高頻焊管制造技術的進步
2016-11-10 07:36:51胡松林
鋼管 2016年4期
胡松林
(寶山鋼鐵股份有限公司鋼管條鋼事業部,上海201900)
高頻焊管制造技術的進步
胡松林
(寶山鋼鐵股份有限公司鋼管條鋼事業部,上海201900)
簡要回顧了高頻焊管技術水平及其實施質量控制的手段;介紹高頻焊接技術的進步及典型的高頻焊接控制技術方法,包括焊接輸出功率控制技術、焊縫溫度穩定控制技術、以提高焊縫韌性為目的的焊接技術和以控制焊接氧化物為目的的氣體保護技術。通過完善的技術手段可實現高頻焊管產品質量的智能制造和產品升級。
焊管;高頻焊接;焊接技術;技術進步;質量升級;智能制造
自20世紀50年代初,美國Thermatool公司和Yoder公司將高頻焊接(High-Frequence Welding)技術應用到高頻電阻焊管的生產以來,高頻焊接制管技術得到了迅速的發展,并伴隨純凈鋼冶煉、軋制控軋控冷以及無損檢測等技術的進步,擴展了其使用領域,進而愈來愈多地應用到石油、石化及海洋等無縫鋼管和埋弧焊管的使用領域[1]。
近年來,高頻焊管逐漸應用于極地、海洋等高安全性要求的領域,其焊縫質量愈加引起行業的重視,也使得高頻焊接技術研究和質量控制手段的應用得以重視。目前,國內高頻焊管制造從規格和數量上都具備較強的生產能力,但在高頻焊接技術研究及焊縫質量完整性控制技術方面尚有較大空缺。了解掌握高頻焊接控制技術,對提升高頻焊管產品質量、拓寬產品應用具有積極的借鑒作用[2-3]。
1 高頻焊管制造技術及其質量控制
1.1 高頻焊管技術
高頻焊接制管是將帶鋼進行連續冷彎成型,然后在兩邊緣形成V形會合區域,通過施加高頻感應電流來加熱帶鋼邊部到熔化狀態,同時施加擠壓力實現鍛焊的一種焊管生產工藝過程。高頻焊接的質量受焊接裝置、阻抗裝置、冷卻裝置及現場操作等諸多因素的綜合影響,對焊接過程單一要因的分析已難以實現現場質量的有效控制。目前,在生產實際中,多憑借現場經驗進行干預,結合在線檢測和檢(試)驗來實現過程質量控制。
