對基礎零部件的技術要求越來越高,制造難度也越來越大。超大型鍛件[1-5]的制造技術和生產能力已成為制約全球核電高速發展的瓶頸,其中核電水室封頭是核電蒸汽發生器[6-7]中形狀復雜、加工難度大、加工效率低的核心零件(見圖1)。上海重型機器廠有限公司(簡稱“上重”)AP1000蒸汽發生器水室封頭的毛坯質量約270 t,零件最終交貨質量約40 t,加工過程中加工量大,加工周期長,機床負荷大,迫切需要對封頭的加工過程進行優化。

圖1 AP1000蒸汽發生器水室封頭毛坯與性能熱處理形態示意圖
1 國內外先進加工技術對比
日本制鋼所(JSW)水室封頭大部分加工采用氣割完成,只有內球面、外球面局部、管嘴端面等采用機床加工(如圖2所示),這樣大大縮短了加工周期,降低機床設備負荷及刀具損耗,水室封頭鍛件全部粗加工周期為4~5個月。
中國第一重型機械集團公司也利用氣割技術對核電封頭進行平端面,如圖3所示。
上重現有的穩壓器上下封頭粗加工過程采用立車、鏜銑床、龍門銑、車銑等冷加工方式,加工周期長、機床負荷大、刀具損耗高,水室封頭粗加工周期需要約6個月。
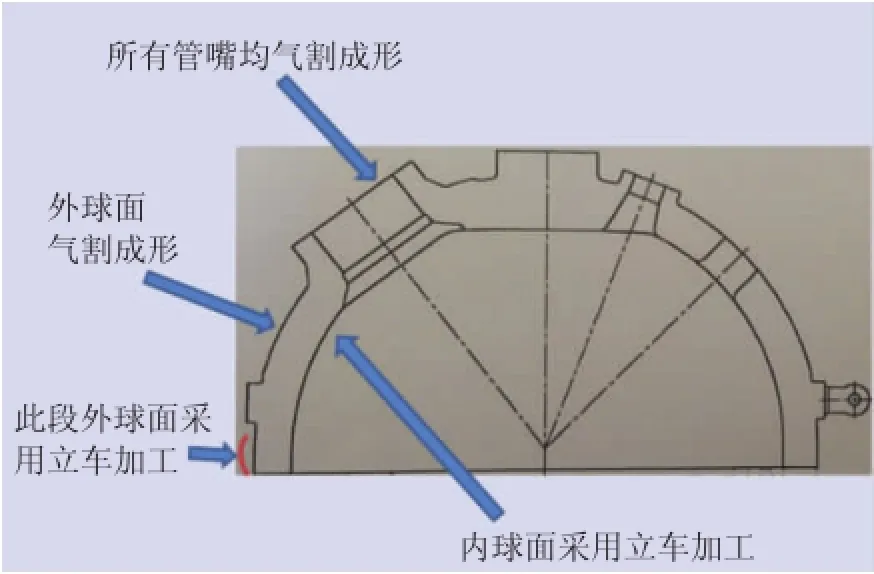
圖2 JSW水室封頭加工工序示意圖

圖3 一重對水室封頭平端面工序圖
2 水室封頭氣割技術可行性分析
上重金結構車間有多年從事曲軸鍛件及厚板氣割的經驗,鍛件分廠壓機車間也有火焰切割設備,基本具備用火焰切割水室封頭,去除大面積粗加工余量的條件。以下分析火焰切割基礎性技術條件[8-9]及上重鍛件分廠火焰切割技術狀況。常規切割厚度及割炬型號見表1。
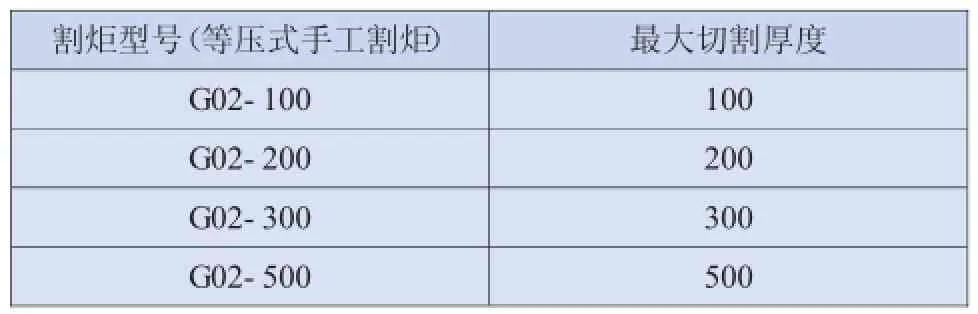
表1 常規割炬型號及切割厚度對照表
由表1可以看出,常規割炬適用于精整階段需要獲得直線組合幾何形狀的精度切割作業。
(1)大截面吹氧割炬。由氧、乙炔混合槍單元與切割氧(吹氧管)單元同步合成,實現融化與吹氧切割,切割厚度可達到3 000 mm左右,適用于粗割階段大塊金屬面的切割作業。
(2)燒剝槍割炬。用于局部幾何要求的表層熔吹,適用于幾何形狀修正、開槽切割等精細作業。
(3)碳刨。用于局部幾何要求的表層刨削和局部幾何塊狀(250 mm×250 mm×250 mm)金屬的切除,適用于幾何形狀修正、局部幾何塊狀金屬切除等精細作業。
3 上重水室封頭氣割加工實施方案
利用上重鍛件分廠大截面吹氧割炬粗切割去除大面積余量,完成水室封頭氣割粗加工去料。為了避免熱影響區,氣割時余量預設100 mm,氣割過程如圖4所示。氣割過程需要的工裝為定位樣板1套、氣割輪廓樣板5套,采用鋼板結構件制作。氣割設備采用上重鍛件分廠大截面吹氧割炬。
