水室隔板焊接的數(shù)值模擬及工藝措施
2016-10-28 06:14:34孫國輝張立德
發(fā)電設(shè)備 2016年1期
關(guān)鍵詞:焊縫
孫國輝,張立德
(哈電集團(tuán)(秦皇島)重型裝備有限公司,河北 秦皇島 066206)
水室隔板焊接的數(shù)值模擬及工藝措施
孫國輝,張立德
(哈電集團(tuán)(秦皇島)重型裝備有限公司,河北秦皇島066206)
按照蒸汽發(fā)生器構(gòu)件實(shí)際尺寸建立三維立體模型,根據(jù)材料特性和焊接工藝建立焊接過程數(shù)值模型,模擬焊接過程的應(yīng)力狀態(tài)。數(shù)值模擬的結(jié)果顯示,水室隔板焊接殘余應(yīng)力峰值在焊趾處,應(yīng)力水平超過鎳基板材的屈服極限。以數(shù)值模擬結(jié)果作為主要依據(jù),針對不同位置水室隔板的焊縫特點(diǎn),采取相應(yīng)焊接工藝措施,降低焊接殘余應(yīng)力,以減小設(shè)備制造和運(yùn)行中的焊接區(qū)開裂的風(fēng)險(xiǎn)。
水室隔板;焊接;鎳基690合金;數(shù)值模擬;殘余應(yīng)力
大厚度鎳基合金水室隔板在高拘束度下焊接,焊后會產(chǎn)生較大和復(fù)雜的焊接殘余應(yīng)力。AP1000蒸汽發(fā)生器制造過程中,已經(jīng)發(fā)現(xiàn)與水室隔板焊縫相關(guān)的不銹鋼堆焊層下存在裂紋[1],因此,水室隔板焊接所產(chǎn)生的殘余應(yīng)力,應(yīng)引起足夠的重視。
AP1000蒸汽發(fā)生器的水室隔板焊縫總長約14 m,焊縫厚度為76 mm。與其材料和結(jié)構(gòu)相近的600 MW核電蒸汽發(fā)生器,水室隔板厚度為51 mm,焊縫周長為4 881 mm[2],在制造過程中為了控制焊接變形,提出了有效降低焊接應(yīng)力的方法,并在工程實(shí)踐中得到成功應(yīng)用。
用數(shù)值模擬方法來分析焊接應(yīng)力的分布規(guī)律,在金屬結(jié)構(gòu)焊接中已有成熟的研究和應(yīng)用[3-4]。筆者針對AP1000蒸汽發(fā)生器水室隔板的焊接,用數(shù)值模擬方法分析在給定焊接方案下殘余應(yīng)力的分布狀態(tài)和應(yīng)力水平,并采取預(yù)熱焊、交替焊、分段焊、間斷焊等工藝措施,取得了良好的效果。
1 水室隔板焊接數(shù)值模擬及分析
1.1初始條件和建模步驟
與水室隔板相關(guān)的組件剖視圖見圖1。
水室隔板焊縫包括5條焊縫:水室隔板短節(jié)與管板焊縫、水室隔板與下封頭焊縫、水室隔板短節(jié)與水室隔板焊縫、兩塊補(bǔ)板焊縫。
采用數(shù)值模擬方法分析復(fù)雜結(jié)構(gòu)的殘余應(yīng)力狀態(tài)時(shí),先局部分析,然后利用局部的三維模型分析結(jié)果,進(jìn)行整體分析[5]。
水室隔板焊縫中,水室隔板上開雙面坡口(見圖2),接頭形式為全焊透T形對接或平面對接。采用焊條電弧焊方法焊接,焊條型號為ENiCrFe-7,焊條直徑d=4 mm。先焊40°坡口側(cè),在45°坡口側(cè)清根后繼續(xù)焊接。由于690合金焊接性較差,必須采用平焊位焊接。
材料的屈服強(qiáng)度是影響復(fù)雜結(jié)構(gòu)焊接殘余應(yīng)力和變形的重要因素之一。水室隔板焊接接頭材料屈服強(qiáng)度見表1。管板和下封頭材料SA-508Gr.3Cl.2鍛件的屈服強(qiáng)度最大,鎳基690鋼板的屈服強(qiáng)度最小。當(dāng)焊接應(yīng)力超過240 MPa,水室隔板可能首先發(fā)生塑性變形,其次是不銹鋼堆焊層。
