PQF連軋管機(jī)的厚壁超短管軋制工藝技術(shù)開發(fā)
2016-11-10 07:36:56孫世忠管學(xué)聰丁宏鈞馬紹輝
鋼管 2016年4期
關(guān)鍵詞:工藝
孫世忠,管學(xué)聰,丁宏鈞,馬紹輝
(天津鋼管集團(tuán)股份有限公司,天津300301)
PQF連軋管機(jī)的厚壁超短管軋制工藝技術(shù)開發(fā)
孫世忠,管學(xué)聰,丁宏鈞,馬紹輝
(天津鋼管集團(tuán)股份有限公司,天津300301)
通過(guò)優(yōu)化PQF連軋管工藝,解決了厚壁超短管軋制時(shí)存在的問(wèn)題,重點(diǎn)介紹了制約生產(chǎn)的關(guān)鍵要素——芯棒限動(dòng)速度和脫管機(jī)軋制速度優(yōu)化匹配的問(wèn)題,提出了電氣控制增加限動(dòng)齒條返回延時(shí)的措施,實(shí)現(xiàn)了脫管機(jī)軋制過(guò)程扭矩平穩(wěn),滿足連軋區(qū)域的自動(dòng)化生產(chǎn)。通過(guò)現(xiàn)場(chǎng)生產(chǎn),鋼管幾何尺寸精度滿足標(biāo)準(zhǔn)要求,產(chǎn)品成材率達(dá)到機(jī)組設(shè)計(jì)水平。
PQF連軋管機(jī);厚壁超短管;芯棒限動(dòng)速度;脫管機(jī)扭矩
目前,天津鋼管集團(tuán)股份有限公司投建了Φ168 mm、Φ258 mm、Φ460 mm和Φ508 mm共計(jì)4套PQF連軋管機(jī)組,其工作機(jī)架孔型是由3個(gè)軋輥組成的連軋軋制孔型,有利于軋件的均勻變形和軋輥的均勻磨損,提高了產(chǎn)品的壁厚精度和表面質(zhì)量[1-12]。近幾年隨著鋼管行業(yè)形勢(shì)的日趨嚴(yán)峻,以及客戶所需產(chǎn)品規(guī)格范圍廣、幾何尺寸精度要求高,為滿足客戶對(duì)壁厚和交貨長(zhǎng)度不同的產(chǎn)品需求,特別是生產(chǎn)厚壁超短管時(shí),由于環(huán)形爐爐膛寬度對(duì)管坯長(zhǎng)度和穿孔機(jī)組軋制毛管最大長(zhǎng)度的限制,出現(xiàn)連軋后的荒管長(zhǎng)度小于連軋管機(jī)與脫管機(jī)之間的巷道長(zhǎng)度的問(wèn)題。本文以5機(jī)架Φ460 mm PQF限動(dòng)芯棒連軋管機(jī)組軋制Φ367.0 mm×46.85 mm×10.9 m荒管生產(chǎn)過(guò)程為例,通過(guò)工藝優(yōu)化解決連軋管機(jī)組生產(chǎn)厚壁超短管時(shí)存在的各類問(wèn)題,以期對(duì)其他機(jī)組生產(chǎn)起到一定借鑒作用。
1 厚壁超短管軋制工藝流程及現(xiàn)狀
1.1 連軋管機(jī)正常軋制芯棒限動(dòng)工藝流程
