巧設銑床/加工中心工件坐標系技術分析
2016-11-12 05:38:51段瑞永
無線互聯科技 2016年19期
段瑞永
(黃岡師范學院,湖北 黃岡 438000)
巧設銑床/加工中心工件坐標系技術分析
段瑞永
(黃岡師范學院,湖北 黃岡 438000)
在數控銑削加工中,工件坐標系的應用非常重要。文章從工件坐標系與機床坐標系的關系、工件坐標系的設定原則、方法及對刀方法等方面說明,為實驗、實訓中學生快速掌握工件坐標系的設定提供幫助。
編程原點;工件坐標系;工件坐標系設定
1 工件坐標系的概念
工件坐標系是編程人員在編程時設定的坐標系,也稱為編程坐標系。工件坐標系是編程人員在編寫程序時,為編程計算方便性、機床調整方便性、對刀方便性、在毛坯上位置確定的方便性等具體情況定義在工件上的坐標系。工件坐標系原點也稱為工件原點(工件零點)或編程原點(編程零點),一般設定為G54~G59或G92指令設定。
理論上工件零點設置是任意的,但實際上,工件坐標系的設定要便于操作人員對刀,它是編程人員根據零件特點為了編程方便以及尺寸的直觀性、方便對刀、找正而設定的。
2 工件坐標系設定原則
選擇工件坐標系時應注意:①工件零點應選在零件的尺寸基準上,這樣便于坐標值的計算,并減少錯誤;②工件零點盡量選在精度較高的工件表面,以提高被加工零件的加工精度;③對于對稱零件,工件零點設在對稱中心上;④對于一般零件,工件零點設在工件輪廓某一角上;⑤便于操作人員在工件上進行對刀、測量、找正的位置;⑥Z軸方向上零點一般設在工件上、下表面處。
加工時,工件隨夾具安裝在機床上,這時測量工件原點與機原點之間的距離,即工件原點偏置值。通過機床面板的有關設置,把該偏置值輸入到工件坐標系G54~G59中或用G92設定工件坐標系即可以實現該零件的加工。
對刀的目的:數控機床的對刀操作,是正確加工零件的前提,其目的是讓編程坐標系和工件坐標系重合,也就是編程坐標系具體到工件上,即在機床中找到工件坐標系原點的具體位置,也就是找到工件坐標系原點在機床坐標系下的坐標值。
根據零件要求不同,在對刀時可用試切法對刀,或用尋邊器、分中棒、對刀儀對刀,如圖1所示。
五面試切:機床坐標系X,Y方向各2個試切值求平均。如圖2所示,Z軸值直接在試切在工件上表面,把該值輸到機床G54中。具體操作如下:手動方式下主軸正轉,移動坐標軸,使刀具靠近工件,在距工件側面10~20 mm時,加工方式換為“增量(或手搖)”方式下對毛坯左邊進行試切,在試切時注意增量(或手搖)的倍率選擇,離工件較遠時可用大倍率,刀具離工件較近時應用小倍率,防止過量試切,提高對刀精度。試切后先將Z軸在“手動”或“手搖”方式下提到一定高全的高度,并同時記下此時X值的坐標值,此坐標值必須是在機床坐標系下的坐標值。
以同樣的方式,將刀具分別移動到毛坯右、前、后、上表面進行試切,如圖1所示。將測得刀具在毛坯左、右、前、后、上表面時機床顯示的坐標值記下,為X1,X2,Y1,Y2,Z。可得到工件點坐標為:X:(X1+X2)/2,Y:(Y1+Y2)/2,Z。
若使用尋邊器對刀,對刀方法相同,但不需要啟動主軸,當尋邊器碰到毛坯時就會有指示燈亮或發出提示聲。Z 軸可用“Z軸對刀儀”對刀,同樣不需要主軸轉動,使用對刀儀時應減去對刀儀的高度。
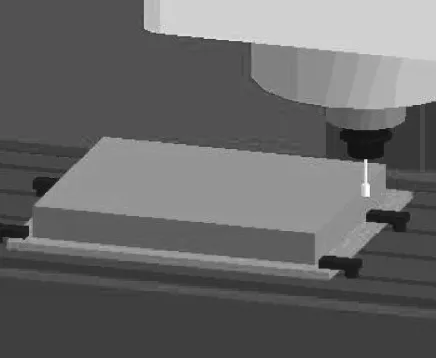
圖1 機床試切法對刀示意圖
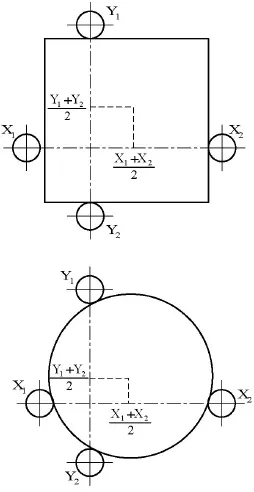
圖2 X,Y方向對刀示意圖
雙邊分中:試切對刀過程與試切法相似,其不同點在于,試切完成工件一個側面時,不需要記下該坐標值,大大減少了數據的計算和處理,只要利用機床坐標系中的相對坐標系功能即可設定該點為相對零點,使用相對坐標系,試切對邊后,通過MDI方式返回到該值一半,數據計算大為減少。然后再用相同的方式試切相鄰的一組對邊,Z軸直接對到表面上,刀具不動,切換回機床坐標系,輸機床坐標系下當前機床位置值到G54。其缺點在于,當對刀完成一組對邊時,刀具不能夠在該方向上移動。若要移動只能方向的數值輸到坐標系中之后才能移動。
