三菱PLC控制帶式輸送機物料輸送系統的應用
2016-11-15 06:14:31李歡良
銅業工程 2016年4期
李歡良
(江西銅業集團公司 教育培訓中心,江西 貴溪 335421)
三菱PLC控制帶式輸送機物料輸送系統的應用
李歡良
(江西銅業集團公司 教育培訓中心,江西 貴溪 335421)
帶式輸送機在江銅各大廠礦得到廣泛應用,它的控制形式有繼電接觸器、單片機、微機和PLC控制等多種形式。根據江銅輸送礦石的實際需求和應用,提出多級帶式輸送機集中控制系統設計方案。根據帶式輸送機的工作流程和控制要求,利用三菱FX2N系列PLC的集中控制和簡單可視化的程序開發設計帶式輸送機物料輸送控制系統。根據設計條件、控制要求,分析輸入輸出地址,設計了電路圖、接線圖和梯形圖,對PLC進行了選型、程序的編制,并對程序進行模擬仿真,確保程序的可運行性。
帶式輸送機;自動控制;PLC;編程;選型
1 引言
帶式輸送機作為一種重要的物料輸送設備,由于它的輸送量大、結構簡單、維護方便、成本低、通用性強等優點,被廣泛應用于冶金、礦山、建筑和化工等各行各業中,輸送各種散狀物料及成件物品,它既可以單臺實現輸送,也可與其他帶式輸送機組成水平或傾斜的復雜輸送系統,實現物料運輸系統的自動化控制。帶式輸送機在江銅也有廣泛應用,隨著江銅各廠礦規模的不斷擴大,傳統的控制形式已經滿足不了發展的速度,需要對帶式輸送機系統的性能、保護裝置的控制要求以及運行的穩定性要求等不斷提高,以適應企業不斷發展過程中的生產需求。
2 PLC簡介與應用
在帶式輸送機的控制系統中,PLC控制方式已成為一種重要的基本控制單元。由PLC為主構成的控制系統具有可靠性高、控制功能強大、性價比高、簡單、方便等優點,是目前工業自動控制的首選裝置[1]。