連軋管機(jī)正常軋制芯棒限動(dòng)工藝流程[13]:毛管運(yùn)輸裝置將噴好硼砂后的毛管運(yùn)到連軋管機(jī)入口支承輥上,限動(dòng)齒條將涂過(guò)石墨潤(rùn)滑劑的芯棒高速插入毛管中,芯棒前端達(dá)到軋機(jī)預(yù)設(shè)定位置時(shí),夾送輥將毛管送入連軋管機(jī)進(jìn)行軋制,這時(shí)芯棒以設(shè)定限動(dòng)速度前進(jìn),連軋管機(jī)最后1個(gè)機(jī)架拋鋼前,荒管頭部已到達(dá)脫管機(jī)第1機(jī)架內(nèi),當(dāng)荒管尾部經(jīng)過(guò)連軋管機(jī)后熱金屬檢測(cè)器時(shí),限動(dòng)齒條經(jīng)一個(gè)延時(shí)后開始減速至停止,再經(jīng)過(guò)一固定延時(shí)后限動(dòng)齒條加速返回連軋管機(jī)入口,此支芯棒翻出軋線,同時(shí)下一支芯棒翻入軋線,等待下一支毛管軋制[14]。
1.2 生產(chǎn)厚壁超短管存在的問(wèn)題
連軋管機(jī)最后1個(gè)機(jī)架與脫管機(jī)第1個(gè)機(jī)架間距為12 m,當(dāng)連軋管機(jī)后荒管長(zhǎng)度短于此長(zhǎng)度時(shí),限動(dòng)工藝選用短管模式:毛管運(yùn)輸裝置將噴好硼砂后的毛管運(yùn)到連軋管機(jī)入口支承輥上,限動(dòng)齒條將涂過(guò)石墨潤(rùn)滑劑的芯棒高速插入毛管中,芯棒前端達(dá)到軋機(jī)預(yù)設(shè)定位置時(shí),夾送輥將毛管送入連軋管機(jī)進(jìn)行軋制,這時(shí)芯棒以設(shè)定限動(dòng)速度前進(jìn),因荒管長(zhǎng)度小于巷道長(zhǎng)度,連軋管機(jī)最后1個(gè)機(jī)架拋鋼時(shí),荒管頭端未到達(dá)脫管機(jī)第1個(gè)機(jī)架,為實(shí)現(xiàn)脫管機(jī)咬鋼,限動(dòng)齒條需繼續(xù)以設(shè)定限動(dòng)速度前進(jìn),將抱在芯棒上的荒管送入脫管機(jī),當(dāng)限動(dòng)齒條到達(dá)最大行程時(shí)停止,經(jīng)過(guò)一固定延時(shí)后限動(dòng)齒條加速返回,此支芯棒翻出軋線,同時(shí)下一支芯棒翻入軋線,等待下一支毛管軋制。
軋制Φ367.0 mm×46.85 mm厚壁超短管的主要工藝變形參數(shù)見表1。
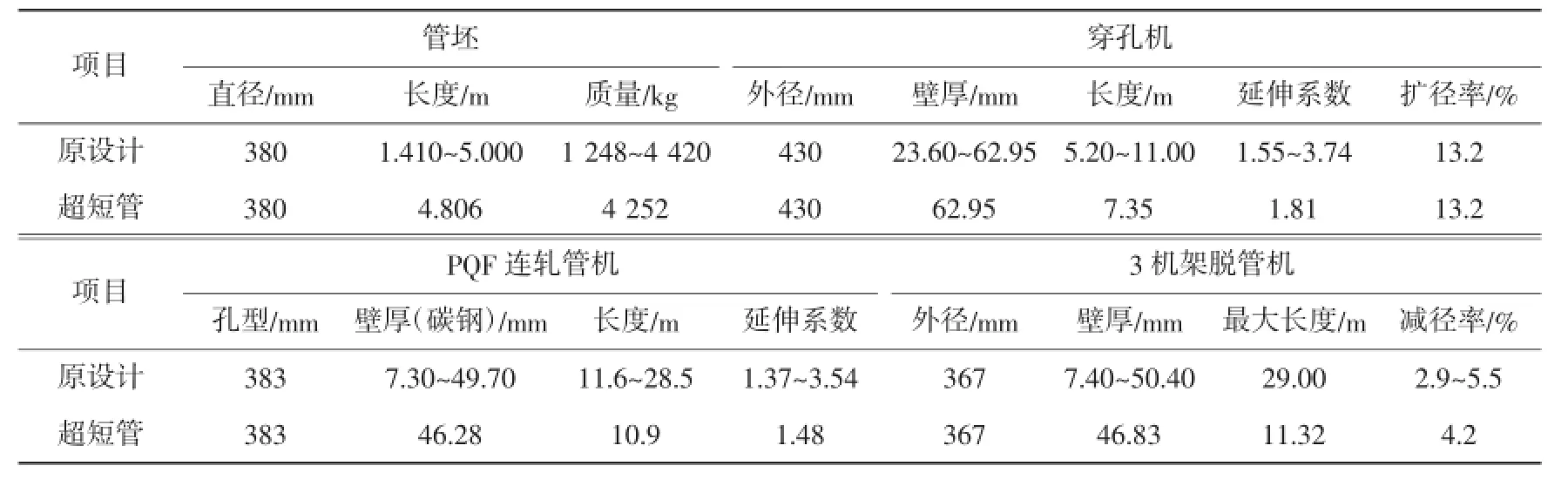
表1 軋制Φ367.0 mm×46.85 mm厚壁超短管的主要工藝變形參數(shù)
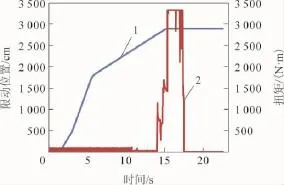
圖1 芯棒(限動(dòng)速度偏高)限動(dòng)位置與脫管機(jī)扭矩示意