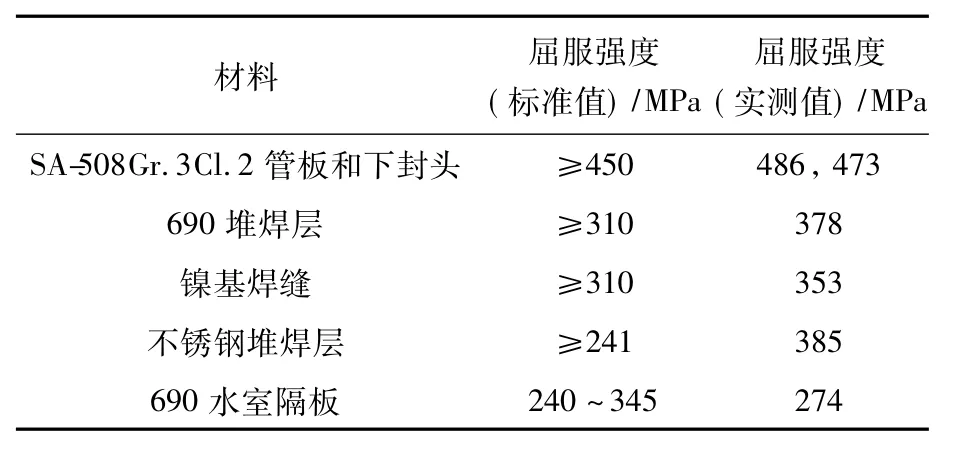
表1 材料的屈服強(qiáng)度
水室隔板焊接有限元模型的建立包括:工件幾何模型建立、有限元網(wǎng)格劃分、焊接熱源模擬、材料參數(shù)定義以及初始條件和邊界條件的確定等步驟。為適應(yīng)現(xiàn)有計(jì)算機(jī)工作站的運(yùn)算能力,對實(shí)際構(gòu)件的焊接過程進(jìn)行了相應(yīng)的簡化,并驗(yàn)證簡化方案的可靠性和采取必要的修正措施。
1.2水室隔板短節(jié)與管板的焊接模擬
水室隔板短節(jié)長3 976 mm,高70 mm,厚76.2 mm。水室隔板短節(jié)首先與管板鎳基合金堆焊層相焊,再與水室隔板相焊。水室隔板短節(jié)近似桿狀結(jié)構(gòu),易發(fā)生扭曲變形而影響與水室隔板的裝配。短節(jié)焊接時(shí),管板二次側(cè)接有筒體,軸線水平擺放。為了實(shí)現(xiàn)平焊位焊接,焊接時(shí)需轉(zhuǎn)動管板,實(shí)現(xiàn)坡口兩側(cè)的交替焊以平衡應(yīng)力和控制變形。按照坡口兩側(cè)的交替次數(shù)分別為7、9、11次作為一、二、三焊接方案,進(jìn)行焊接應(yīng)力狀態(tài)的有限元分析。
模擬結(jié)果表明:焊接時(shí)交替焊接的次數(shù)越多,即每單次焊接金屬填充量越少,應(yīng)力水平越低。而三種方案的最高應(yīng)力水平均超過350 MPa。角焊縫焊趾位置的應(yīng)力較為集中,方案一殘余應(yīng)力水平最高,焊趾處的殘余應(yīng)力值為430 MPa。圖3為縱向應(yīng)力分布示意圖。水室隔板厚度方向交替焊接的應(yīng)力分布規(guī)律適用于所有水室隔板焊縫。
1.3水室隔板與下封頭的焊接模擬
圖4為水室隔板與下封頭焊接后的數(shù)值模擬結(jié)果。水室隔板與下封頭焊接的殘余應(yīng)力集中分布在水室隔板的半徑為200 mm的扇形區(qū)域內(nèi),該區(qū)域外的殘余應(yīng)力值很小。焊接接頭的殘余應(yīng)力峰值達(dá)到430 MPa,遠(yuǎn)超過鎳基合金焊縫和水室隔板母材的屈服強(qiáng)度。因此,在應(yīng)力峰值部位,水室隔板和焊縫均會發(fā)生局部的塑性變形。
1.4水室隔板與水室隔板短節(jié)的焊接模擬
下封頭組件和管板組件對接后,水室隔板與水室隔板短節(jié)相焊。水室隔板與水室隔板短節(jié)焊縫為平板對接焊縫(見圖5(a)),殘余應(yīng)力主要分布在接頭周圍,殘余應(yīng)力峰值約為350 MPa。水室隔板周向與下封頭、管板和水室隔板短節(jié)相連形成封閉焊縫,因而焊縫收縮受到很大的拘束,導(dǎo)致整個(gè)水室隔板上存在殘余應(yīng)力。缺口位置周圍的殘余應(yīng)力水平高于其他位置,最大值在300 MPa左右,水室隔板上除焊縫與缺口的位置外,殘余應(yīng)力均低于80 MPa,見圖5(b)。
1.5補(bǔ)板的焊接模擬
水室隔板缺口是為管板與下封頭的對接焊縫預(yù)留的檢驗(yàn)空間,補(bǔ)板是為補(bǔ)充缺口、分隔兩個(gè)腔室而設(shè)置的。采用補(bǔ)板方式封堵水室隔板兩側(cè)的缺口,金屬填充量少,有利于保證焊接質(zhì)量。由數(shù)值模擬結(jié)果可知,水室隔板缺口處是水室隔板應(yīng)力集中最明顯的位置。