PLC即可編程控制器(Programmable Logic Controller),是為了適應工業生產的需求而產生的,它由原來的繼電器、接觸器控制換成了計算機控制,實現了生產自動化。它不僅具有邏輯控制功能,還能進行算數運算、數據處理和數據傳送,而且隨著微電子技術的迅速發展,它的控制功能越來越強大,目前已經成為工業生產過程控制不可或缺的現場設備。PLC的硬件組成主要包括中央處理器(CPU)、存儲器、輸入/輸出接口、外部設備接口、編程裝置和電源等部分組成,其結構框圖如圖1所示。它通過改變程序來改變控制功能,可以針對具體問題研發各種專用的編程指令及編程軟件。
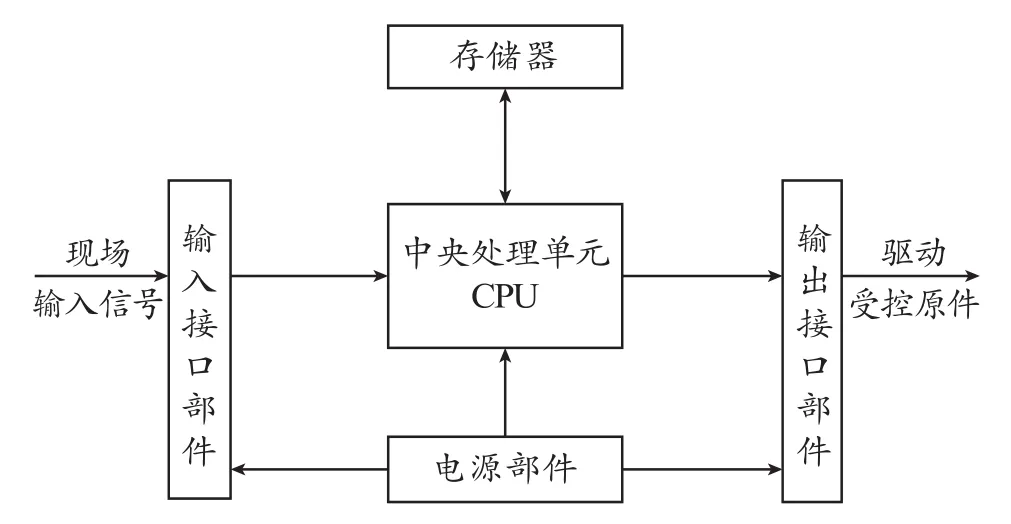
圖1 PLC結構框圖
目前,以PLC為主構成的控制系統在國內外已廣泛應用于鋼鐵、石油、化工、電力、建材、機械制造、汽車、輕紡、交通運輸、環保及文化娛樂等各個行業,用于實現機械設備、生產流水線和生產過程的自動控制[2]。隨著計算機的不斷發展,其應用領域也不斷擴大。它的應用大致可以分為以下幾種類型:
(1)開關量的邏輯控制,例如:紅綠燈、機械手、帶式輸送機、生產流水線和電梯。
(2)運動控制,例如:各類機床、機械設備的位置控制。
(3)過程控制,例如:恒壓供水、鍋爐和化學反應。
(4)數據處理,例如:自動售貨機和密碼鎖。
(5)通信聯網,例如:PLC與計算機、PLC與PLC、PLC與觸摸屏以及其它設備之間的通信聯網。
3 控制系統設計
3.1 設計條件
帶式輸送機的驅動裝置是設備的動力來源,它由電動機、偶合器、減速器、聯軸器以及傳動滾筒組成。驅動裝置一般由1臺或2臺電動機驅動1臺傳動滾筒,大功率或特殊場合可由多臺電動機帶動多個傳動滾筒進行驅動。帶式輸送機的電氣保護裝置主要有急停按鈕、雙向拉繩開關、皮帶跑偏檢測開關、皮帶打滑檢測開關、皮帶防撕裂檢測開關等。
帶式輸送機控制系統是一個高效率的傳送分配物料系統。它包括控制料斗下料、皮帶運轉、停止、物料運輸、安全保護開關等多個工作單元。它們既相互獨立,又同時相互協作完成復雜的生產任務。
圖2是江銅某廠輸送原料的帶式輸送機工作示意圖,由三級帶式輸送機系統組成。
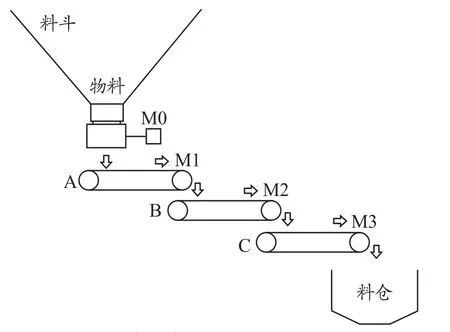
圖2 帶式輸送機工作示意圖