由表1可見,超短管軋制工藝荒管長(zhǎng)度小于廠家設(shè)計(jì)的短管長(zhǎng)度,雖然管坯長(zhǎng)度未達(dá)到設(shè)計(jì)上限,但考慮鋼管切頭尾率最低,將管坯長(zhǎng)度定尺在最佳長(zhǎng)度,按照廠家設(shè)計(jì)的短管模式生產(chǎn)時(shí),軋制過(guò)程中出現(xiàn)了脫管機(jī)扭矩大、電氣程序保護(hù)脫管機(jī)電機(jī)跳停、荒管未完全脫棒時(shí)限動(dòng)齒條拖動(dòng)芯棒返回造成工藝抱棒[15]、脫管機(jī)軋輥傳動(dòng)軸安全銷斷裂等故障,造成生產(chǎn)中斷。通過(guò)連軋管機(jī)PSS(Process Supervisor System)系統(tǒng)采集數(shù)據(jù)分析,影響正常軋制的主要因素有:
(1)芯棒限動(dòng)速度。芯棒限動(dòng)速度設(shè)定偏高,在脫管機(jī)第3機(jī)架咬鋼時(shí),限動(dòng)齒條到達(dá)最大行程,芯棒停止前進(jìn),脫管機(jī)扭矩迅速增加到設(shè)定極限值,經(jīng)過(guò)延時(shí)后脫管機(jī)電機(jī)跳停并且連軋區(qū)域主電機(jī)電氣程序連鎖跳電,荒管軋制終止,造成抱棒。芯棒(限動(dòng)速度偏高)限動(dòng)位置與脫管機(jī)扭矩如圖1所示。
(2)脫管機(jī)軋制速度。該機(jī)組設(shè)計(jì)方提供連軋數(shù)模為選用短管軋制模式時(shí)脫管機(jī)出口速度與芯棒限動(dòng)速度一致,脫管機(jī)軋制速度慢,軋制時(shí)間延長(zhǎng),荒管溫降大,脫棒力增大,電機(jī)扭矩升高。試軋時(shí),將連軋管機(jī)出口速度設(shè)定為1 700 mm/s,芯棒限動(dòng)速度V限與脫管機(jī)速度V脫設(shè)定為710 mm/s,脫管機(jī)軋制時(shí)間為:(∑L1~3脫+L荒脫)/V脫≈18.8(s)。其中,∑L1~3脫為脫管機(jī)1~3機(jī)架中心線距離,為2 000 mm;L荒脫為脫管機(jī)后荒管長(zhǎng)度,mm。
(3)芯棒返回延時(shí)。軋制的超短管壁厚較厚,管坯單個(gè)質(zhì)量接近機(jī)組設(shè)計(jì)上限,為降低鋼管對(duì)設(shè)備的載荷沖擊,一般要求軋件運(yùn)行速度較慢,鋼管由連軋拋鋼到脫管機(jī)脫棒結(jié)束時(shí)間延長(zhǎng),原設(shè)計(jì)芯棒返回延時(shí)時(shí)間較短,荒管未完全脫棒前芯棒帶動(dòng)荒管返回,脫管機(jī)扭矩驟然增加,有時(shí)甚至造成安全銷斷裂故障,因此需在限動(dòng)齒條運(yùn)行至最大行程后適當(dāng)增加電氣控制以延時(shí)。
2 優(yōu)化超短管軋制工藝
2.1 設(shè)定合理的芯棒限動(dòng)速度
采用較低的限動(dòng)速度,縮短連軋后荒管在芯棒上的長(zhǎng)度,從而減小荒管與芯棒間的摩擦力,有利于脫管機(jī)脫棒。芯棒限動(dòng)速度的設(shè)定應(yīng)滿足以下位置條件[15],芯棒位置如圖2所示。
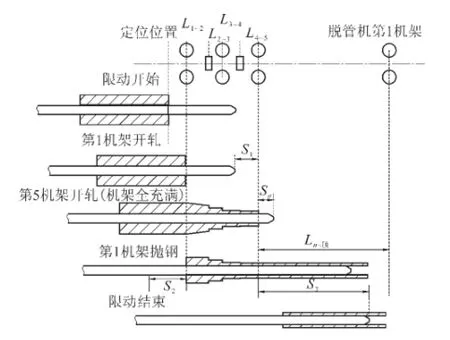
圖2 芯棒位置示意