冷、熱工藝路線方案為:鍛坯割取鉗把→外形粗車→超探合格→頂平面預鉆φ50 mm×50 mm定位孔→進爐一次預熱約600~700℃→大截面吹氧割炬粗割(保持400℃最低切割溫度)→碳刨塊狀切取及成形刨削(根據生產周期及機床負荷情況可以增加碳刨,進行熱處理前的最終氣割去料加工)→除應力回火→冷加工。
氣割過程共需約一個半月,后續加工周期約三個月,加工周期大大縮短,降低了機床設備的負荷。由于采用氣割加工,夾具結構簡單,還節省了刀具。
4 結論
核電水室封頭形狀復雜,突出球面部分須與本體保持整體結構。國內鍛壓毛坯與最終交貨形狀相差很大,造成粗加工過程余量多,工時長,占用機床負荷,且刀具損耗高。對比國內外加工封頭的先進經驗,提出了用火焰切割方法對封頭進行去料粗加工,可以大大縮短水室封頭加工周期,并且可以降低粗加工過程中機床的負荷,減小刀具、夾具的損耗。
[1]張智峰,李向,陶志勇,等.AP1000核電穩壓器大鍛件特點及制造技術[J].裝備機械,2012(2):24-31.
[2]張智峰,李向.AP1000核電堆內構件用大鍛件的國產化研制[J].裝備機械,2015(3):46-51.
[3]張靈芳,陳永波,宋雷鈞,等.AP1000主管道大鍛件研究[J].裝備機械,2013(2):14-18.
[4]張智峰,李向,陳永波.加氫反應器用2.25Cr1Mo0.25V鍛件的研制[J].裝備機械,2014(1):20-26.
[5]李向.核電大型鍛件技術特點及現狀[J].裝備機械,2010(4):49-51.
[6]盛旭婷.壓水堆蒸汽發生器的制造 [J].裝備機械,2010(4):36-42.
[7]李華鋼,李雙燕,唐偉寶.600 MW與1000MW核電蒸汽發生器制造技術比較[J].裝備機械,2011(4):62-69.
[8]王懷寶.實用氣割技術[M].鄭州:河南科學技術出版社,2000.
[9]洪松濤,林圣武,鄭應國,等.氣焊與氣割一本通[M].上海:上海科學技術出版社,2013.
The water chamber head ofnuclear power is the core part nuclear power steamer that is complexin shape,high difficult for processing and low efficiency for processing.By comparing the foreign and domestic advanced experience of head processing,proposed to adopt flame cutting method for rough machining of the head stock,in order to shorten the machining cycle of water chamber head and reduce the load of the machine during rough machining.
