激光焊匙孔特征的近紅外與X射線傳感分析
2016-11-15 09:36:58高向東李竹曼游德勇張南峰
光學精密工程 2016年10期
高向東, 李竹曼, 游德勇,張南峰
(廣東工業大學 機電工程學院,廣東 廣州 510006)
?
激光焊匙孔特征的近紅外與X射線傳感分析
高向東*, 李竹曼, 游德勇,張南峰
(廣東工業大學 機電工程學院,廣東 廣州 510006)
由于多傳感匙孔特征參數可以有效地反映大功率激光焊接質量狀態,本文研究了匙孔特征信息的提取方法并建立了焊縫成形預測模型。以大功率盤形激光焊接304不銹鋼為試驗對象,應用近紅外高速攝像機和X射線視覺成像系統同時提取了焊接過程中的熔池動態圖像,并分割出匙孔區域。針對近紅外圖像,應用矩方法導出匙孔的不變矩特征,同時定義并提取匙孔面積和最前端點縱坐標兩個特征;針對X射線圖像則提取匙孔深度和熵兩個特征。在不同激光功率條件下得到匙孔特征并進行特征融合分析,然后建立了3個BP神經網絡焊縫成形預測模型。探索了匙孔形態、焊接條件和焊接狀態三者之間的聯系,實現了對焊接過程的在線監測。試驗結果表明,將兩個傳感器獲取的匙孔特征信息融合并進行主成分分析變換后,熔寬和熔深的預測絕對誤差平均值分別為0.18 mm和0.57 mm,比基于單個傳感器獲取匙孔特征建立的BP神經網絡分別減小了0.03 mm和0.31 mm,顯示提出的方法能夠有效在線監測大功率盤形激光焊接狀態。