物料從料斗下料,經過3臺輸送機A、B、C送至料倉內。料斗由電動推桿電機M0驅動,輸送機A、B、C分別用3臺電動機M1、M2、M3驅動,電動推桿電機M0以及3臺電動機M1、M2和M3分別由接觸器KMl、KM2、KM3、KM4進行控制。每臺電動機均有短路及過載保護開關。圖3是帶式輸送機控制主電路圖。
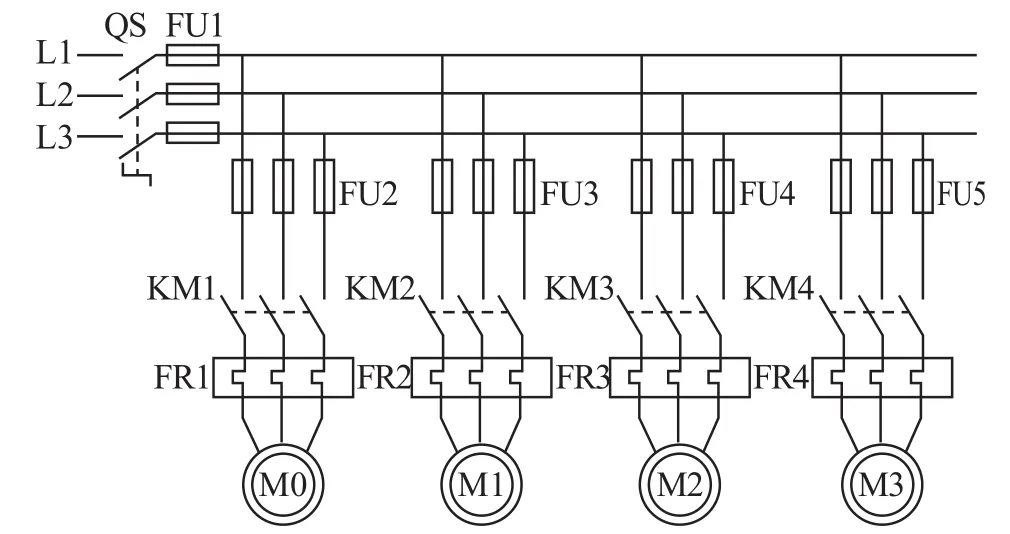
圖3 主電路圖
3.2 控制要求
(1)初始狀態。帶式輸送機控制系統全部為關閉狀態。
(2)啟動要求。為避免造成物料堆積,啟動時需要逆物料流動方向逐臺啟動各臺電動機,其時間間隔為5s,系統啟動順序為M3→延時5s→M2→延時5s→M1→延時5s→M0,同時用4個指示燈來指示系統運行的狀態,正常運行時指示燈亮燈為綠色。
(3)停止要求。為了避免輸送帶上殘留物料,停止時要求順物料流動方向逐臺停止各臺電動機,其時間間隔為1min,其停止順序為M0→延時1min→M1→延時1min→M2→延時1min→M3。
(4)緊急停止要求。為保證意外發生時的安全,在緊急情況下,還要有急停按鈕,當急停按鈕按下時,無條件地把M1、M2 、M3 、M0全部同時停止。
急停雙向拉繩開關主要用于帶式輸送機緊急停機。當帶式輸送機現場出現緊急事故時,現場工作人員可在帶式輸送機兩側任意地點拉動急停雙向拉繩開關的鋼絲繩,使帶式輸送機驅動系統立即停機。排查、解除故障,確認系統恢復正常狀態后,拉出急停雙向拉繩開關的復位桿,人工手動復位,使帶式輸送機系統恢復正常工作。
(5)必要的短路、過載、連鎖保護。
(6)報警系統。利用皮帶跑偏檢測開關、打滑檢測開關、物料超高檢測開關、縱向撕裂檢測開關等作為帶式輸送機的報警系統,確保系統的安全運行。
①跑偏檢測開關:帶式輸送機輸送帶出現一定跑偏時,檢測開關會發出報警信號,使跑偏指示燈亮。當跑偏達到開關設置的極限位置時,系統斷電停止運行。跑偏檢測開關本身并不能調整輸送帶的跑偏,它只能通過PLC控制系統實現報警和自動停機。
