一起電站鍋爐管道焊材錯用事故分析及處理措施
2016-11-03 10:09:29勇白寧劉杰安
中國特種設(shè)備安全 2016年9期
戴 勇白 寧劉 杰安 棟
(1.重慶市特種設(shè)備檢測研究院 重慶 401121)
(2.中國特種設(shè)備檢測研究院 北京 100029)
一起電站鍋爐管道焊材錯用事故分析及處理措施
戴 勇1白 寧2劉 杰2安 棟2
(1.重慶市特種設(shè)備檢測研究院 重慶 401121)
(2.中國特種設(shè)備檢測研究院 北京 100029)
通過安裝過程旁站監(jiān)測和光譜分析檢測,安裝監(jiān)督檢驗人員發(fā)現(xiàn)一起超超臨界電站鍋爐管道焊材錯用事故。安裝單位和檢驗人員根據(jù)該焊口結(jié)構(gòu)、規(guī)格和材質(zhì)提出了具體的返修措施和充氬工藝。為避免類似事故再次發(fā)生,本文對今后高參數(shù)特種設(shè)備安裝提出了應(yīng)進一步加強管理體系執(zhí)行,落實技術(shù)交底工作和增加資料核查、加強現(xiàn)場監(jiān)督和提高符合性驗證比例的建議。
焊材錯用 事故分析 返修措施
1 事故概況及分析
某電廠擴建工程鍋爐型號為DG2045/26.15-Ⅱ2,安裝監(jiān)督檢驗人員在對屏式過熱器至高溫過熱器連接管(規(guī)格:φ508×68mm;母材牌號:SA-335P91;焊接工藝要求:焊絲ER90S-B9,焊條E9015-B9)光譜檢測過程中,發(fā)現(xiàn)焊縫元素分析W含量為0.5%~0.6%,與焊接工藝要求成分不一致。經(jīng)查閱焊材發(fā)放記錄及焊工施焊記錄,檢驗人員發(fā)現(xiàn)安裝單位實際使用焊材為ER90S-G(焊絲)和E9015-G(焊條),安裝單位焊接人員錯用了焊材。
通過查詢安裝單位質(zhì)量體系文件,過程見證記錄和現(xiàn)場監(jiān)督人員訪談,該事故具體原因如下[1]:
1)未對施焊人員進行技術(shù)交底,且施焊人員未隨身攜帶焊接工藝卡;
2)焊材庫管理人員發(fā)放焊材過程中未對焊接作業(yè)內(nèi)容進行核實,焊材發(fā)放過程粗放管理;
3)熱處理工作人員未進行技術(shù)交底,對作業(yè)內(nèi)容不清楚。
屏式過熱器至高溫過熱器連接管工作壓力為28.5MPa,運行溫度為535℃,工作環(huán)境極為惡劣,該焊口實際使用焊材強度等級不足以滿足使用要求,將嚴(yán)重影響管道整體安裝質(zhì)量,具有重大安全生產(chǎn)隱患,應(yīng)制定合適的返修工藝消除隱患。
2 返修措施
安裝單位根據(jù)現(xiàn)場實際情況重新編制了該焊口切割措施和焊接工藝卡,并經(jīng)監(jiān)檢人員審核合格。該返修措施具體如下:
1)用φ508mm環(huán)切機切割焊縫區(qū)域,同時用光譜儀分析坡口區(qū)域材質(zhì),保證錯用焊材區(qū)域已被完全割除;
2)坡口形式為U型,對口間隙為2.8~3mm,鈍邊尺寸為0.8~1mm;對接管端面應(yīng)與管子中心線垂直,其偏斜度不超過2mm;內(nèi)壁齊平錯口數(shù)值不得超過壁厚的10%,且不大于1mm。對接焊口采用“定位塊法”,定位塊點固在坡口內(nèi)且不少于3點,宜選用同種鋼材。
3)為減少焊接應(yīng)力與變形,本項目管道由兩名焊工同時施焊。焊口采用水平固定方式,兩焊工應(yīng)分別從仰焊到立焊、立焊到平焊的順序施焊;橫焊或斜焊口,兩焊工應(yīng)以相互旋轉(zhuǎn)至頭尾相接的順序施焊。
4)焊前預(yù)熱:焊前預(yù)熱方法為電加熱,氬弧焊焊前預(yù)熱溫度為100~150℃,電弧焊填充、蓋面預(yù)熱溫度為200~300℃;加熱寬度以坡口邊緣算起每側(cè)不少于壁厚的3倍。
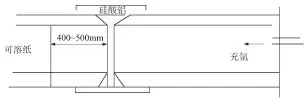
圖1 焊縫充氬方案示意圖
