數控車削工藝分析
2016-11-14 06:03:35楊霞
橡塑技術與裝備 2016年2期
關鍵詞:工藝
楊霞
(重慶工商學校,重慶 402289)
數控車削工藝分析
楊霞
(重慶工商學校,重慶 402289)
大家都知道理想的數控加工程序可以保證加工出符合圖樣的合格工件,同時能使數控機床的功能得到合理的應用和充分的發揮。數控機床是一種高效率的自動化設備,優良制造取決于完善的加工工藝,只有選擇了正確的加工工藝,才能制造出高精度產品,降低生產成本,提高生產效率,為社會創造良好的效益。
數控機床;數控車削;車刀刀位點
數控機床是一種高效率的自動化設備,優良制造取決于完善的加工工藝,只有選擇了正確的加工工藝,才能制造出高精度產品,降低生產成本,提高生產效率,為社會創造良好的效益。若數控加工工藝考慮不周,則影響數控機床加工質量、生產效率及加工成本。本設計從生產實踐出發分析一些數控車削過程中的工藝問題。
1 數控加工工序的劃分
在數控機床上加工零件,工序比較集中,一次裝夾應盡可能完成全部工序。常用的工序劃分原則有兩種:保證精度原則和提高生產效率的原則。數控加工具有工序集中的條件,粗、精加工常在一次裝夾中完成,以保證零件的加工精度。當熱變形和切削力變形對零件的加工精度影響較大時,應將粗、精加工分開進行。
數控加工中,為減少換刀次數,節省換刀時間,將需要用同一把刀加工的加工部位全部完成后,再換另一把刀來加工其他部位。同時應盡量減少空行程,用同一把刀加工工件的多個部位時,應以最短的路線到達各加工部位。 實際生產中,數控加工常按刀具或加工表面劃分工序。
2 車刀刀位點的選擇
數控加工中,數控程序應描述出刀具相對于工件的運動軌跡。刀具的刀位點即為在程序編制時,刀具上所選擇的代表刀具所在位置的點,程序所描述的加工軌跡即為該點的運動軌跡。在數控車削中,工件表面的形成取決于運動著的刀刃包絡線的位置和形狀,所以在程序編制中,只需描述刀具系統上某一選定點的軌跡即可。
在數控車削中,從理論上講可選擇刀具上任意一點作為刀位點,但為了方便編程和保證加工精度,刀位點的選擇有一定的要求和技巧。
在數控加工中,刀位點的選擇一般遵循以下規則:鉆頭應是鉆尖、車刀應是假想刀尖或刀尖圓弧中心,刀具刀位點在選擇時應注意:
(1)選擇刀具上能夠直接測量的點,刀位點與刀具長度預調時的測定點應盡量一致。
(2)在可能的情況下,刀位點應直接與精度要求較高的尺寸或難于測量的尺寸發生聯系。
(3)所選擇的刀位點能使刀具極限位置直接體現于程序的運動指令中。
(4)編程人員應有習慣性的刀位點選擇方法,不宜多變。
(5)所選定的刀位點,在刀具調整圖中應以圖形標示。
如圖1所示端槽刀,采用刀具預調儀對刀時,測量P1點比測量P2點方便,所以選擇P1為刀位點比P2好,但若刀具位置的調整和補償是以試切法確定,而且環槽小圓的加工精度高于大圓精度,則選擇P2為刀位點比P1好。
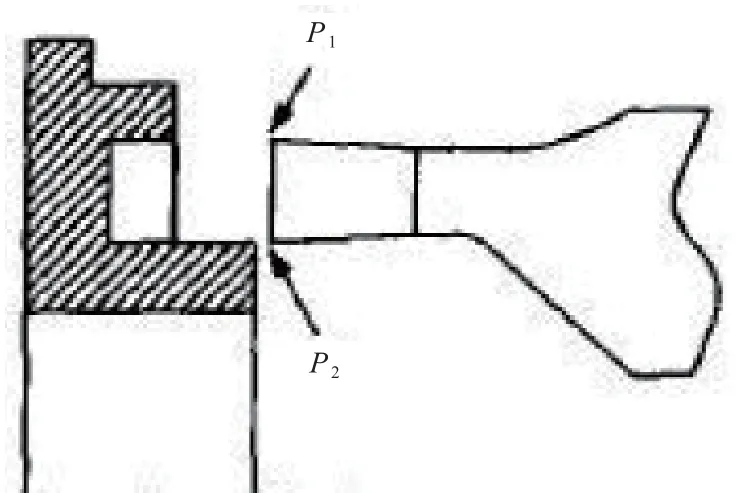
圖1 端槽刀刀位點的選擇