單邊進數:適用于毛坯相互垂直的邊的交點,或工件坐標系原點距離邊的尺寸固定是固定值。機床坐標系→知道工件長度,單邊試切后,單段或增量方式進一定距離,在機床坐標系,輸機床坐標系下當前機床位置值到G54。
同樣試切法方法進行對刀,但只須試切工件坐標系原點所在毛坯相互垂直的邊。得到X1,Y1,根據實際對刀的位置和工件坐標系原點相對關系,加上或減去所用刀具或尋邊器半徑,就可得到工件坐標系原點的位置X:(X1±R),Y:(Y1±R)。如工件坐標系原點距工件邊有一定距離 “L”,要確定工件坐標系原點也要把些距離“L”和刀具半徑或尋邊器半徑“R”一起算到數值里面。
3 設定工件坐標系
對通過以上方法對刀所得到的工件坐標系原點在機床坐標系下的坐標值,通過設定工件坐標系功能,將其輸到工件坐標G54~G59中,即可完成工件坐標系的設定。
基于華中數控21型數控系統其設定方法為:在主菜單功能下按F4(MDI)→F3(坐標系)→顯示為G54工件坐標系在下方光標處輸入通過對刀所得到的X,Y,Z值,即完成G54工件坐標系的設定。設定G54。
①對刀操作得到毛坯原點的坐標X:(X1+X2)/2,Y:(Y1+Y2)/2,Z。如X(-316.235)Y(-189.567)Z(-321.456);② 在主菜單功能下按F4鍵“MDI F4”進入MDI方式的子菜單,再按F3鍵“坐標系F3(坐標系)”進入工件坐標系設定;③ 在“MDI”空白輸入欄內,輸入坐標系的值:X-316.235Y-189.567Z-321.456,按“Enter”鍵,即可完成坐標系的設定;④按“Pgdn”或“Pgup”鍵,可選擇要輸入的數據類型G55,G56,G57,G58,G59 等工件坐標系。
4 結語
通過對常用對刀方法的簡單介紹,使讀者對對刀方法和工件從標系的設定有一定的了解,希望給初學者帶來幫助,能夠在工作和生產中起到作用。
[1]方新.數控機床與編程[M].北京:高等教育出版社,2007.
[2]劉雄偉.數控加工編程的理論基礎[M].北京:機械工業出版社,2000.
[3]武漢華中數控股份有限公司.世紀星銑床數控系統編程說明書[Z].武漢:武漢華中數控股份有限公司,2002.
Analysis on setting workpiece coordinate system of machining center/ milling
Duan Ruiyong
(Huanggang Normal University,Huanggang 438000,China)
In NC milling,the application of workpiece coordinate system is very important.This paper explained the relationship between workpiece coordinate system and the machine tool coordinate system,the setting principles and the methods of workpiece coordinate system,as well as the presetting cutter methods,to offer help for the experimental and practical middle school students to quickly grasp the setting of workpiece coordinate system .
program zero;work piece coordinate system;setting work piece coordinate system
段瑞永(1981—),男,山東臨沂,碩士,講師,實驗師;研究方向:數控技術加工。