(1)第5機(jī)架開軋時(shí),芯棒工作前端應(yīng)先于荒管前端到達(dá)第5機(jī)架,芯棒位移距離Sn:

式中Δl1——安全余量,mm。
(2)第1機(jī)架開軋時(shí),芯棒端部的位置應(yīng)滿足:

式中S1——芯棒工作前端面至第5機(jī)架中心線
距離,mm;
TF——機(jī)架全充滿時(shí)間,s;
t1——毛管由連軋管機(jī)入口對(duì)齊喂入到第1
機(jī)架的時(shí)間,s;
L加——芯棒前端面超出第n架安全余量,
mm。
(3)第1機(jī)架拋鋼時(shí),芯棒端部的位置應(yīng)保證整根荒管在芯棒工作段上軋制。

式中S2——芯棒工作段尾端面至第1機(jī)架中心線距離,mm;
Lw——芯棒全長(zhǎng),mm;
l2——芯棒尾端連接長(zhǎng)度,mm;
L——連軋管機(jī)架全長(zhǎng),mm;
T軋——鋼管在連軋管機(jī)上的軋制時(shí)間,s。
(4)限動(dòng)結(jié)束時(shí),應(yīng)保證芯棒不得進(jìn)入脫管機(jī)安全區(qū)。

式中S3——芯棒工作前端面至第5機(jī)架中心線距離,mm;
L減——限動(dòng)裝置由限動(dòng)速度減速到停止時(shí)行程,mm;
L附——附加安全余量,mm。
芯棒位置和限動(dòng)速度的確定應(yīng)滿足下述3個(gè)條件[2]:
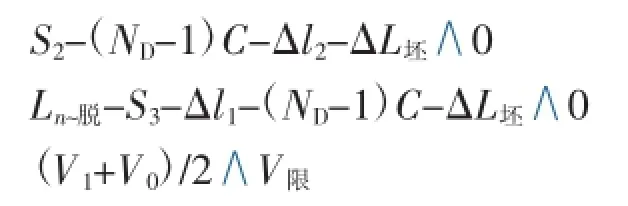
式中ND——限動(dòng)機(jī)構(gòu)工位數(shù);
C——限動(dòng)機(jī)構(gòu)每個(gè)工位變動(dòng)距離,mm;
Δl2——芯棒尾端安全余量,mm;
ΔL坯——管坯單個(gè)質(zhì)量超差安全余量,mm;
V1、V0——連軋管機(jī)第1機(jī)架出口、入口速度,mm/s。
2.2 脫管機(jī)軋制速度與限動(dòng)速度匹配設(shè)定
脫管機(jī)速度設(shè)定應(yīng)保持脫管機(jī)扭矩曲線平穩(wěn),軋制過(guò)程中速度慢、溫降大,不利于脫棒,若慢于芯棒限動(dòng)速度會(huì)阻止芯棒向前運(yùn)行,易造成芯棒折斷;若快于連軋出口速度,易出現(xiàn)脫管機(jī)軋輥打滑的情況,影響順利脫棒。為避免試生產(chǎn)中出現(xiàn)的問(wèn)題,理想的狀態(tài)是荒管脫離芯棒時(shí)限動(dòng)齒條正好到達(dá)最大行程,即:

式中S0——限動(dòng)向前最大行程時(shí)芯棒前端面距連軋管機(jī)第5機(jī)架中心線距離,為10 000 mm;
L荒——連軋管機(jī)后荒管長(zhǎng)度,mm;
μ脫——脫管機(jī)延伸系數(shù)。
生產(chǎn)時(shí)連軋出口速度與試生產(chǎn)一致,為1 700 mm/s,脫管機(jī)軋制速度由710 mm/s加快至1 500 mm/s,由公式(5)可得V限≤585 mm/s。
