第三代核電主管道的制造技術
2016-11-10 07:36:52王金飛李殿杰胡日榮韓寶云
鋼管 2016年4期
關鍵詞:工藝
王金飛,李殿杰,胡日榮,韓寶云
(新冶高科技集團有限公司,北京100081)
第三代核電主管道的制造技術
王金飛,李殿杰,胡日榮,韓寶云
(新冶高科技集團有限公司,北京100081)
介紹了國內外核電主管道制造技術的發展;指出目前國內制造第三代核電主管道的方法是采用實心電渣重熔坯鍛造,再通過機加工掏空方式成型主管道的內孔;針對主管道制造傳統工藝存在材料利用率低、生產周期長以及質量不穩定等特點,探討了工藝改進的方向。分析認為:以離心鑄造空心錠或電渣重熔空心錠為坯料的空心鍛造工藝將最終替代目前的實心鍛造工藝。
核電主管道;制造工藝;AP1000;鍛造成型;空心鍛造
核電站反應堆冷卻劑管道,也稱為主管道,是連接反應堆壓力容器和蒸汽發生器的一組大型厚壁管道,是核電蒸汽供應系統輸出堆芯熱能的“大動脈”,是核電站的核1級關鍵部件之一[1]。第三代核電站反應堆壽命達到60年,其主管道的技術要求也比第二代和第二代改進型核電主管道高得多。以AP1000為例,AP1000主管道材質為TP316LN,為了提高管道的抗熱老化性能,要求采用鍛制管。與主管道相連的接管直徑超過101.6 mm(4 in),如果采用插入焊結構,無法滿足核安全法規“在役檢查的掃查范圍不得小于應掃查范圍的90%”的規定;因此最終設計為管嘴與管體整體鍛造成型[2]。
自我國從美國西屋公司引進AP1000第三代核電技術后,AP1000主管道(尤其是熱段管)以其特殊的形狀和管嘴管體整體鍛造成型的較高技術要求,迅速引起了國內技術人員的關注。AP1000主管道(熱段管)如圖1所示。
主管道是AP1000自主化依托項目中唯一沒有引進的核島主設備,且制造難度比傳統的第二代和第二代改進型核電主管道大大增加。在國家鼓勵和引導下,中國第一重型機械集團公司(簡稱一重)、中國第二重型機械集團公司(簡稱二重)、上海電氣重工集團、中國船舶重工集團等眾多科研機構和企業開展了大量的核電主管道研究和試制工作[3-4],并已取得了一定成果,先后有幾家企業成功研制出樣管,二重和渤海船舶重工有限責任公司(簡稱渤船重工)生產的AP1000主管道已經實現供貨[5-6]。但是,筆者梳理了世界主管道制造技術的發展脈絡和趨勢,并對當前國內主管道制造工藝進行了分析,認為目前的主管道制造工藝仍存在不少問題,需要進一步改進。