②打滑檢測開關:在啟動或運行過程中,帶式輸送機輸送帶與傳動滾筒之間出現打滑時,檢測開關會發出報警信號,使打滑指示燈亮,同時系統停止運行,避免因皮帶打滑造成安全事故。
③物料超高檢測開關:當物料超高時,超高指示燈亮。如果在設置時間內物料恢復到正常狀態,則指示燈自動熄滅;如果不能自動恢復,其前面的所有裝置都停止運行,當物料恢復到正常高度時指示燈熄滅。
④縱向撕裂檢測開關:帶式輸送機物料輸送過程中,由于混雜在物料中的金屬等尖硬物體刺穿輸送帶,造成輸送帶縱向撕裂事故時,縱向撕裂檢測開關進行報警和緊急停車。
4 控制系統的組成及選型
控制系統主要由控制面板、可編程控制器(PLC)組成。選擇用PLC來控制帶式輸送機的整個運行過程,使得系統的電路變得簡明清晰,而且便于日后的運行維護。
4.1 控制面版
控制面版,如圖4所示,主要由各類檢測開關報警指示燈、各臺電動機運行指示燈、單臺電動機的運行/停止按鈕、整個控制系統的啟動按鈕與停止按鈕以及系統的急停按鈕等構成。
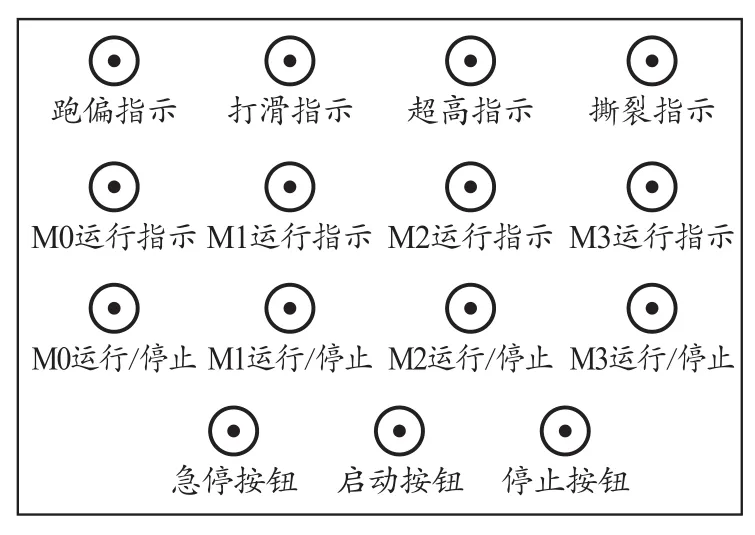
圖4 控制面版
4.2 選擇PLC
根據控制要求和設計的需要,控制系統控制4臺電動機的啟動及停止,輸入和輸出端子都不超過16個,所以我們選擇PLC的型號為三菱FX2N-48,除能滿足設計要求外,還有一定的余量[3]。三菱FX系列PLC是一種小型機,速度快、性能先進、結構緊湊、價格適中,是三菱PLC家族中比較先進的系列,能滿足各種控制的需要,為工廠自動化應用提供最大的靈活性和控制能力。 它可以在基本單元上連接擴展單元或擴展模塊,可進行16-256點的靈活輸入輸出組合,可選用16/32/48/64/80/128點的主機,可以采用最小8點的擴展模塊進行擴展,可根據電源以及輸出形式,自由選擇。程序容量內置8K步,最大可擴充至16K步[4]。
5 程序編制
5.1 分配PLC的輸入點和輸出點