大功率盤形激光焊;不銹鋼板;匙孔特征;焊縫成形預測;特征融合;近紅外分析;X射線分析
1 引 言
激光焊接具有能量密度高、 熱影響區小、焊接變形小、焊縫深寬比大、焊接參數易于控制等特點,是激光加工技術的重要內容之一[1-2]。激光焊接過程中,焊件表面在激光束輻射下劇烈汽化,金屬蒸氣以一定速度離開熔池并對熔化的液態金屬產生附加壓力。熔化金屬在壓力的作用下形成匙孔,匙孔隨著激光束沿焊接方向移動時,匙孔前方熔化的金屬繞過匙孔流向后方,凝固后形成焊縫,匙孔效應與激光焊接過程中的激光吸收有著緊密的聯系[3-4]。
激光焊接過程中匙孔處于波動狀態,是一個瞬態的過程,但焊接穩定階段任意位置匙孔特征有著極高的相似度,即匙孔處于相對穩定的狀態。國內外對匙孔進行的大量研究并取得了顯著的成果。ZHANG等人通過模擬匙孔的形成過程,建立匙孔深度實時調整的組合熱源模型,模擬結果與試驗結果吻合得良好[5]。ZOU等人使用掃描電子顯微鏡檢測匙孔壁微形態,發現激光束作用于匙孔前壁,并且其微形態特征表明焊接過程中的能量耦合主要被匙孔前壁吸收[6]。KIM等人利用同軸觀測方法測定匙孔形狀,指出激光束的吸收、多重反射和加熱機制都會隨著匙孔形狀的變化而變化[7]。MENG等人通過從不同光學傳感器提取特征并進行定量分析,指出由于壓力從匙孔底部釋放出來,從而導致匙孔尺寸影響激光反射強度,并且當焊接過程中匙孔出現完全滲透現象時可見光發散和激光反射都會減小[8]。