1.2 高頻焊管的質量控制
在高頻焊管制造中,以油、氣輸送用管線鋼管的質量控制要求最具代表性和完整性。因而在高頻焊管生產線的配置上,多以油氣輸送用管線鋼的產品規范為設計依據。產品質量保障是通過對規范要求項目的過程檢(試)驗來進行的。高頻焊管常規性檢(試)驗項目見表1[4]。
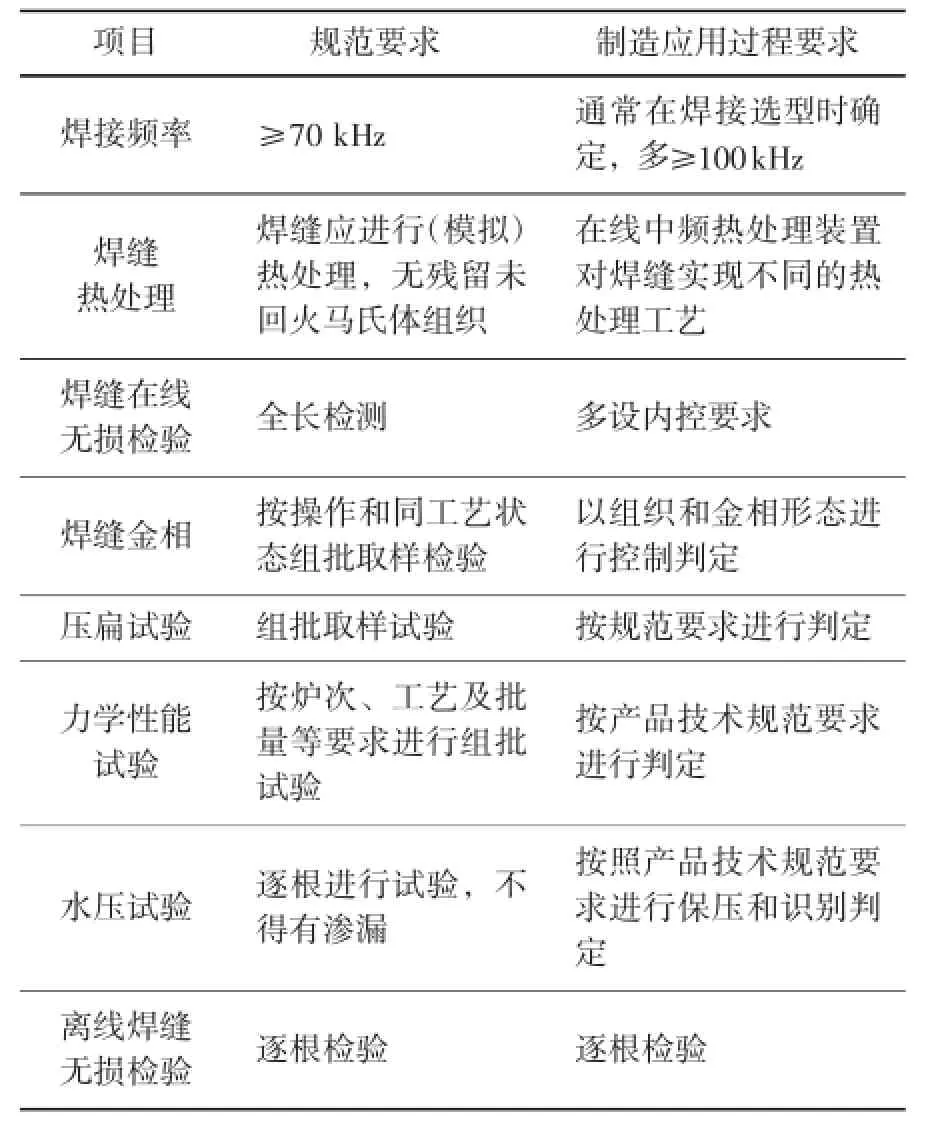
表1 高頻焊管常規性檢(試)驗項目
顯然,主要通過焊縫無損檢驗、金相檢驗和實物性能試驗等檢驗和控制高頻焊管焊縫質量,部分性能檢驗是按照抽樣的“批次”進行的,這樣產品質量的安全性依賴于實際控制過程的持續穩定性。隨著對高頻焊管耐低溫韌性、耐蝕性及環境安全性的提升,要求制造的產品做到“無缺陷”的全過程質量控制。因而,研究高頻焊接機理,建立持續有效的焊接過程控制方法和手段,就顯得尤為必要。
2 高頻焊接技術的進步
高頻焊接技術從對焊接參數(包括頻率、功率、速度等)的相關性分析,已深入到對過程熱模擬技術及影像學適時觀察等技術的綜合性分析,用以提供最佳的焊接條件。
2.1 高頻焊接的加熱模式研究
對高頻焊接的加熱模式進行研究,提出在較高溫度區間(熱傳導區間)進行焊接,有利于過程質量的穩定性。
文獻[5]通過建立焊接V形區電加熱過程的熱力學模型,分析研究了溫度分布,將感應加熱過程劃分為電加熱模式、過渡模式和熱傳導模式3個階段。文獻[5-6]指出:在電加熱模式下,焊接功率與焊接頻率十分相關,并與焊接速度呈一次方關系;在過渡模式下,焊接功率與焊接頻率無關,但它是熱傳導模式下焊接功率的1.81倍;在熱傳導模式下,焊接功率與焊接頻率無關,與管徑和焊接速度的平方根有關。由此,建立了在過渡模式下焊接臨界頻率f臨的關系式:

式中c——比熱容,J/(kg·℃);
ρ——密度,kg/m3;
K——導熱系數,W/(m·℃);
μ——磁導率,H/m;
σ——電導率,S/m;