以常溫下先焊接T形接頭,再焊接對接接頭的順序,來模擬補(bǔ)板的焊接。圖6是水室隔板補(bǔ)板焊接和模擬結(jié)果示意圖。圖6(b)中部分區(qū)域的殘余應(yīng)力超過345 MPa,已經(jīng)大大超過鎳基板材的實(shí)際屈服強(qiáng)度。由于補(bǔ)板的四周與周圍構(gòu)件相連,焊接時(shí)拘束度大,焊接產(chǎn)生的應(yīng)力無法得到釋放,隨著焊接的進(jìn)行,補(bǔ)板及缺口周圍的材料的應(yīng)力逐漸累積,最終這些區(qū)域會全部屈服而發(fā)生塑性變形。
1.6應(yīng)力的疊加
下封頭組件與管板組件組焊后,水室隔板和水室隔板短節(jié)相焊。以水室隔板短節(jié)與管板接頭的應(yīng)力變化為例,圖7是焊縫應(yīng)力疊加前后的模擬結(jié)果。由圖7可見:應(yīng)力疊加后,原有殘余應(yīng)力總體水平下降,應(yīng)力峰值由原來的430 MPa下降到300 MPa。應(yīng)力集中位置的應(yīng)力梯度變小。
水室隔板缺口周圍的殘余應(yīng)力主要集中于焊接部位。水室隔板短節(jié)與管板焊接接頭和水室隔板與下封頭焊接接頭的起點(diǎn)位置的殘余應(yīng)力水平均降低,應(yīng)力集中程度下降。缺口周圍殘余應(yīng)力水平增大,水室隔板短節(jié)與水室隔板焊接接頭起始位置的殘余應(yīng)力仍保持350 MPa左右。水室隔板與下封頭接頭的缺口拐角處的殘余應(yīng)力為300 MPa左右,應(yīng)力值沒有明顯的變化。
1.7預(yù)熱的影響
預(yù)熱有利于減小焊接殘余應(yīng)力峰值[5]。以補(bǔ)板焊接為例,采用數(shù)值模擬方法分析預(yù)熱焊對焊接殘余應(yīng)力分布的影響。圖8是預(yù)熱狀態(tài)的殘余應(yīng)力分布,室溫下焊接時(shí)的應(yīng)力分布見圖6。對比可見,室溫下焊接高應(yīng)力區(qū)域面積要比預(yù)熱焊接大,焊接殘余應(yīng)力分布較為集中,相比之下,預(yù)熱條件下的焊接殘余應(yīng)力分布區(qū)域較大,整體應(yīng)力水平降低,應(yīng)力梯度減小。預(yù)熱后焊趾位置的應(yīng)力峰值仍保持430 MPa,但是發(fā)生屈服的面積大幅度減小。
2 焊接工藝
水室隔板焊縫的焊接步驟是:(1)水室隔板短節(jié)與管板相焊;(2)水室隔板與下封頭相焊; (3)水室隔板與水室隔板短節(jié)相焊;(4)水室隔板補(bǔ)板的焊接。由數(shù)值模擬結(jié)果可知:上述局部焊接和整體焊接完成后,水室隔板、水室隔板焊接接頭中,均存在焊接殘余應(yīng)力,局部焊接殘余應(yīng)力的峰值仍達(dá)到400 MPa以上。
工藝上減小焊接殘余應(yīng)力的方法包括降低焊接熱輸入、降低焊縫拘束度、拉伸補(bǔ)償、預(yù)熱和合理安排焊接順序等[5]。數(shù)值模擬已將由水室隔板焊接特點(diǎn)決定的固有要素,如焊接熱輸入、焊縫拘束度等作為邊界條件。在水室隔板的實(shí)際焊接中,還可以采用有效地預(yù)熱和合理排序的方法,進(jìn)一步降低焊接殘余應(yīng)力。
在依托項(xiàng)目產(chǎn)品的焊接過程中,雙側(cè)母材均預(yù)熱120℃以上,并保證較大的預(yù)熱寬度和加熱均勻,避免產(chǎn)生附加熱應(yīng)力。針對不同位置的焊縫,制訂了有利于降低焊接殘余應(yīng)力的工藝措施。
2.1厚度方向交替焊接
焊縫厚度方向雙側(cè)同時(shí)焊接,有助于減小焊接殘余應(yīng)力,但是產(chǎn)品焊接時(shí)受材料、工藝和結(jié)構(gòu)的影響,無法實(shí)現(xiàn)平焊位的雙側(cè)同時(shí)焊接,采用了兩側(cè)交替焊的方式焊接。