5)氬弧焊封底中采用背面充氬工藝。充氬方案:在焊口對口前,采用可溶紙塞入母材鋼管一端,距離焊口中心約400~500mm左右,以硅酸鋁封在坡口處;管子的另一頭用一中心開一小孔的圓形薄鋼板密封形成密閉氣室,從圓形薄鋼板小孔進行充氬保護。充氬方案如圖1所示。
6)氬弧焊所使用的鎢極端頭長度為6~10mm,同時磨成15°~25°圓錐形。安裝鎢極時,應(yīng)使其置于噴嘴中心,不得偏斜。鎢極伸出噴嘴端面的長度約為6~10mm 。
7)施焊過程中,應(yīng)注意如下問題,并及時采取措施:發(fā)現(xiàn)裂紋、氣孔等缺陷應(yīng)打磨清除,不得用熔化法清除缺陷;發(fā)現(xiàn)電弧不穩(wěn)應(yīng)立即檢查鎢極端頭形狀、氬氣流量、焊接電流是否符合要求;夾鎢時,應(yīng)立即停止焊接,將其清除并更換鎢極。
8)封底層焊縫厚度應(yīng)控制在2.8~3.2mm范圍內(nèi)。封底焊接完畢應(yīng)仔細(xì)檢查,合格后方可進行蓋面層焊接。封底焊接完畢后第二層應(yīng)用氬弧焊再蓋一層。內(nèi)壁小流量充氬。
9)電弧焊蓋面:氬弧焊蓋完第二層后應(yīng)及時進行電焊蓋面。施焊過程中,層間溫度應(yīng)保持在200~300℃。為保證后一焊道對前一焊道起到回火作用,焊接時每層焊道厚度的控制約與焊條直徑相同。焊條擺動的幅度,最寬不得超過焊條直徑的4倍。蓋面施焊過程中,應(yīng)注意接頭及收弧的質(zhì)量,接頭應(yīng)熔合良好,外觀齊平。收弧時,應(yīng)將熔池填滿。每次更換焊條時,應(yīng)仔細(xì)檢查,如發(fā)現(xiàn)焊條有質(zhì)量問題及時更換。蓋面層焊接起點和收尾點與封底層的焊接起點和收尾點應(yīng)相互錯開,各焊層的接頭亦應(yīng)錯開10~15 mm[2,3]。
10)施焊時采取短弧焊,以防止產(chǎn)生氣孔。焊接過程中,沿焊接周圍的焊縫厚度應(yīng)保持一致。各層焊縫的外表要平滑,便于清渣和避免出現(xiàn)死角,每焊完一層,必須清理干凈,修整接頭和清理焊渣、飛濺,宜采用小型輕便的砂輪機。
11)焊后熱處理:焊完后冷卻至100~120℃后,恒溫60min后及時進行熱處理。加熱溫度為750~770℃,時間6h。升降溫速度以≤150℃/h為宜。降溫至300℃以下可不控制[4,5]。
3 焊縫理化測試結(jié)果
3.1 硬度檢測(見表1)
硬度檢測結(jié)果顯示,返修焊口硬度分布均勻,焊縫及母材硬度值均滿足DL/T 438—2009《火力發(fā)電廠金屬技術(shù)監(jiān)督規(guī)程》要求[6]。
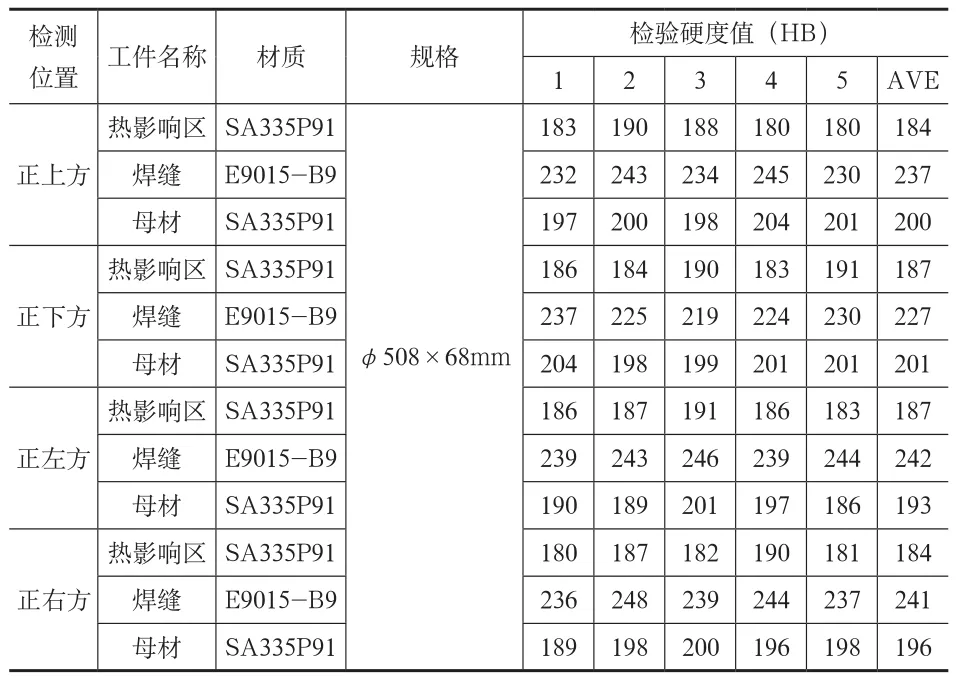
表1 硬度測值表
3.2 磁粉及超聲波檢測
經(jīng)磁粉檢測,焊縫整圈及附近母材未見可記錄相關(guān)磁痕顯示,滿足JB/T 4730—2005《承壓設(shè)備無損檢測》要求。
經(jīng)超聲檢測,焊縫內(nèi)部未見可記錄缺陷顯示,無裂紋、未熔合、氣孔和夾雜物等缺陷,滿足JB/T 4730—2005要求[7]。
3.3 金相檢驗(見圖2)
經(jīng)金相檢驗,母材、熱影響區(qū)和焊縫組織為回火馬氏體,符合GB 5310—2008[8]。
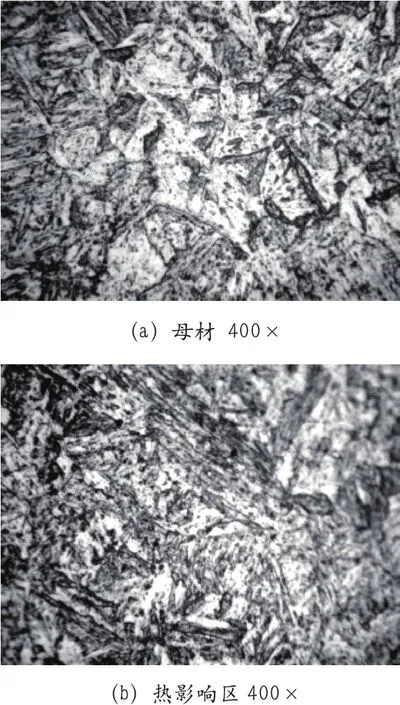
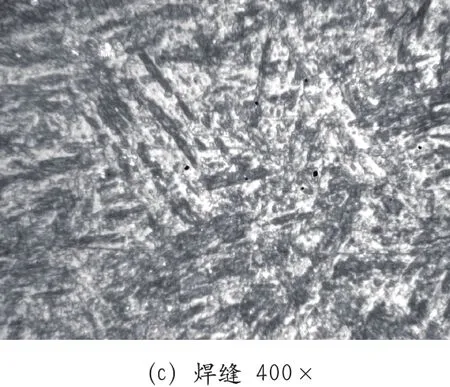
圖2 修復(fù)后的金相組織
4 結(jié)論及建議
本文針對一起超超臨界電站鍋爐管道焊材錯用事故,提出以下建議:
1)特種設(shè)備安裝單位應(yīng)進一步加強管理體系執(zhí)行,落實技術(shù)交底工作,實現(xiàn)作業(yè)環(huán)節(jié)相互監(jiān)控;
2)在高參數(shù)特種設(shè)備安裝過程中,安裝監(jiān)檢人員應(yīng)增加資料核查、加強現(xiàn)場監(jiān)督和提高符合性驗證比例,嚴(yán)格堅守質(zhì)量底線。
[1] 陳伯蠡.焊接缺欠分析[M].北京:機械工業(yè)出版社,1997:72-78.