限動(dòng)速度設(shè)定為580 mm/s時(shí)脫管機(jī)第1機(jī)架咬鋼前芯棒上荒管長(zhǎng)度縮短850 mm,脫管機(jī)軋制時(shí)間減少了近10 s,數(shù)據(jù)采集曲線正常,軋制順利,芯棒(限動(dòng)速度580 mm/s)限動(dòng)位置與脫管機(jī)扭矩曲線如圖3所示。
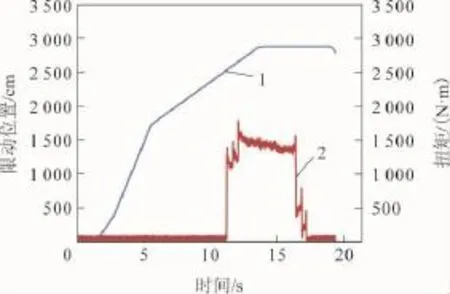
圖3 芯棒(限動(dòng)速度580 mm/s)限動(dòng)位置與脫管機(jī)扭矩
2.3 增加芯棒返回延時(shí)
生產(chǎn)前正確輸入工藝設(shè)定參數(shù),開軋第1支時(shí)密切關(guān)注芯棒返回時(shí)間,避免荒管未脫離芯棒時(shí)限動(dòng)返回造成的脫管機(jī)扭矩增加現(xiàn)象,考慮管坯長(zhǎng)度偏長(zhǎng)誤差或連軋管機(jī)毛管咬入滯后時(shí)的安全余量。根據(jù)脫管機(jī)扭矩曲線設(shè)定合理的芯棒返回延時(shí)時(shí)間,既要保證生產(chǎn)順行,又要考慮生產(chǎn)節(jié)奏,提高生產(chǎn)作業(yè)率。
3 實(shí)施效果
根據(jù)芯棒限動(dòng)速度和脫管機(jī)軋制速度匹配計(jì)算結(jié)果設(shè)定芯棒速度和脫管機(jī)速度,軋制過(guò)程中脫管機(jī)扭矩平穩(wěn),未出現(xiàn)超出設(shè)定極值現(xiàn)象,改進(jìn)工藝數(shù)模后軋制了多種規(guī)格鋼管,未出現(xiàn)工藝抱棒和電機(jī)保護(hù)跳停故障,提高了生產(chǎn)作業(yè)率和產(chǎn)品成材率。鋼管生產(chǎn)規(guī)格見表2。
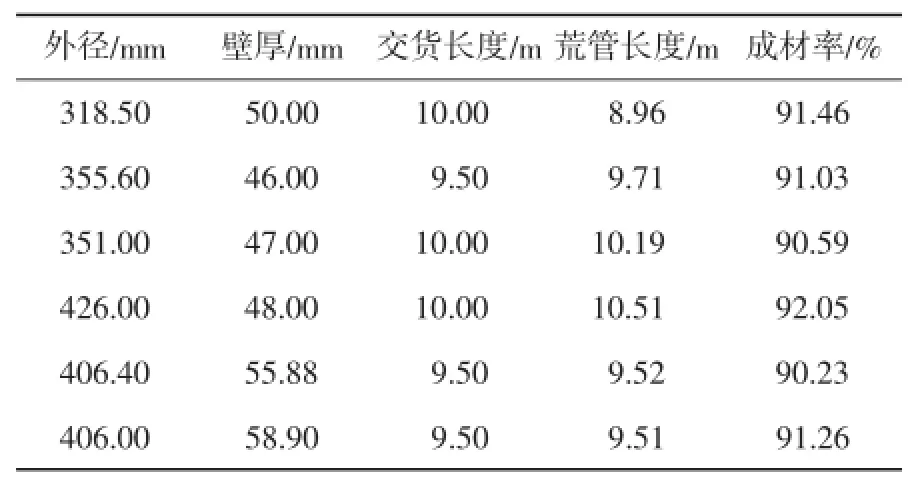
表2 鋼管生產(chǎn)規(guī)格
限動(dòng)裝置運(yùn)行至最大行程后,延長(zhǎng)原設(shè)計(jì)限動(dòng)返回等待時(shí)間,消除了扭矩突然增加現(xiàn)象,避免了因電氣程序保護(hù)脫管機(jī)電機(jī)跳停造成的工藝抱棒。
4 結(jié)語(yǔ)
(1)芯棒限動(dòng)速度和脫管機(jī)軋制速度設(shè)定以有利于脫棒為依據(jù),限動(dòng)速度越慢,連軋后荒管在芯棒上的長(zhǎng)度越短;脫管機(jī)第1機(jī)架速度設(shè)定以接近或等于連軋出口速度為宜,縮短脫管機(jī)軋制時(shí)間,減小荒管溫降。
(2)根據(jù)軋制荒管長(zhǎng)度范圍并結(jié)合現(xiàn)場(chǎng)生產(chǎn)實(shí)際情況確定芯棒返回延時(shí),完善電氣控制程序。
(3)超短管軋制工藝的開發(fā),減少了原料投入量,提高了產(chǎn)品成材率。
[1]李國(guó)禎.現(xiàn)代鋼管軋制與工具設(shè)計(jì)原理[M].北京:冶金工業(yè)出版社,2006.