在不同的焊接條件下,熔池的紅外輻射強度發生變化,匙孔形貌的改變與波動直接影響入射激光束能量的吸收利用及熔池的形貌,從而影響焊接質量與焊縫成形[9]。試驗證明,多傳感匙孔特征參數特別是匙孔面積和深度等特征可以有效地反映大功率激光焊接的質量狀態。本文針對大功率盤形激光焊接304不銹鋼板,在不同的激光焊接功率條件下,利用近紅外高速攝像機和X射線視覺成像系統攝取熔池的瞬時信息,提取并分析匙孔特征參數,將兩個傳感器的匙孔特征進行特征融合分析,并建立BP神經網絡模型,探索匙孔形態、焊接條件和焊接狀態三者之間的聯系,從而實現了焊接過程的在線監測。
2 試驗裝置及工作原理
試驗裝置包括大功率盤形激光焊接裝置Trumpf-16002、松下六關節機器人、激光焊接頭、保護氣體(氬氣)裝置、X射線封閉裝置及圖像采集系統,其結構如圖1(a)所示。試驗中近紅外高速攝像機的采集速度為5 000 frame/s,X射線的采樣頻率為500 Hz,激光功率為7~15 kW,激光光斑直徑為200 μm,聚焦位置為-3 mm,激光波長為1 030 nm,焊接速度為3 m/min,圖像分辨率為512 pixel×512 pixel,氬氣流量為30 L/min。試驗采用的304不銹鋼板焊件尺寸如圖1(b)所示。