[2] 鄒增大,李亞江,尹士科.低合金高強鋼焊接及工程應(yīng)用[M].北京:化學(xué)工業(yè)出版社,2000:35-37.
[3] 田錫唐.焊接結(jié)構(gòu)[M].北京:機械工業(yè)出版社,1982:68-71.
[4] 崔忠圻.金屬學(xué)及熱處理[M].北京:機械工業(yè)出版社(第一版),1998:124-125.
[5] Brózda J,Zeman M.Wrong heat treatment of martensitic steel welded tubes caused major cracking during assembly of resuperheaters in a fossil fuel power plant[J].Engineering Failure Analysis,2003,10(5):569-579.
[6] DL/T 438—2009 火力發(fā)電廠金屬技術(shù)監(jiān)督規(guī)程[S].
[7] JB/T 4730—2005 承壓設(shè)備無損檢測[S].
[8] GB 5310—2008 高壓鍋爐用無縫鋼管[S].
Analysis and Repairing Measures of a Welding Material Misusing Accident in Utility Boiler Pipe
Dai Yong1Bai Ning2Liu Jie2An Dong2
(1.Chongqing Special Equipment Inspection and Research Institute Chongqing 401121)
(2.China Special Equipment Inspection and Research Institute Beijing 100029)
By monitoring the installation process and spectral analysis detection, installation super-visors found a misused consumables accident in the ultra-supercritical pressure boiler pipe.According to the welding structure, size and materials, the installation unit staff and inspectors established the concrete repair measurements and argon-filled process.In order to avoid similar accidents happening again, it is presented in this paper that the installation of special equipments with high parameters should be further supervised by those means, such as the strengthened management system implementation and technical disclosures, the increased information verifications,more monitoring and compliance verifications.
Welding material misusing Accident analysis Repairing measures
X933.2
B
1673-257X(2016)09-0061-03
10.3969/j.issn.1673-257X.2016.09.016
戴勇(1966~),男,本科,工程師,從事電站鍋爐檢驗工作。
(2016-03-30)
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13