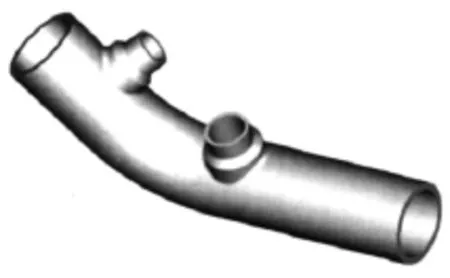
圖1 AP1000主管道(熱段管)示意
1 世界主管道制造技術發展
迄今為止,核電站已有60余年的發展歷史,核電技術發展迅速,從最初的一種堆型發展到現今幾十種不同的堆型,而且通過對經驗的反饋,尤其是幾次嚴重核事故的經驗總結,核電安全性不斷提升,同時也推動了主管道制造技術的不斷改進。早期的沸水堆主管道采用不銹鋼鋼板冷壓成型后再焊接的鋼管,但自1974年美國沸水堆管道焊縫熱影響區發現首例晶間應力腐蝕斷裂后,累計事故達百例以上;為此,這種方法目前已基本停用。早期的壓水堆主管道,除少數用低合金鋼鋼管內部堆焊不銹鋼的雙層管外,其余大多采用無縫鋼管制造[7]。但是受當時無縫鋼管制造能力的限制,難以生產長度足夠的大直徑厚壁無縫鋼管,所以主要采取將短鋼管焊接連接為長鋼管的方法,這大大增加了焊縫的數量和長度。為了解決這些問題,法國采用離心鑄造技術制造主管道直管,用砂型鑄造技術制造彎頭,然后對直管和彎頭進行焊接。
如前所述,核電主管道作為一種輸送冷卻劑的管道,容易在焊縫和熱影響區出現晶間腐蝕,所以其焊縫越少越好。文獻[8]統計了1962—1978年英國核電站堆內壓力容器發生的事故及其原因。分析發現,最常見的失效形式為裂紋,占到了總事故數量的94%;而這些裂紋有75%是發生在焊縫區或焊接熱影響區[8]。
自20世紀80年代以來,德國和日本等國開展了優化堆內壓力容器主結構(包括主管道)設計的研究和試制,優化的主要目標就是減少焊縫,尤其是對一回路系統管件的改進設計[9],具體見表1。因為焊縫的減少,可以加快制造速度、減少無損檢測所需的時間、便于安裝和維護[10]。
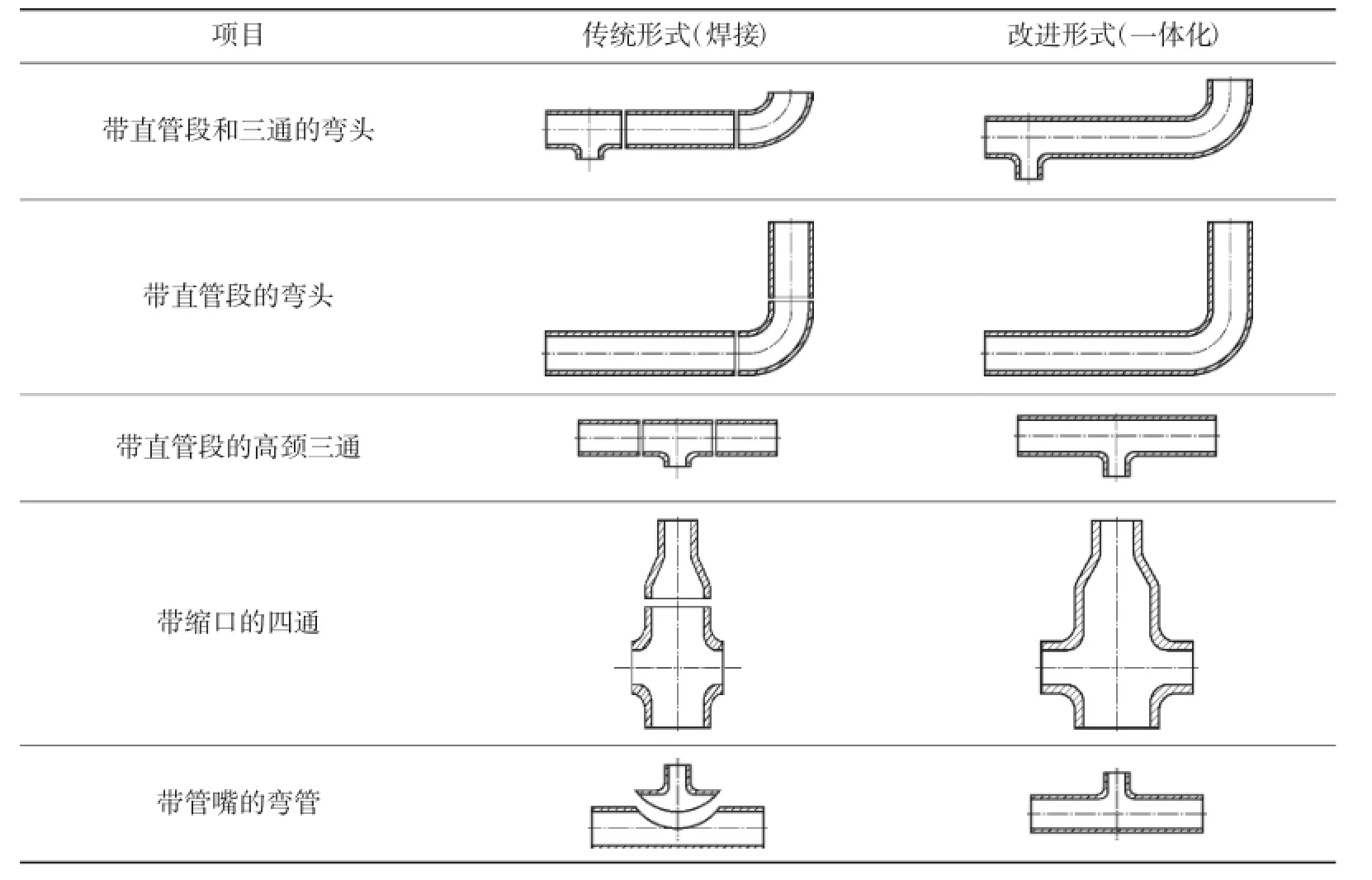
表1 對一回路系統管件的改進設計
圖2所示為1980年代德國KWU公司鍛造的帶支管嘴的主管道鍛件和加工件,其采取了空心鍛造,主管道材質為20MnMoNi55合金鋼[11]。圖3所示為1990年代法國Framatome公司設計的核電主管道,材質為AISI 304L奧氏體不銹鋼,由德國和法國共同制造完成,同樣是采用空心鍛造[12];其外形是直管段與多個管嘴整體鍛造成型,這與后來的第三代核電主管道設計是非常相似的。該類“空心鍛造工藝”可以概述為實心鋼錠沖孔+芯棒拔長,大體的工藝流程為:實心鋼錠→鐓粗→拔長→打出偏管嘴法蘭→沖孔→拔長直管段。圖4所示為日本JSW公司開發的一種主管道空心鍛造工藝[9]。