[2]成海濤.無(wú)縫鋼管缺陷與預(yù)防[M].成都:四川科學(xué)技術(shù)出版社,2007.
[3]殷國(guó)茂.中國(guó)鋼管50年[M].成都:四川科學(xué)技術(shù)出版社,2009.
[4]陳碧楠.三輥連軋管機(jī)的發(fā)展及分析對(duì)比[J].鋼管,2010,39(3):6-9.
[5]李群,楊帆,丁德元.從MPM到PQF——限動(dòng)芯棒連軋管機(jī)回顧及展望[J].鋼管,2007,36(6):19-24.
[6]嚴(yán)澤生,莊鋼,孫強(qiáng).世界熱軋無(wú)縫鋼管軋機(jī)的發(fā)展[J].中國(guó)冶金,2011,21(1):7-11,19.
[7]馮志堅(jiān).我國(guó)連軋管機(jī)組的建設(shè)與思考[J].鋼管,2013,42(3):16-21.
[8]李群.關(guān)于連軋管機(jī)組幾個(gè)工藝問(wèn)題的討論[J].鋼管,2010,39(2):19-22.
[9]郭火星,范立生,岳世斌.Φ460 mm PQF三輥連軋管機(jī)組的工藝裝備特點(diǎn)[J].鋼管,2013,42(4):32-36.
[10]王愛國(guó),馮世云.Φ180 mm TCM三輥限動(dòng)芯棒連軋管機(jī)組的工藝裝備特點(diǎn)[J].鋼管,2014,43(6):34-37.
[11]金如崧.PQF的17年[J].鋼管,2009,38(1):36-40.
[12]鄧丕安.半浮動(dòng)芯棒連軋管機(jī)工藝及變形特點(diǎn)[J].鋼管,2004,33(4):32-35.
[13]伍家強(qiáng).Φ508 mm PQF三輥連軋管機(jī)組的工藝裝備特點(diǎn)[J].鋼管,2013,42(3):44-50.
[14]嚴(yán)澤生,孫強(qiáng),莊鋼.PQF生產(chǎn)工藝[J].鋼管,2006,35(1):37-42.
[15]嚴(yán)澤生.現(xiàn)代熱連軋無(wú)縫鋼管生產(chǎn)[M].北京:冶金工業(yè)出版社,2009.
Development of Technology of PQF Process for Rolling Heavy-wall,Extra-short Tube
SUN Shizhong,GUAN Xuecong,DING Hongjun,MA Shaohui
(Tianjin Pipe(Group)Corporation,Ltd.,Tianjin 300301,China)
The problems staying with the PQF process in case of rolling the heavy-wall,extra-short tube are solved by means of optimizing the process itself.Described as the focus is the key element restraining the production,i.e.,optimally matching the retained mandrel speed with the extractor rolling speed.A measure as taken is to increase the retained rack return time delay via the electric control system so as to ensure consistent torque of the extractor during the rolling process,which is in line with automatic operation of the entire rolling area.The actual site operation result shows that the steel tube geometric dimension accuracies are up to applicable specification,and the metal yield is also up to the designed target of the mill line.
PQF mill;heavy-wall,extra-short tube;retained mandrel speed;extractor torque
TG335.71
B
1001-2311(2016)04-0042-04
2016-02-22;修定日期:2016-04-08)
孫世忠(1968-),男,工程師,主要從事熱軋無(wú)縫鋼管軋制工具設(shè)計(jì)及生產(chǎn)工藝研究工作。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