ν0——速度,m/min;
D——管徑,m。
對不同的焊接加熱模式進行研究后得知:相對電加熱模式而言,熱傳導模式能夠獲得較小的焊接功率、較窄的熱影響區和對操作參數變化較弱的敏感性,成為較理想的焊接模式,也就要求焊接頻率不低于臨界頻率f臨。
2.2 高頻焊接過程的在線觀察與分析
在線觀察高頻焊接過程并對其進行分析,建立焊接過程的最佳控制區間。
2.2.1 焊接狀態分類
(1)焊接狀態被劃分為3種類型。
在對高頻焊接影響要因的研究中,通過分析和研究焊接速度與帶鋼邊部熔化程度的相關性,建立了焊接速度與熱輸入功率的關系曲線(CPD曲線,Condition Phenomena Defect),如圖1所示。焊接狀態被劃分為3種類型:
第1類,主要表現為帶鋼兩側的接近速度超過了邊部熔化速度,熱量輸入偏低,焊接V形區難以形成,焊接點在會合點后形成,易導致冷焊缺陷的形成;
第2類,表現為帶鋼兩側的接近速度與熔化速度相近,熱量輸入最佳,在V形區形成良好的焊接點;
第3類,表現為帶鋼兩側的接近速度小于熔化速度,熱量輸入偏高,形成的V形區面積太大,焊接點在會合點前形成,易形成氧化夾雜在V形區的回流而導致過燒缺陷產生。
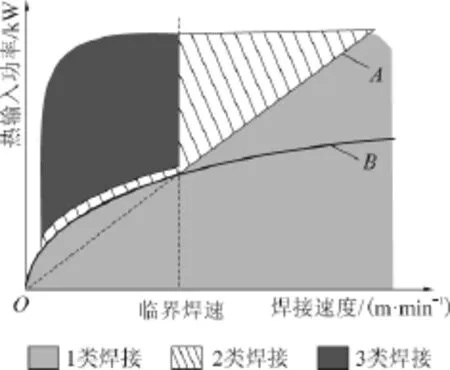
圖1 焊接速度與熱輸入功率對應的3類焊接類型
在實際生產中,現場操作常常是依此為指導,來保持焊接處于第2種焊接狀態,但定性的手段和方法亟待完善。
(2)焊接狀態被劃分為4種類型。
隨著研究技術手段和對焊接缺陷控制要求的提高,文獻[7]對焊接條件和斷面缺陷的關系進行了進一步調查分析,并將焊接過程進一步劃分為1、2、2′和3這4種類型狀態:即將原來的第2類焊接狀態細分為常規2類、過渡區域和2′雙V形區域。焊接速度與熱輸入功率對應的4類焊接類型如圖2所示。
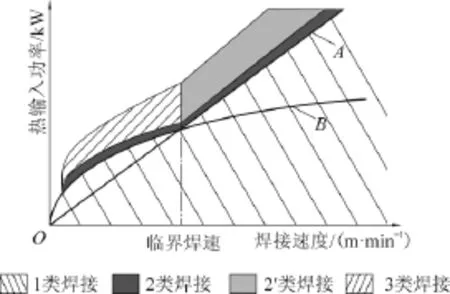
圖2 焊接速度與熱輸入功率對應的4類焊接類型