帶式輸送機用三菱FX2N-48型PLC通過程序來控制系統的運行與停止。所設計的帶式輸送機控制系統共有11個輸入點,其中7個輸入按鈕:啟動按鈕、停止按鈕、急停按鈕各1個,單臺電動機的啟動/停止按鈕4個;保護開關4個。輸出點共有8個:控制4臺電動機的4個接觸器、4個保護開關對應的4盞指示燈,如表1所示。
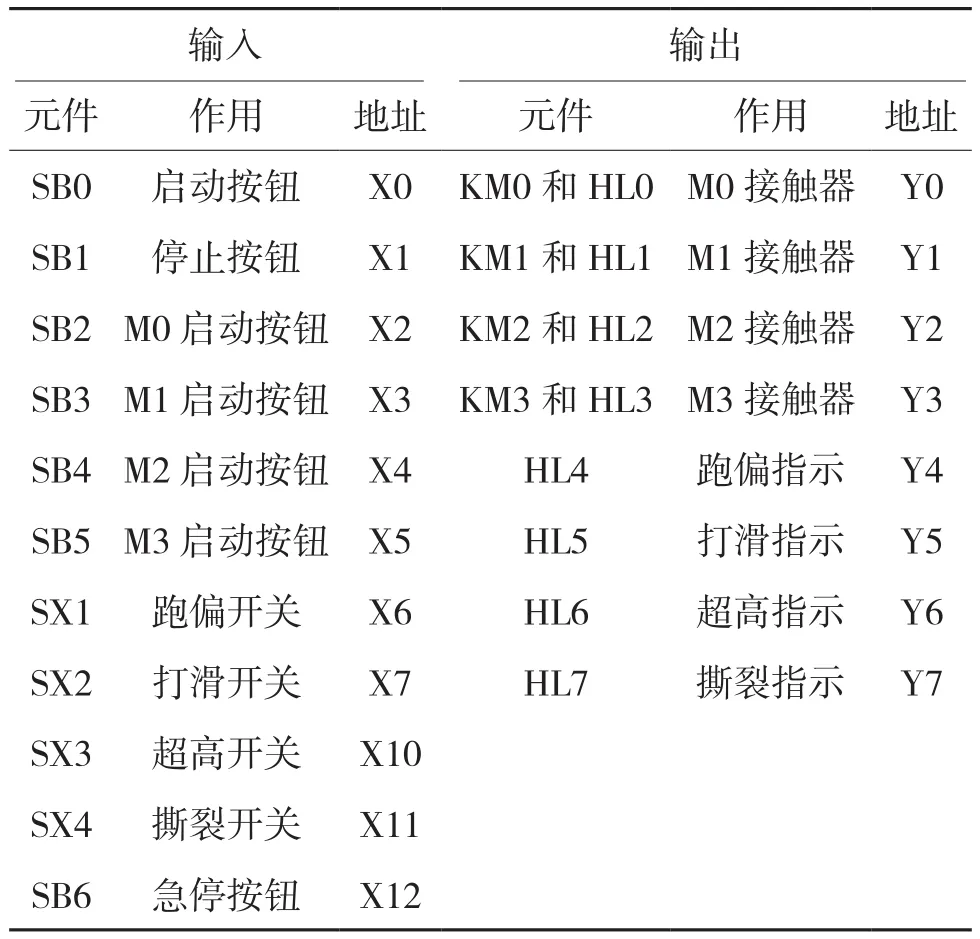
表1 輸入/輸出地址表
其接線圖如圖5所示。
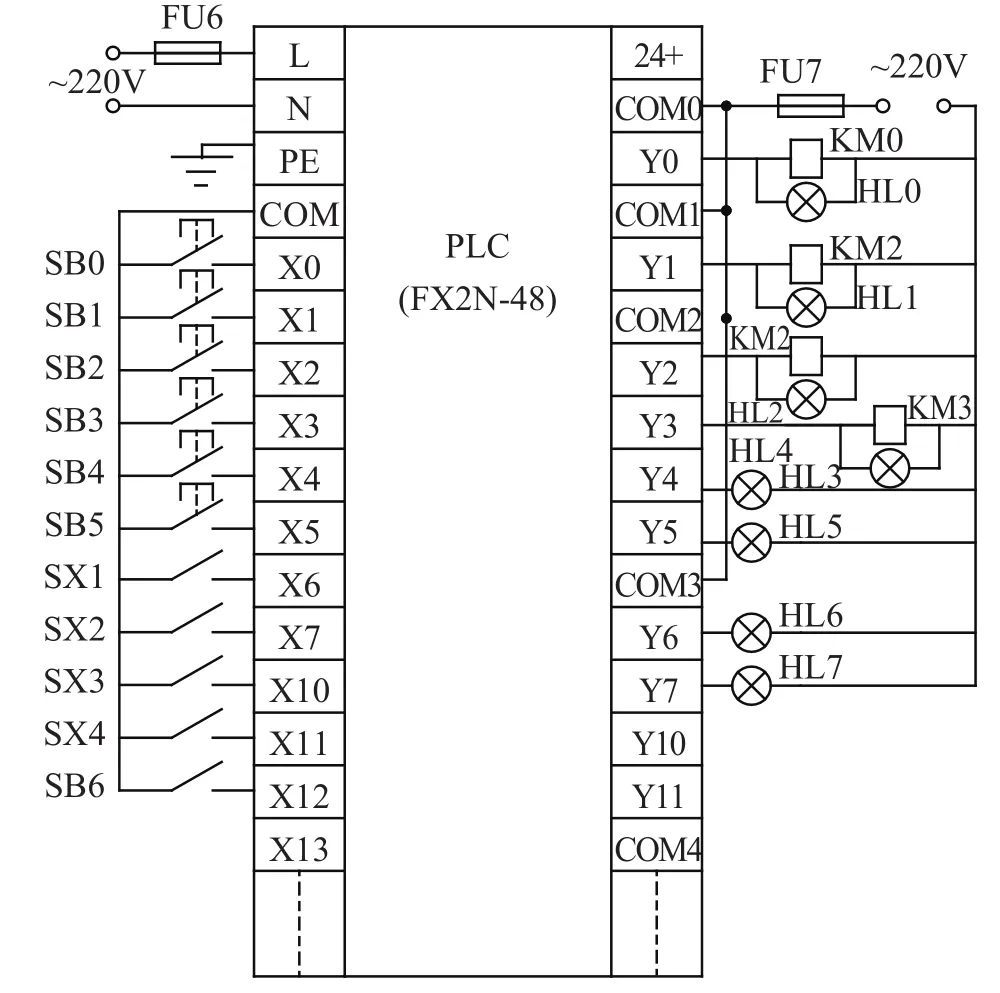
圖5 接線圖
5.2 程序的設計
帶式輸送機控制系統的運行通過PLC程序來實現。控制要求是啟動時需要逆物料流動方向逐臺啟動各臺電動機,其時間間隔為5s,以防止輸送帶上物料的堆積。停止時,為了避免輸送帶上殘留物料,要求順物料流動方向逐臺停止各臺電動機,其時間間隔為1min。另外帶式輸送機配置的報警指示燈、每臺電動機的啟動/停止指示燈均受PLC控制。
控制系統的動作順序流程圖如圖6所示。
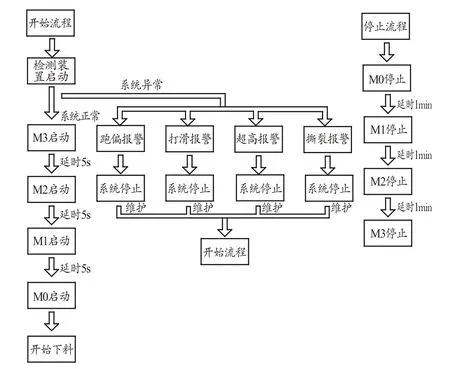
圖6 流程圖
實現PLC控制系統其中一個重要步驟是編寫程序。結合本系統流程圖和接線圖,可編寫出PLC控制系統運行的梯形圖和指令語句表,圖7為該控制系統的部分梯形圖,表2為該控制系統的指令語句表。
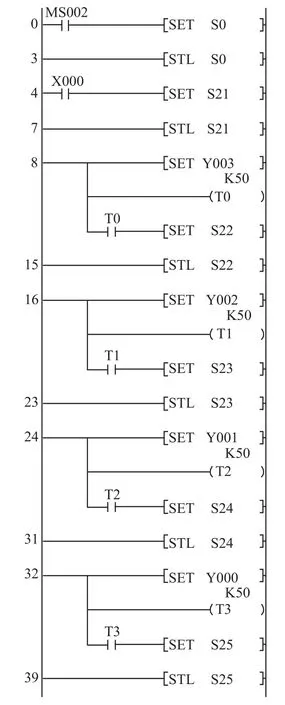
圖7 部分梯形圖
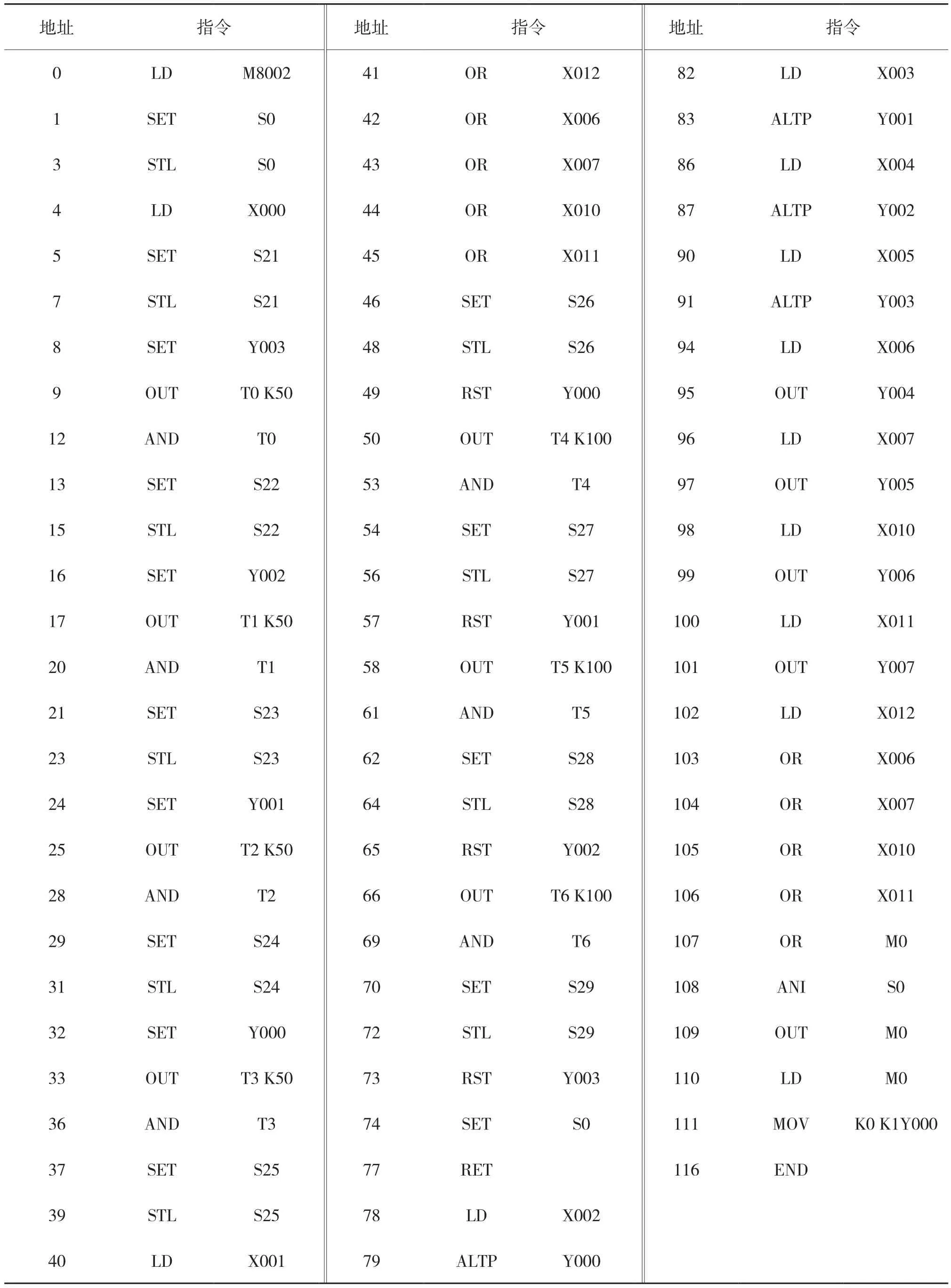
表2 指令語句表
5.3 調試
控制系統的調試,首先采用GX-Simulator6仿真軟件對PLC程序進行模擬調試,再進行現場測試[5]。
模擬調試:將編寫好的程序下載到GXSimulator6仿真軟件中進行模擬運行,按下啟動按鈕X0,第四臺電動機M3啟動,經過5s,第三臺電動機M2啟動,其他的電動機逐臺啟動直至料斗控制電動機M0啟動,整個系統開始運行。當整個系統需要急停時,按下停止按鈕X1,4臺電動機同時停止。在調試中,不斷觀察軟件中各個點的信號的變化,直到調試結束。