3 車削時的斷屑問題
數控車削是自動化加工的,如果刀具的斷屑性能太差,將嚴重妨礙正常加工。為解決這一問題,首先應盡量提高刀具本身的斷屑性能;其次應合理選擇刀具的切削用量,避免產生妨礙加工正常進行的條帶形切屑。
數控車削中,最理想的切屑是長度為50~150 mm,直徑不大的螺卷狀切屑,或寶塔形切屑,它們能有規律地沿一定方向排除,便于收集和清除。如果斷屑不理想,必要時可在程序中安排暫停,強迫斷屑;還可以使用斷屑臺來加強斷屑效果;或使用上壓式的機夾可轉位刀片時,可用壓板同時將斷屑臺和刀片一起壓緊,在車內孔時,則可采用刀具前刀面朝下的切削方式改善排屑。
4 切 槽的走刀路線
較深的槽型,在數控車床上常用切槽刀加工,如果刀寬等于要求加工的槽寬,則切槽刀一次切槽刀位,若以較窄的切槽刀加工較寬的槽型,則應分多次切入。合理的切削路線是:先切中間,再切左右。因為刀刃兩側的圓角半徑通常小于工件槽底和側壁的轉接圓角半徑,左右兩刀切下時,當刀具接近槽底,需要各走一段圓弧。如果中間的一刀不提前切削,就不能為這兩段圓弧的走刀創造必要的條件。即使刀刃兩側圓角半徑與工件槽底兩側的圓角半徑一致,仍以中間先切一刀為好,因這一刀切下時,刀刃兩側的負荷是均等的,后面的兩刀,一刀是左側負荷重,一刀是右側負荷重,刀具的磨損還是均勻的。機夾式的切槽刀不宜安排橫走刀,只宜直切。
數控加工的程序是數控機床的指令性文件,數控機床受控于程序指令,加工的全過程是按程序指令自動進行,數控加工程序不僅包括零件的工藝過程,還要包括切削用量、走刀路線、刀具尺寸以及機床的運動過程,數控加工的工藝更加詳細,其工藝方案的好壞直接影響機床效率的發揮和零件加工質量,在實際生產中應特別重視。
[1]何晶昌,趙萬軍,錢麗霞. 數控機床編程與操作[M]. 成都:西南交通大學出版社,2009年.
[2]董代進,鄧紅梅. 數控車床編程與仿真加工[M]. 重慶:重慶大學出版社,2009年.
(P-02)
改性碳納米管補強橡膠通過鑒定
由青島科技大學與山東大展納米材料有限公司共同完成的改性碳納米管補強橡膠的應用技術及性能研究項目,近日通過中國石油和化學工業聯合會組織的技術鑒定。專家認為,該項目技術先進,工藝合理,在傳熱性能等方面居同類產品國際領先水平。
該項目圍繞碳納米管改性方法、碳納米管/橡膠復配機制及傳熱性能進行了研究,建立了碳納米管橡膠復合材料制備新工藝,揭示了復配填料類型、CNTs用量、添加順序等對其綜合性能的影響規律,詮釋了碳納米管填充物長徑向比、取向和隨機分布對導熱性能的影響關系。
摘編自“中國塑料網”
CNC turning technology analysis

TG519
1009-797X(2016)02-0090-02
A
10.13520/j.cnki.rpte.2016.02.033
楊霞(1987-),女,大學本科,助理講師。
2015-11-24
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