對焊縫缺陷面積比率與焊接熱輸入的相關性進行分析,各焊接狀態下的焊接缺陷面積比與焊接熱輸入功率的關系如圖3所示。
2.2.2 焊接過程主要特征
對焊接過程的主要特征描述如下(圖4):
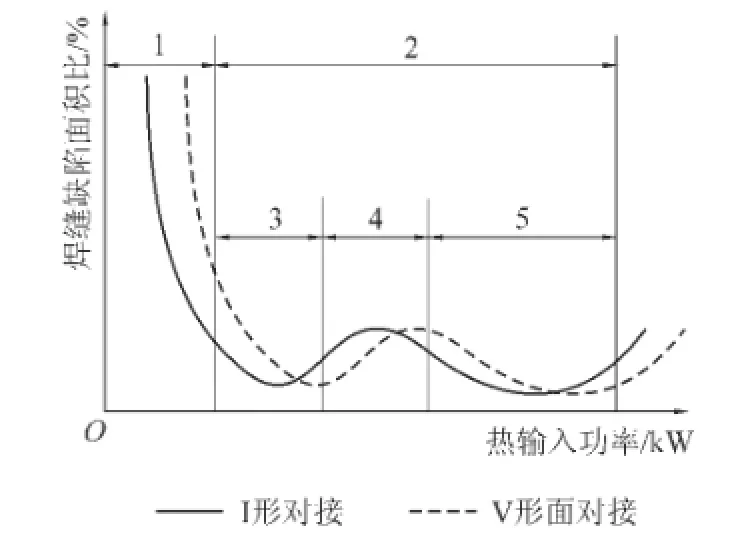
圖3 焊接缺陷面積比與焊接熱輸入功率的關系
(1)在1類焊接條件下,帶鋼邊緣幾何會合點V0、邊緣實際的會合點V1和焊接點W是重合的;
(2)在常規的2類焊接條件下,W從V0點分離出來,V1點在它們之間的某一位置;
(3)對于2′類焊接條件,每個點明確分開一定距離,并出現有兩個V形會合區域。在邊緣幾何會合點的下游,邊部之間的縫隙在會合后出現二次張開,即出現雙V形區域。該區域明顯的特征是:邊緣表面整個熔化,熔融金屬在電磁力的作用下排出熔池,排出金屬的數量和焊接速度確定了會合處的平衡點位置,實際會合點移動到下游。
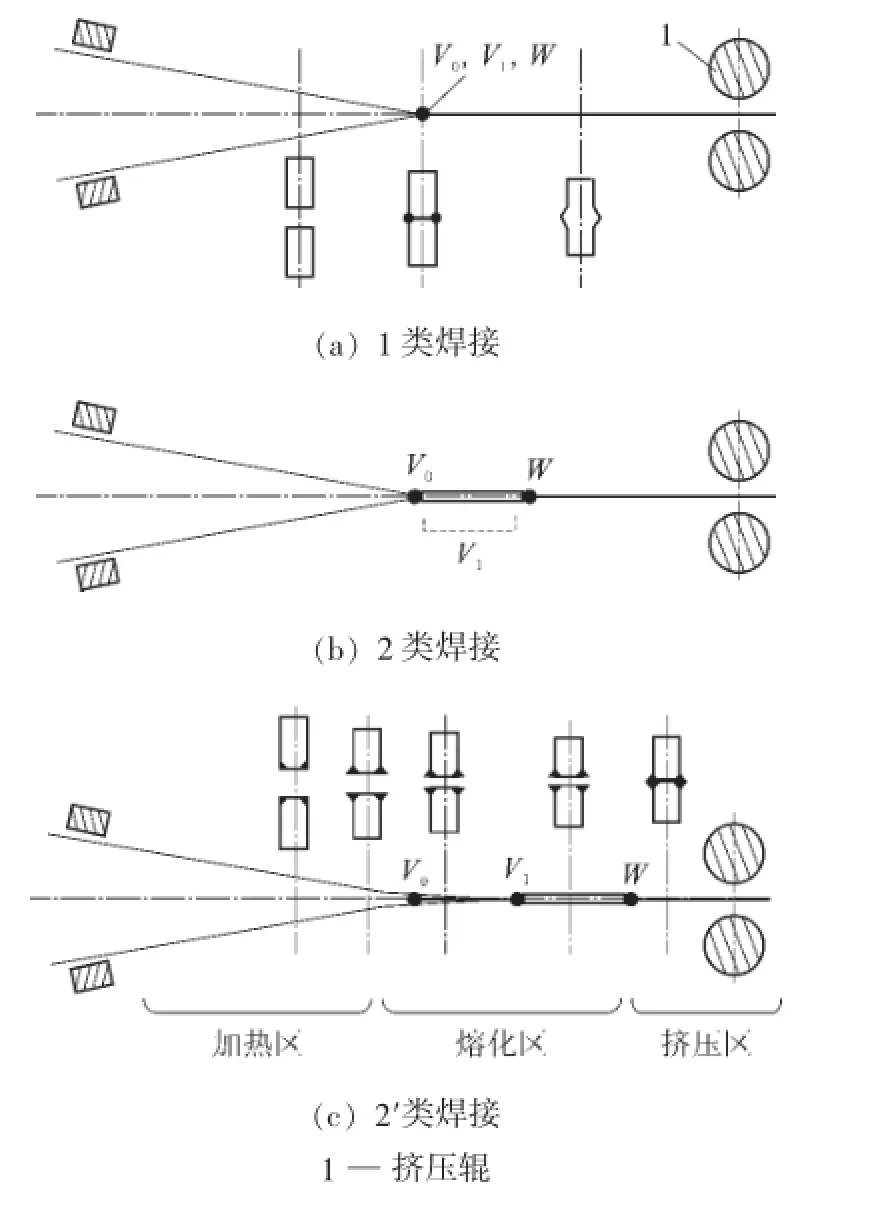
圖4 焊接過程的特征描述示意
在2′類焊接中,邊部表面全部熔化,缺陷率更低,對過程控制要求更加精確。這一研究結果將應用于高品質焊縫的質量控制中。
3 高頻焊接過程控制技術的進步
伴隨對高頻焊接技術的深入研究和技術進步,焊接過程控制方法得到了應用和完善。從初期對焊接區影響參數(帶鋼邊部狀態、V形區尺寸、焊接速度、焊接功率、擠壓力和焊接頻率等)的分析和經驗總結,到在線人工干預質量控制,其產品質量過多依賴現場操作和檢(試)驗結果。這樣在制造過程中,有時出現工藝過程未做任何干預調整,在線監控未見異常,但性能檢驗結果出現偶爾異常,并對異常斷口掃描分析后發現存在數量不等的氧化夾雜物等缺陷,顯露出過程控制的不完美性。文獻[8-9]研究了焊接區夾雜物含量與焊縫韌性的相互關系,揭示出夾雜物含量的增加會明顯降低焊縫韌性,反之亦然。因而,建立對高頻焊接全過程、無缺陷控制成為高品質高頻焊管制造的保障。