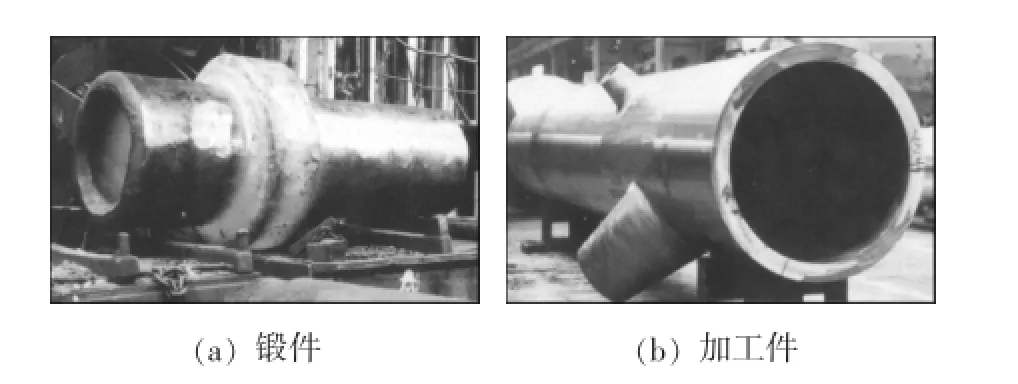
圖2 1980年代德國KWU公司鍛造的帶支管嘴的主管道鍛件和加工件
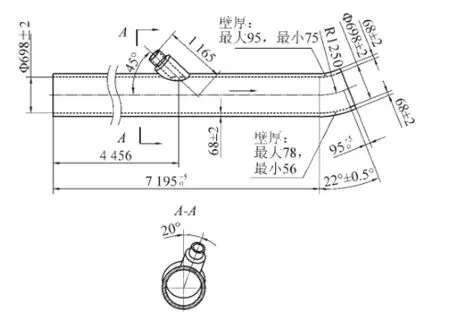
圖3 1990年代法國Framatome公司設計的核電主管道示意
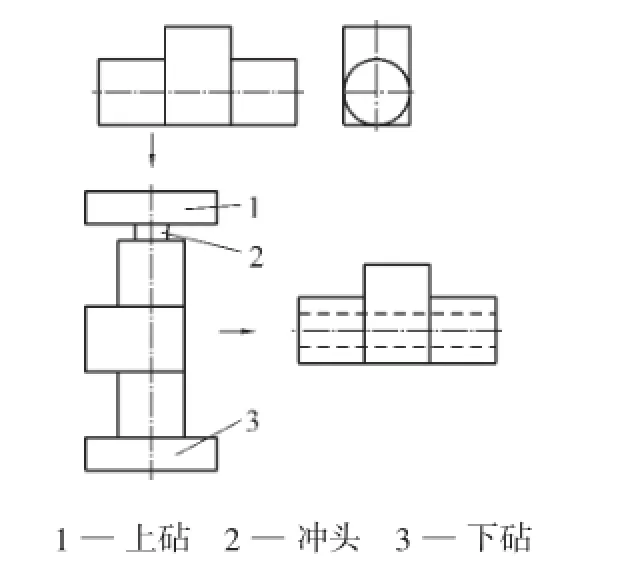
圖4 日本JSW公司開發的一種主管道空心鍛造工藝
2 我國的主管道制造技術現狀
2.1 第二代和第二代改進型核電主管道
自1987年我國從法國成套進口的兩臺90萬kW級核電機組在大亞灣落地,法國核電技術在我國市場獲得的訂單最多。因此,法國核電技術的RCC-M系列標準在我國核電工程中被廣泛采用,所以我國第二代核電站主管道和第二代改進型核電站主管道均為離心鑄造直管+焊接彎頭。我國最初的幾臺核電機組主管道均為進口,直到1998年四川化工機械廠將其實現了國產化[13]。現在,我國的離心鑄造核電主管道已達到世界先進水平,完全替代了進口產品。
2.2 第三代核電主管道技術現狀
2015年12月,我國政府決定除新批復的田灣5、6號機組外,今后批準建設的核電站將全部采用第三代核電技術。相應地,核電設備制造行業要迅速適應這一趨勢,第三代核電技術對設備提出了更高的要求。國內市場上目前有AP1000、EPR、華龍一號等多種第三代核電技術。我國企業對第三代核電主管道的研制最早是AP1000主管道。
美國西屋公司曾委托意大利IBF公司進行AP1000主管道熱段的試制工作。意大利IBF公司在國際上首先采用了“實心鍛造+機加工掏空”工藝,經過多次試制,已經成功試制出合格的試制件。
AP1000進入我國后,國內多家企業也已先后研制出各自的第三代核電主管道樣管。企業主要采用兩種工藝路線:一種為“電弧爐EAF冶煉+VOD冶煉+真空澆鑄+鍛造”,另一種為“電弧爐EAF冶煉+AOD冶煉+電渣重熔+鍛造”。國內大部分重工企業整體鍛造時所采用的鋼錠質量在70~100 t[6]。渤船重工、煙臺臺海瑪努爾核電設備股份有限公司(簡稱臺海核電)、鞍鋼重型機械有限責任公司(簡稱鞍鋼重機)等單位聯合組成的研制團隊,采用EAF+AOD冶煉工藝,之后再電渣重熔,重熔后鋼錠質量約70 t,實心鍛造,支管采用拐鍛方式成型,經22火次鍛造完成,材料收得率約為16%。