焊接方案是雙側(cè)交替7次以上。先焊接40°坡口側(cè),每次焊接2層,焊縫厚度約5 mm,翻轉(zhuǎn)工件,打磨清除焊根處鈍邊;然后填充45°坡口側(cè),焊接3層,將工件再次翻轉(zhuǎn),依次焊接,見圖9。由于單道焊縫厚度有誤差,產(chǎn)品實(shí)際焊接操作過程中,工件翻轉(zhuǎn)次數(shù)均在10次以上。
2.2長度方向分段焊接
水室隔板焊接時(shí)最長焊縫是水室隔板與下封頭焊縫;其次是水室隔板短節(jié)與管板堆焊層焊縫,水室隔板與水室隔板短節(jié)焊縫。將長焊縫分成區(qū)段,以每個(gè)區(qū)段為單位,采用逐步退焊的方式焊接。每條焊縫均由兩人向兩個(gè)方向同時(shí)施焊。焊接兩層后,翻轉(zhuǎn)工件,繼續(xù)焊接。區(qū)段劃分和焊接次序見圖10。
2.3補(bǔ)板封閉焊縫的分區(qū)焊
補(bǔ)板的尺寸為200 mm×150 mm×76.2 mm,板的四周開有圖1所示的坡口。相對于補(bǔ)板的尺寸,焊縫填充量巨大。數(shù)值模擬結(jié)果顯示:補(bǔ)板焊接前工件缺口區(qū)域應(yīng)力集中明顯,并且補(bǔ)板焊接區(qū)域與不銹鋼堆焊層、管板與下封頭的低合金鋼焊縫相鄰,應(yīng)力狀態(tài)復(fù)雜,焊接操作位置受限,是易發(fā)生缺陷的位置。因此采取降低應(yīng)力的工藝措施十分必要。
將水室隔板補(bǔ)板周圍的封閉焊縫,分成圖11所示的①、②、③、④四個(gè)區(qū)域,四個(gè)區(qū)域焊縫的金屬填充量相當(dāng)。焊縫①和焊縫④長度約130 mm,焊縫②和焊縫③長度約150 mm。焊縫1為T形對接接頭,其他焊縫為平面對接接頭。
分析4個(gè)區(qū)域的焊縫可知:焊縫①的補(bǔ)板與下封頭不銹鋼堆焊層相焊,堆焊層熔合區(qū)抵抗拉應(yīng)力的能力較差,同時(shí)相對于對接接頭,T形頭焊后會產(chǎn)生更大的殘余應(yīng)力;焊縫②的端部與不銹鋼堆焊層相焊;焊縫③的端部與鎳基合金堆焊層相焊;焊縫④是鎳基合金的對接接頭。在拘束度較小的情況下焊接焊縫①有利于降低殘余應(yīng)力峰值。
根據(jù)先焊接條件差、易開裂焊縫的原則,按照①-②-③-④焊縫的排序焊接,厚度方向交替焊接,這樣,焊縫①焊接時(shí)受到的拘束最小,有利于降低焊趾處殘余應(yīng)力,防止堆焊層焊道下開裂;最后焊接焊縫④,是因?yàn)閷雍缚p焊接時(shí),平面接頭變形相對均勻,在焊接殘余應(yīng)力高于其屈服強(qiáng)度時(shí)會發(fā)生塑性變形,殘余應(yīng)力也會相應(yīng)降低。
3 結(jié)語
(1)通過對水室隔板焊縫的局部和整體焊接殘余應(yīng)力模擬分析,獲得了水室隔板焊接后殘余應(yīng)力的分布狀態(tài)和應(yīng)力水平。
(2)給定條件下,水室隔板焊接后,水室隔板上及其焊縫附近均存在較大焊接殘余應(yīng)力,局部應(yīng)力峰值超過材料的屈服極限。
(3)鎳基水室隔板焊接接頭的預(yù)熱焊接,是減小焊接殘余應(yīng)力的有效方法。
(4)在AP1000蒸汽發(fā)生器水室隔板焊接中,采取的交替焊、分段焊和分區(qū)焊是降低殘余應(yīng)力的有效工藝措施。
致謝:本文的數(shù)值模擬工作由哈爾濱工業(yè)大學(xué)焊接國家重點(diǎn)實(shí)驗(yàn)室劉雪松教授主持完成,在此表示衷心感謝!
[1]蔡科鴻.關(guān)于三門一號機(jī)組蒸汽發(fā)生器1B水室隔板補(bǔ)板區(qū)域超聲波漏檢事件的原因分析[J].科技風(fēng),2012(6): 177-178.