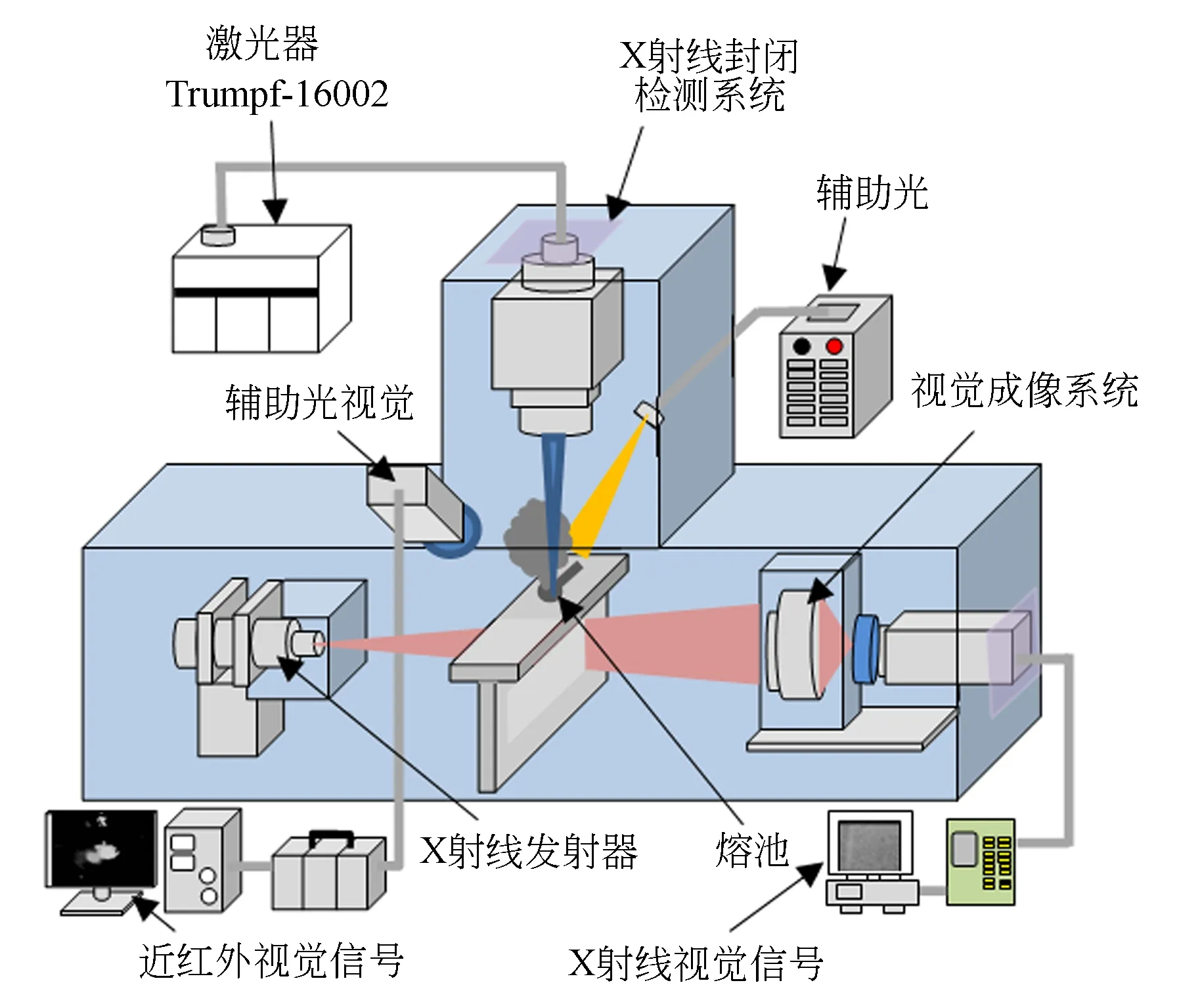
(a) 激光焊接裝置結構示意圖(a) Schematic diagram of laser welding equipment
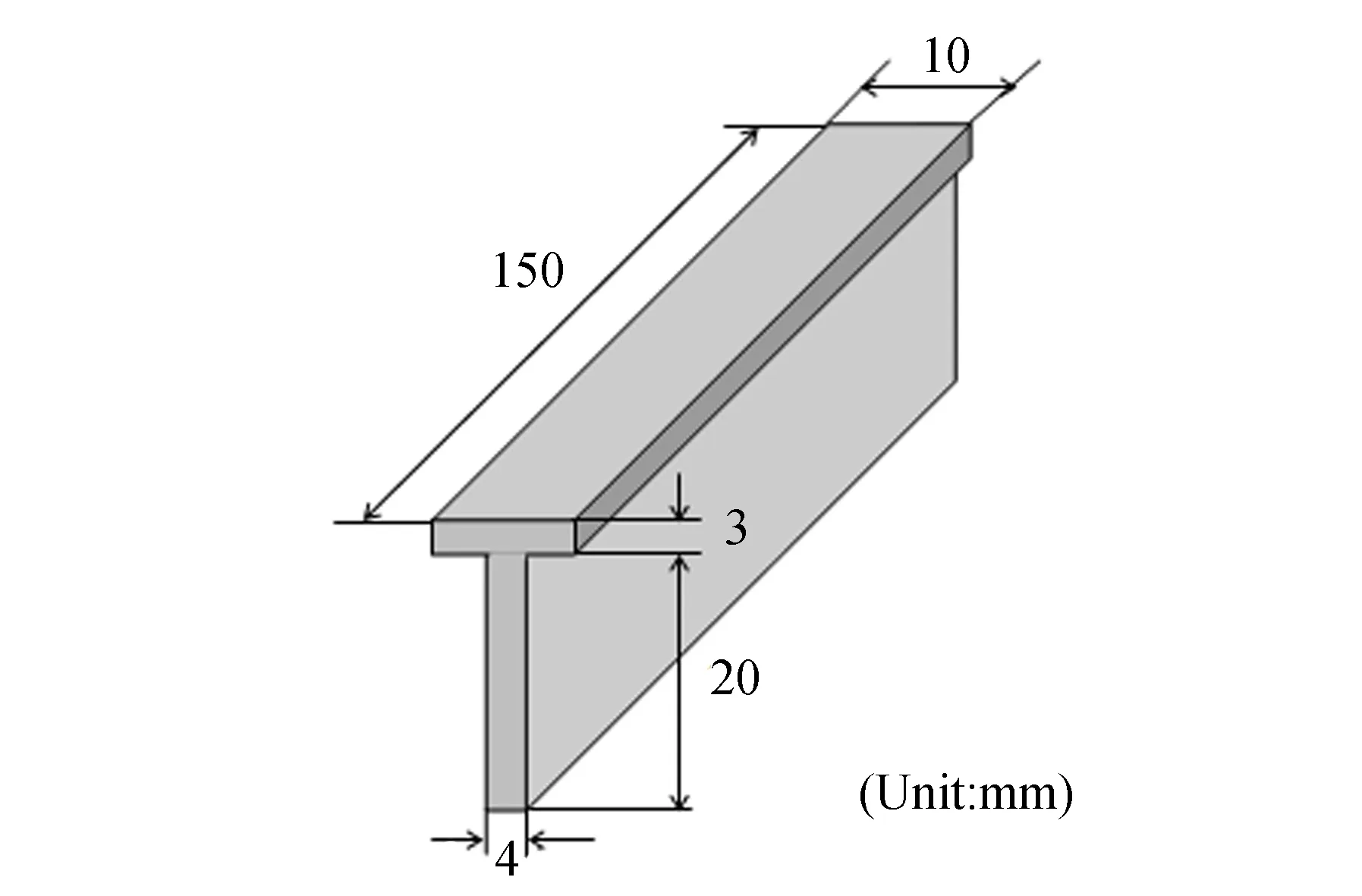
(b)焊件結構示意圖(b) Schematic diagram of weldment圖1 激光焊接裝置和焊件結構示意圖Fig.1 Schematic diagram of laser welding and weldment
為了分析匙孔特性,利用一個40 W的半導體激光器(波長為976 nm)作為輔助光照射焊接區,將一個配備了窄帶濾光器的單色高速攝像機安置于與水平方向成70°角的位置,得到清晰的熔池動態圖像。X射線由焊件的左側照射管發出,穿透整個焊接區域,材料密度的差異會導致X射線不同程度的衰減,最終傳感器會接收到X射線強度規律性的變化特征。
3 匙孔圖像特征提取
3.1匙孔圖像預處理
以激光功率為13 kW時為例,應用近紅外高速攝像機和X射線視覺成像系統攝取連續的熔池動態圖像,分別取其中5 000幀和750幀進行特征提取,所對應的焊縫長度為50 mm。將原圖進行裁剪并轉換為灰度圖像,通過中值濾波去除噪聲并進行二值化處理,分割圖像后得到清晰的匙孔二值化圖像,如圖2所示。