一重和二重除冶煉工藝外,其制造工藝與渤船重工的基本相同。一重、二重AP1000主管道試制件的坯料采用EAF+LF+VOD冶煉工藝,直接澆鑄成型,也是采用實心鍛造。由于未采用電渣重熔工藝,鍛造時的鋼錠切頭率和切尾率均較大,故一重、二重的主管道成品的材料收得率低于渤船重工,約為11%。
吉林中意核管道制造有限公司(簡稱吉林中意)僅進行管道的彎制、熱處理和精加工作業,其管坯(粗加工后的鍛制管道)由意大利IBF公司提供。對于AP1000主管道的坯料,意大利IBF公司同樣采用EAF+AOD冶煉工藝,但其后不對鋼錠進行電渣重熔而直接模鑄。
綜上所述,各企業除了坯料冶煉和澆鑄類型不盡相同外,其實質都是“實心鍛造+機加工掏空”的工藝。采用該工藝生產時,材料利用率低,對鍛壓設備能力要求高,加工周期長;而且坯料大,鍛造火次多,難以控制晶粒度和組織均勻性。
3 第三代核電主管道技術改進探討
現有第三代核電主管道制造工藝材料收得率最高僅約16%,這既不符合制造業節能降耗的產業政策導向,也推高了核電的建造成本;因此有必要對現有工藝進行改進。前面提到,德國等發達國家于1980年代即采用空心鍛造工藝進行核電主管道的制造,雖然其與AP1000主管道采用的材質不同,但其工藝路線仍可借鑒。采用空心鍛造工藝有以下兩種思路:
(1)采用實心電渣錠鐓粗后沖孔,再芯軸拔長的工藝。根據計算,采用該工藝可將材料收得率提高至25%左右。
(2)直接采用空心的坯料進行鐓粗、芯棒拔長。根據計算,采用該工藝可將材料收得率提高至30%以上。所述空心坯料可以通過離心鑄造提供,也可以通過電渣重熔提供。
3.1 空心鍛造的優勢
采用空心鍛造,尤其是直接采用空心坯料鍛造,有諸多優勢:
(1)相對于實心鍛造,采用空心鍛造所需坯料體積小,變形更易,深透缺陷率低,有助于產品質量的穩定;
(2)坯料體積小,冷卻速度更快,易于控制鍛件晶粒度;
(3)制造過程更節能,制造周期更短;
(4)加熱時間縮短使材料燒損顯著減少,而且有效減少過熱、過燒等加熱缺陷。
3.2 空心鍛造技術難點
由于主管道材料的特殊性,采用空心鍛造工藝,尤其是直接采用空心坯料的鍛造工藝,需要攻克諸多技術難點。