3.1 焊接輸出功率的控制技術
焊接過程的熱輸入高低對焊接質量好壞的影響至關重要。文獻[10]研究了高頻焊接過程變量,建立了焊接熱輸入Q控制模型:

式中k——系數;
Up——振蕩管陽極電壓,V;
Ip——振蕩管陽極電流,A;
V——焊接速度,m/min;
l——電源供應點到V型交匯點的距離,mm;
θ——V形角度,(°);
T——厚度,mm。
基于這一結果,在對焊接V形角保持穩定的前提下,通過焊接速度和壁厚的在線檢測來實現對焊接熱輸出的反饋調節和穩定控制,最終實現焊接過程的熱輸入穩定。這一技術曾在國內廠家中有應用,但因其使用效果及維修等原因已不多使用。
3.2 實現焊縫溫度穩定的控制技術
相對輸入功率控制而言,溫度控制更多地綜合了現場諸多要素,對進行焊接質量控制更為直接和有效。但焊接區域由于存在冷卻水、蒸汽及焊接時的飛濺物等因素使得溫度測量的環境非常惡劣,實現準確的溫度測量成為難題。經過多年來的技術發展和應用,采用比色測溫儀可將環境干擾抑制到最低程度,該裝置技術已成功應用于小直徑汽車用焊管的生產中。
進一步完善的焊接控制技術,是建立包括焊接溫度、焊接速度等現場變量的自適應系統。包括:①建立焊接溫度、焊接速度、材料厚度等變量的前饋控制,實現對焊接熱量的精確輸入;②建立對焊接形貌的識別、性能檢測的評估體系,用于在線對焊接狀態的反饋控制等。這些在曼內斯曼、日本住友鋼管及西格瑪等工廠均有實際應用,其主要是將焊接溫度的波動限制在一個較窄的范圍內,以此來保證焊接的穩定性。國內諸多廠家都曾安裝溫度測量及控制裝置,但一直使用的寥寥無幾[10-12]。
3.3 以提高焊縫韌性為目的的焊接技術新突破
運用溫度/熱輸入控制技術,通常能夠較好地防止“冷焊”缺陷的發生和焊縫爆裂的風險;但對焊縫韌性及安全性要求較高的產品,還不能達到令人滿意的效果。因此,進一步分析研究焊縫韌性的控制技術成為必要。