[2]鄒小平,顧振波.秦山核電二期600 MW蒸汽發(fā)生器關(guān)鍵焊接技術(shù)[J].鍋爐技術(shù),2006,37(4):5-8.
[3]趙海燕,鹿安理,史清宇,等.焊接結(jié)構(gòu)CAE中數(shù)值模擬技術(shù)的實(shí)現(xiàn)[J].中國機(jī)械工程,2000,11(7):20-22.
[4]王軍強(qiáng),韓建明,張志明,等.安全殼特種鋼內(nèi)襯焊接裝配工藝的模擬與分析[J].焊接技術(shù),2013,42(3):19-22.
[5]史耀武.材料焊接工程(上)[M].北京:化學(xué)工業(yè)出版社,2006.
Numerical Simulation and Technological Measures for Welding of Divider Plates
Sun Guohui,Zhang Lide
(Harbin Electric Corporation(QHD)Heavy Equipment Co.,Ltd.,Qinhuangdao 066206,Hebei Province,China)
A three-dimensional model was established according to the actual size of a steam generator,and a numerical model was built up for the welding process according to the material properties and welding process to simulate the state of stress during welding.Numerical simulation results indicate that the residual stress peak is located at the weld toe of divider plates,of which the value exceeds the yield limit of the nickel-based substrate.Based on the simulation results and considering specific features of various welding joints at different locations of divider plate,corresponding welding process and measures are adopted,so as to reduce both the residual stress and the cracking risk in relevant welding area during manufacturing and operation of the equipment.
divider plate;welding;nickel-based 690 alloy;numerical simulation;residual stress
TM623.4;TG404
A
1671-086X(2016)01-0035-05
2015-07-09
國家科技重大專項(xiàng)支持項(xiàng)目(2010ZX06001-12)
孫國輝(1964—),女,教授級高級工程師,主要從事核安全設(shè)備制造工作。
E-mail:hbcsgh@163.com
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07