(1)空心坯料的大鐓粗比穩定化鐓粗。鐓粗的主要目的是破碎鑄態組織,并且使坯料的壁厚達到一定的要求,為管嘴的成型創造了條件。空心坯料的鐓粗歷來是鍛造的難點。如果采用平板空心坯鐓粗,達到2.0的鐓粗比不但會產生類似實心坯鐓粗的鼓形,還會因上、下砧子與空心坯端面間存在的摩擦力而產生嚴重收口,導致后續拔長工序易發生折疊;甚至還可能會在鐓粗過程出現扭曲等嚴重失穩狀況,致使整個工序失敗。空心坯料鐓粗如要獲得滿意的形狀,其坯料需要滿足合適的高徑比、徑厚比,并在鐓粗時選用合適的砧型。
(2)管嘴與管體整體鍛造成型技術。主管道帶有兩個互成角度且須整體鍛造成型的管嘴,這是空心鍛造技術難度最大的環節。在保證鍛出滿足尺寸要求的管嘴雛形的同時,還要解決管嘴雛形內壁處的凹陷問題,這也是芯軸拔長的特有問題。
(3)多火次芯軸拔長過程中端頭裂紋的控制技術。由于芯軸拔長的特殊性,拔長時坯料兩端的溫度下降快,而且奧氏體不銹鋼本就屬于易裂難鍛的鋼種,工藝處理稍有不當就會導致坯料的端頭裂紋嚴重。
(4)晶粒度的全過程控制技術。主管道最主要的技術指標之一是晶粒度必須達到2.0級或更細;這對于數十噸的大鍛件來講,其難度是可想而知的。縱觀其他企業AP1000主管道的試制經歷,晶粒粗大是最常見的試制失敗原因。鍛造過程中,每火次的終鍛溫度必須合理而且嚴格控制,并且必須杜絕小變形量的回爐加熱。
3.3 坯料制備的難點
對于空心坯料的制備,大直徑厚壁管坯的離心鑄造技術和空心電渣重熔技術也需要攻關。
據初步計算,如果采用空心坯料鍛造AP1000主管道熱段,所需坯料質量為50~55 t。如果采用離心鑄造制坯,這一質量大大超出了目前第二代離心鑄造核電主管道的質量,所以需要探索奧氏體不銹鋼超大型離心鑄造技術。而在大型軋輥的制造領域,離心鑄造已經可以制造70 t以上的高速鋼軋輥[14]。在已有離心鑄造主管道的煉鋼、澆鑄技術基礎上,結合大型離心鑄造軋輥的制造經驗,相信可以攻克這一關鍵技術。另外,關于電渣重熔空心坯料,目前國內僅有較小規格的成功經驗[15-16]。如果要采用電渣重熔空心鋼錠制造核電主管道,需要對電渣重熔空心管坯制備技術做更多深入的研究。
4 結語
當前國內制造核電主管道的方法基本是以實心電渣重熔錠作為坯料,采用實心鍛造+后續機加工掏空的工藝制造帶接管嘴的主管道鍛件;這種制造方法存在材料利用率過低、加工周期長且產品晶粒度等性能指標難以保證等問題。筆者在探討了第三代核電主管道鍛件工藝的改進方向后認為,以離心鑄造空心錠或電渣重熔空心錠為坯料的空心鍛造工藝將最終替代目前的實心鍛造工藝。
[1]林誠格,郁祖盛.非能動安全先進核電廠AP1000[M].北京:原子能出版社,2008:129-130.