文獻[13-14]對高頻焊接過程進行了研究,進行了焊縫氧化物形態和分布的控制性分析,建立了超聲波檢測的回波電位與焊縫韌性吸收能的相互關系。高靈敏度超聲波探傷回波高度與焊縫低溫沖擊韌性關系如圖5所示。該研究結果已用于在線焊接質量的評估和控制,制造出Φ406.4 mm×14.3 mm規格Gr414牌號的焊管,其結果顯示焊縫沖擊韌性轉變溫度接近-100℃。
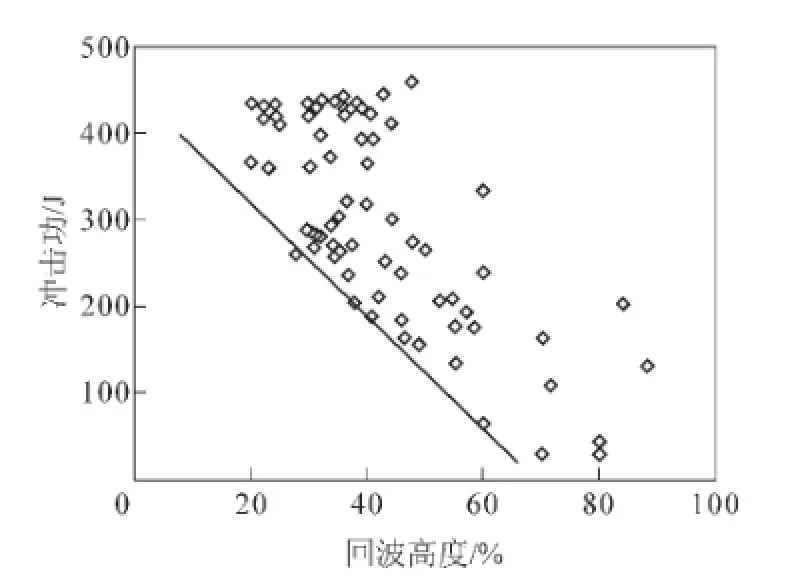
圖5 高靈敏度超聲波探傷回波高度與焊縫低溫沖擊韌性關系(試驗溫度-45℃)
以提高焊縫韌性為目的的焊接技術是建立在對焊接過程機理再分析的基礎上的,即通過對焊接過程的光學觀察分析和焊縫性能的分析研究,建立起不同焊接類型下的焊縫韌性變化關系,將焊接過程控制在2′類焊接區間,降低焊縫缺陷率。
不同焊接功率下觀察到的焊接區變化如圖6所示,可見:
(1)隨輸入功率增加,顯示為紅色標記的V0交叉點向焊接上游側移動(圖6中紅色虛線);
(2)在SPLmax功率(原來2類焊接狀態下熱輸入功率)情況下,所有點都在相同的位置,判斷為1類焊接狀態;
(3)在SPLmax(1+5%)功率的情況下,焊接點W向下游運動,帶鋼邊緣接近速度與熔融鋼液的電磁排斥速度接近,形成一定的間隙,為2類焊接狀態;
(4)在SPLmax(1+10%)功率的情況下,V1從V0和W點之間明顯地分離出來,熔融區域加長,電磁力漸漸消失,導致氧化物排除不正常,缺陷有增加的趨勢,對應于過渡狀態;
(5)在SPLmax(1+15%)及更高功率下,V0和V1點完全相互分離。焊接點前的間隙保持穩定,出現雙V形區域,為2′類焊接。
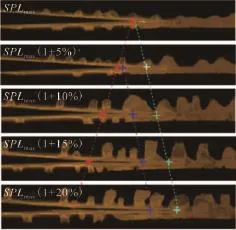
圖6 不同焊接功率下觀察到的焊接區變化
對于2′類型焊接,其會合點、匯聚點呈現明顯分離,形成兩個V形會合區,主要是熔化金屬在電磁力作用下排出熔池,在排出量和焊接速度之間建立平衡狀態,這一狀態被證實邊緣金屬全壁厚熔化。進而提出保持氧化物缺陷率最小的條件是:熔化區域V1到V0的距離∧20 mm,狹縫長度約10 mm,焊接點W到擠壓中心的距離∧25 mm,以及頻率波動∧4.0。