現場測試:調試完畢后將程序下載到PLC中,與現場設備相連,進行在線調試,直到系統運行正常為止。
當然整個系統的調試不可能一次就完成,還需要在現場與使用人員進行溝通,通過不斷了解現場的使用情況,根據生產的需求,進行程序的修改,直到滿足現場生產的需要。
6 PLC控制系統的可靠性措施
PLC是專為工業控制研發的計算機,采用了多次抗干擾設置,正常情況下不需要采取特殊措施,穩定性較高,但是在環境十分惡劣的情況下,如果電磁波干擾強烈,就有可能導致PLC無法接收到信號或者收到錯誤的信號,造成無動作或誤動作。所以在現場使用時,一要保證配電柜的密閉性,要防塵、防水;二要降低電磁干擾對PLC的影響,布線時,主回路與控制回路分開,控制回路電纜最好使用屏蔽電纜,信號電纜的屏蔽層要雙端接地,在PLC的交流電源輸入端加裝EMC濾波器,減少輻射干擾[6]。
由于與PLC連接的輸入和輸出設備,如開關按鈕、傳感器、接觸器、電磁閥等引起的故障率很高,當這些外部元件出現故障后,PLC是不能診斷出來的,系統不會自動停止,會使故障范圍擴大,甚至造成人身安全事故和設備事故。因此在設計時,要采取相關可靠性措施,以消除或減少外部設備故障,保證系統的正常運行。在本項目中,現場的保護開關采用的均是可靠性高的接近開關,用于代替壽命低、故障率高的機械開關,以提高設備的安全性能。
7 故障的檢測與診斷
PLC自身具有很強的自檢診斷功能,如出現故障,借助自診斷程序可以方便地找到出現故障,提高維修效率,節省了因人工查找故障原因而浪費大量時間影響生產。
8 結語
選擇三菱FX2N-48型PLC作為控制系統,有效地滿足了對三級帶式輸送機物料輸送系統的控制。該控制系統取代了控制電路相當復雜的繼電器接觸器控制線路[7],具有操作簡單、運行可靠、穩定性好、低能耗和易維護等優點,能有效提高設備的運行效率,為企業產生更大的經濟效益。
[1]王烈準. 電氣控制與PLC應用技術[M]. 北京:機械工業出版社,2010:100.
[2]金沙, 鄭鳳翼. 輕松看懂PLC系統梯形圖[M]. 北京:中國電力出版社, 2008:5.