[2]林誠格,郁祖盛.非能動安全新進壓水堆核電技術(上)[M].北京:原子能出版社,2010:237-238.
[3]潘品李,鐘約先,馬慶賢,等.大型核電主管道制造技術的發展[J].鍛壓裝備與制造技術,2011(1):13-17.
[4]許連義.AP1000核島主要設備的國產化[J].中國核工業,2007(6):14-15.
[5]盧華興.AP1000核電站主管道國產化研制進展[J].上海金屬,2010,32(4):29-32.
[6]陳紅宇,宋樹康,杜軍毅.AP1000鍛造主管道制造技術進展[J].大型鑄鍛件,2013(2):1-3.
[7]劉建章.核結構材料[M].北京:化學工業出版社,2007:202-203.
[8]Smith Ta,Warwick Rg.A survey of defects in pressure vessels in the UK for the period 1962—1978 and its relevance to nuclear primary circuits[J].International Journal of Pressure Vessels and Piping,1983,11(3):127-166.
[9]Kawaguchi S,Moritani H,Tsukada H,et al.Current forging technology for integrated type steel forgings for nuclear steam supply system components[J].Nuclear Engineering and Design,1984,81(2):219-229.
[10]Erve M,Papouschek F,Fischer K,et al.State of the art in the manufacture of heavy forgings for reactor componentsintheFederalRepublicofGermany[J].Nuclear Engineering and Design,1988,108(3):485-495.
[11]Michel E,Zeitner W.Active measures to preclude breaks in the reactor coolant lines of pressurized water reactors[J].Nuclear Engineering and Design,1985,87(7):259-267.
[12]Bocquet P,Cheviet A,Dumont R.Examples of the evolutionofmaterialsfornuclearapplications:metallurgical improvement of 16MND5 steel and new technologies for manufacturing heavy components[J]. Nuclear Engineering and Design,1994,151(2):503-511.
[13]曾正濤,陳勇.壓水堆核電站不銹鋼主管道鑄造[J].核動力工程,1999,20(4):70-72,89.
[14]符寒光,邢建東.高速鋼軋輥制造技術[M].北京:冶金工業出版社,2007:17.
[15]臧喜民,姜周華,Medovar Lev,等.空心管坯電渣重熔技術[J].材料與冶金學報,2011,10(S1):81-85.
[16]姜周華,劉福斌,余強,等.電渣重熔空心鋼錠技術的開發[J].鋼鐵,2015,50(10):30-36.
Manufacturing Technology of The Third Generation Nuclear Power Reactor Coolant Pipe
WANG Jinfei,LI Dianjie,HU Rirong,HAN Baoyun
(New Metallurgy Hi-tech Group Co.,Ltd.,Beijing 100081,China)
Described in the essay is the developments concerning the manufacture technologies for the nuclear power reactor coolant pipe as made both at home and abroad.It is pointed out that at present the process as used at home for making the third generation coolant pipe is first forging the solid electroslag remelting ingot,and then boring the shaped piece with mechanical method.Addressing the disadvantages concerning the conventional manufacturing process for the coolant pipe,i.e.,poor material utilization rate,rather long production cycle and product quality inconsistency,etc.,the orientation of technological improvement is discussed.The result of relevant analysis leads to such a forecast that the hollow forging process using the centrifugally-cast hollow ingot or the electroslag remelting hollow ingot as the blank will eventually replace the currently-employed solid billet forging process.
nuclear power reactor coolant pipe;manufacturing process;AP1000;forging-formation;hollow forging
TG316
A
1001-2311(2016)04-0007-05
2016-03-02;修定日期:2016-03-18)
王金飛(1982-),男,碩士,工程師,從事鋼管制造工藝研究等工作。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