3.4 以控制焊接氧化物為目的的氣體保護技術
通常,電阻焊接是在大氣環境下進行的,由于異物、水汽及氧化的存在,容易在焊縫處產生氧化物。為了降低氧化的影響,對焊接區進行惰性氣體保護,這種技術早已經有應用。
日本新日鐵公司開發了一種等離子氣體噴射裝置,用于產生一個長而寬的層流惰性氣體保護層,以此來覆蓋焊接區域,可有效維持焊接區的低氧化狀態,降低缺陷發生率。該氣體保護裝置應用在日本新日鐵公司名古屋的Φ460 mm(16 in)焊管廠,并用于高強度X65鋼級管線管研發中。該氣體保護裝置使用的保護氣體為8 L/min氬氣、20 L/min氮氣的混合氣,氣流出口到焊接表面的距離為90 mm。對比分析在大氣環境和氣體保護情況下X65鋼級管線用焊管的焊縫缺陷面積比,具體如圖7所示[15]。
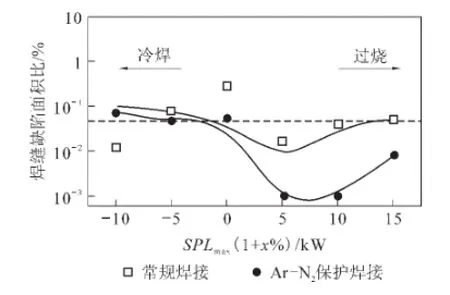
圖7 在大氣環境和氣體保護情況下X65鋼級管線用焊管的焊縫缺陷面積比
從圖6可以看出:①對于傳統大氣環境下的高頻焊接,焊縫缺陷面積比最小值接近0.3%,出現在熱輸入功率SPLmax(1+5%)的區域;②使用等離子氣體保護焊接后,焊縫缺陷面積比小于0.01%。熱輸入功率范圍在SPLmax+(5~10)%SPLmax之間,熱輸入允許范圍加大,利于低缺陷率的控制。
經對產品試樣進行沖擊試驗,在同樣情況下采用惰性氣保護焊的焊縫沖擊轉變溫度比常規焊縫沖擊轉變溫度更低,焊縫韌性明顯提高。
4 結語
對高頻焊接技術的基礎性研究和現場應用技術的開發,有利于實現高頻焊接過程的無缺陷化質量控制,擴展產品的使用領域;并通過完善的技術手段實現高頻焊管制造過程的智能化控制。
[1]韓寶云.焊管史話之十九——高頻焊接年代的開始[J].焊管,2013,36(3):72;2013,36(4):71-72.