[3]王國海. 可編程控制器及其應用[M]. 北京:中國勞動社會保障出版社, 2007:204.
[4]嚴盈富. PLC實戰指南[M]. 北京:電子工業出版社, 2014:98-100.
[5]姚建飛, 張米雅. 電氣控制技術[M]. 北京:北京師范大學出版社,2011:167-168.
[6]郭艷萍. 電氣控制與PLC技術[M]. 北京:北京師范大學出版社,2007:219.
[7]張豪. 三菱PLC應用案例解析[M]. 北京:中國電力出版社, 2012:59.
The Application ofMaterial Handling System ofBeltConveyor Controlled by Mitsubishi PLC
LI Huan-liang
(JCC Education Training Center, Guixi 335421, Jiangxi, China)
With the development of modern industrial technology, the applicationof belt conveyor hasbecome increasingly widespreadin Jiangxi Copper with diversified forms of relay contactor, single - chip microcomputer, microcomputer and PLC control. This paper puts forward the centralized control system design of multi-stage belt conveyor on the basis of the practical needs and application. It introducesthe application of PLC to the electric control system of the belt conveyor. According to the requirements for production control of the belt conveyor, we develops the control systembased on the centralized control and simple visualization of the Mitsubishi FX2N PLC. We analyze the input and output address analysis, design the circuit diagram, wiring diagram and ladder diagram, select the PLC model and program it based on the design condition and control requirement, and simulate the program to ensure its performability.
beltconveyor;automatic control;PLC;programming;model selection
TH222
B
1009-3842(2016)04-0086-06
2016-04-19
李歡良(1982-),男,湖南桃江人,機械工程師,主要從事帶式輸送機的生產設計與技術管理等工作。E-mail:jxccyj@163.com
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
工業設計(2022年8期)2022-09-09 07:43:20
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
家庭影院技術(2017年9期)2017-09-26 03:41:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12