水室封頭;氣割;加工周期;機床負荷
Water Chamber Head;Gas Cutting;Processing Cycle;Machine ToolLoad
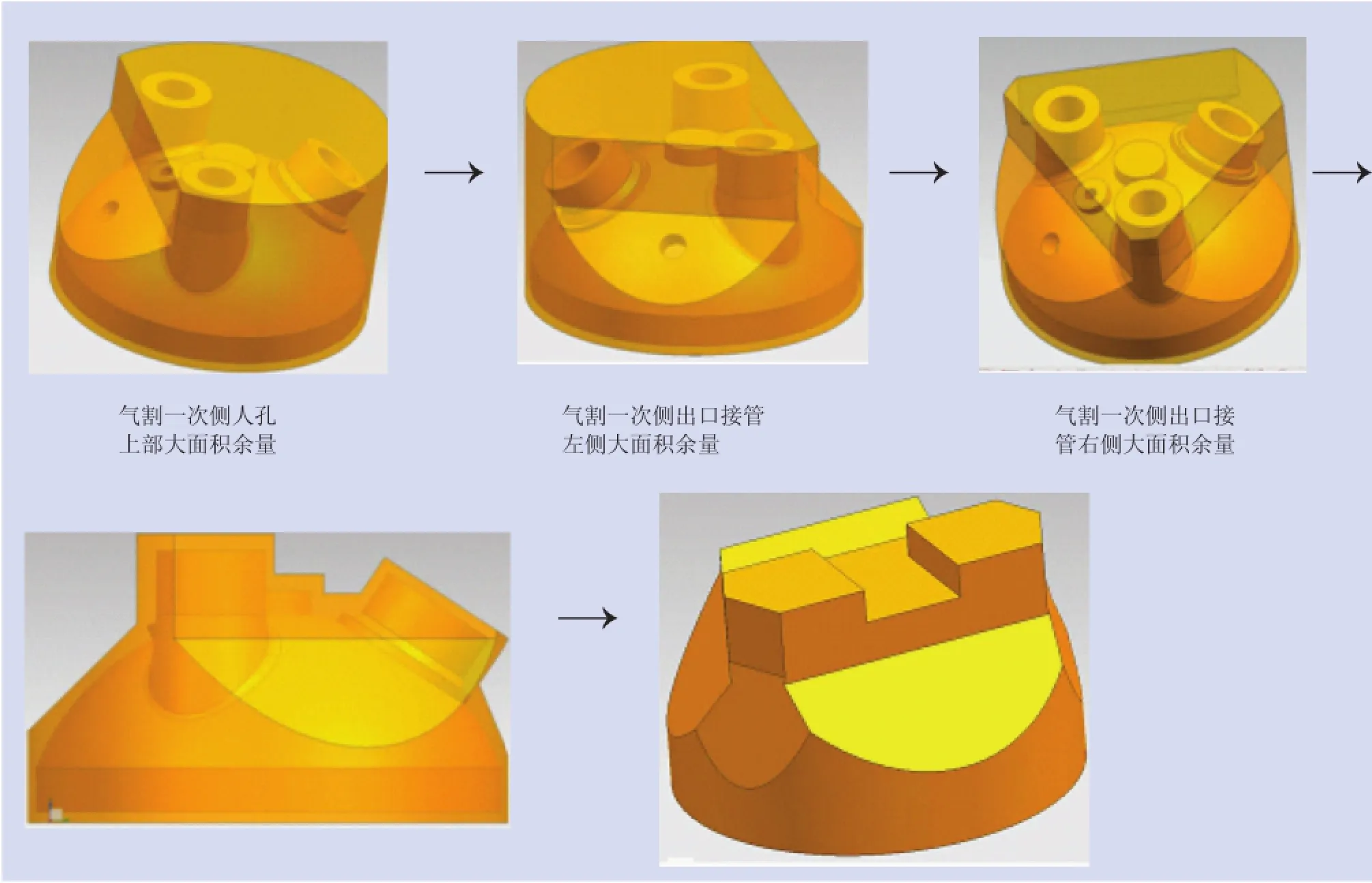
圖4 大截面吹氧割炬加工水室封頭示意圖
TH16;TL353+13
A
1672-0555(2016)02-061-03
2016年1月
張沛洋(1981—),男,本科,主要從事機加工工藝工作