[2]中國鋼鐵工業如何從自動化過渡到智能化[N].中國冶金報,2015-04-09(3).
[3]Ricardo Fernández Serrano,Hendrik Lobe.Investigation of low bond line toughness in HFW pipes[C]//France:20th Joint Technical Meeting on Pipeline Research,2015.
[4]API Spec 5L—2012 Specification for line pipe[S].2012.
[5]Morin T,Scott P.Modern methods of high frequency welding used to produce consistent quality[EB/OL].(2010-01-02)[2016-01-20].http//www.Thermatool Test Site/Thermatool Technical Papers.
[6]羅剛,楊世亮,編譯.用現代焊接工藝制造高質量焊管[J].焊管,2013,36(9):66-70,72.
[7]Noboru Hasegawa,Hideki Hamatani,Nobuo Mizuhashi,et al.Development of a new optical monitoring system of welding conditions for producing HF-ERW line pipes with high weld seam toughness[C]//Canada:Proceedings of the 2012 9th International Pipeline Conference,2012.
[8]趙坤,王晰,常海峰.非金屬夾雜物對HFW焊管質量的影響[J].焊管,2015,38(1):63-65.
[9]左蘭蘭,侯學勤.提高HFW焊縫低溫夏比沖擊韌性的研究[J].焊管,2014,37(1):58-61.
[10]Nobuo Watanabe,Masaaki Funaki,Seietsu Sanmiya,et al.An automatic power input control system in frequency electric resistance welding[J].Transactions ISIJ,1986(26):453-460.
[11]李堯,張鑫.曼內斯曼鋼管公司用HFI法生產管道用管的實踐[J].鞍鋼技術,1998(6):48-53.
[12]胡松林.高品質HFW管線管的制造和質量控制[J].鋼管,2008,37(6):44-49.
[13]Inoue Tomohiro,Suzuki Masahito,Okabe Takatoshi,et al.Development of advanced electric resistance welding(ERW)line pipe“mighty seamTM”with high quality weld seam suitable for extra-low temperature services[J].JFE Technical Report,2013(18):18-22.
[14]岡部能知,飯塚幸理,伊木聡.ラインパイプ用電縫鋼管の溶接部の高信頼性技術[J].JFE技報,2014(34):77-83.
[15]Hideki Hamatani,Fuminori Watanabe,Nobuo Mizuhashi.等離子氣層流保護高頻電阻焊接工藝的開發——先進高頻焊接工藝之三[C]//加拿大:IPC2012論文集,2012:1-8.
Progress of HFW Pipe Manufacturing Technology
HU Songlin
(Steel Pipe&Bar Business Department,Baoshan Iron and Steel Co.,Ltd.,Shanghai 201900,China)
Briefly reviewed in the paper is the level of the HFW technology and relevant measures as taken for control of the welding quality.Also elaborated here are progress of the HFW technology and typical methods for control thereof,including technique for control of welding output power,technique for control of weld temperature consistency,the welding process aiming at enhancing weld toughness,and the gas shielding process aiming at controlling the welding oxides.Thanks to perfect technical measures,it is possible to realize the intelligent manufacture and product upgrade of the HFW pipe.
welded pipe;HFW;welding technology;technical progress;quality upgrade;intelligent manufacture
TG335.75
A
1001-2311(2016)04-0001-06
2016-03-16)
胡松林(1963-),男,高級工程師,長期從事焊管生產制造、產品研發與質量控制等工作。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
建材發展導向(2019年13期)2019-08-24 06:37:40
中國生殖健康(2019年2期)2019-08-23 08:12:08
電子制作(2019年7期)2019-04-25 13:16:50
制造業自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26
設備管理與維修(2015年12期)2015-04-09 06:57:24