激光焊接試驗所得焊縫實物的正面圖、側面圖及相應的熔寬和熔深如圖3所示。由圖3可知,激光功率一定時,由于匙孔內蒸發量基本保持不變,熔寬與熔深始終呈現出相反的變化趨勢,即熔寬增大時熔深減小,熔寬減小時熔深增大。
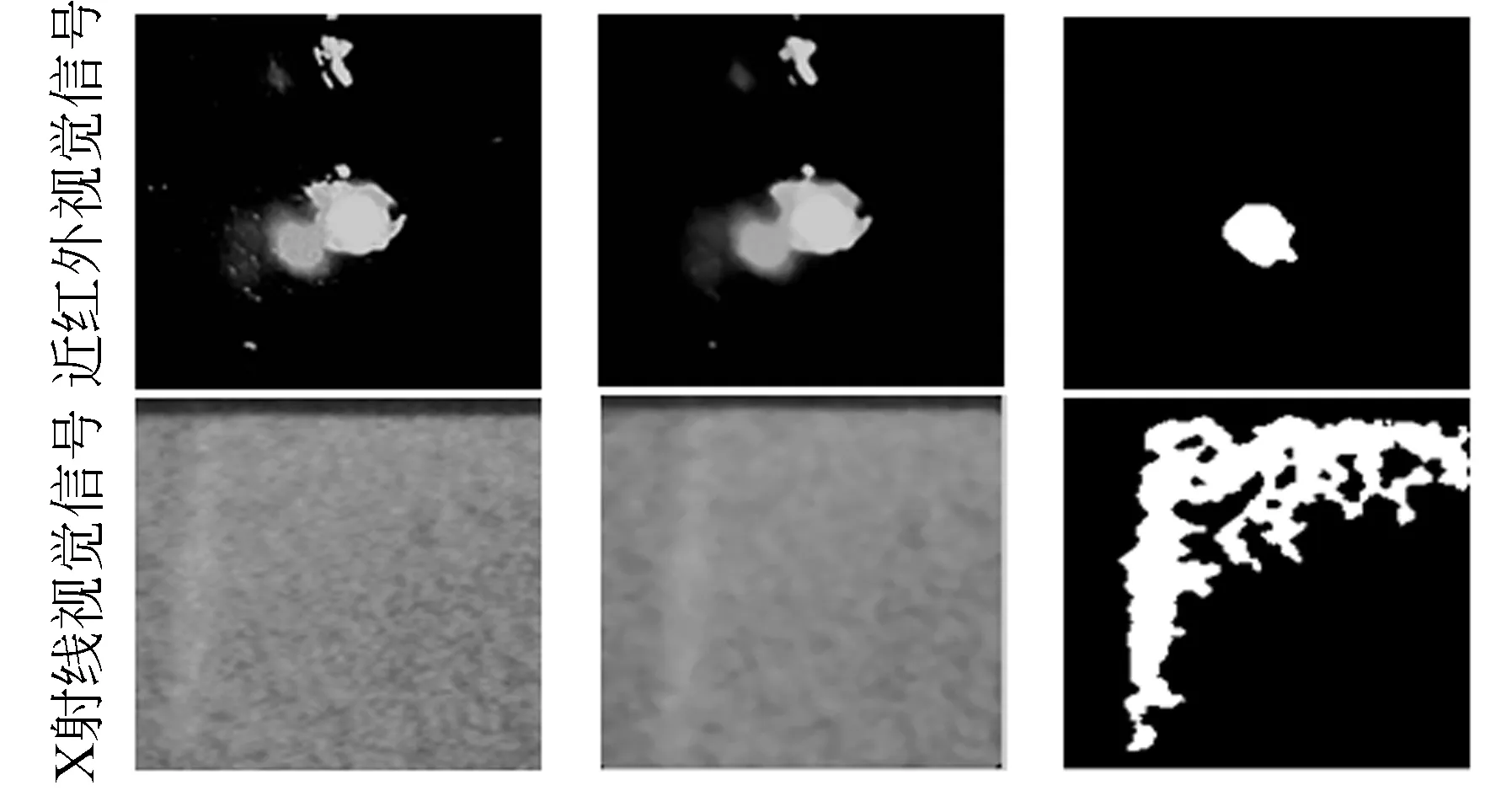
(a)灰度圖 (b)中值濾波圖 (c)二值化圖(a)Grayscale image (b)Median filter of (a) (c)Binary image of (b)圖2 匙孔圖像預處理Fig.2 Keyhole image pre-processing
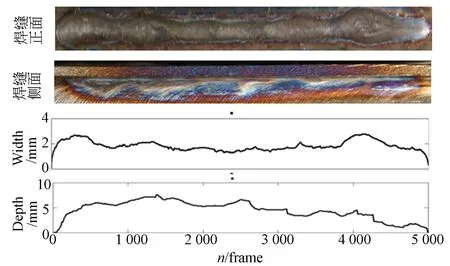
圖3 激光功率為13 kW時的焊接結果Fig.3 Weld seam configuration with laser powers of 13 kW
3.2近紅外匙孔圖像特征提取
3.2.1匙孔不變矩特征
矩可被用來反映隨機變量的分布情況,如果將圖像的灰度值看作是一個二維或三維的密度分布函數,則矩方法即可用于圖像特征的提取。矩特征主要表征了圖像區域的幾何特征,由于它具有旋轉、平移、尺度等特性的不變特征,所以又稱其為不變矩。一個矩集通常用于描述該圖像形狀的全局特征,并提供大量關于圖像不同類型的幾何特性信息[10]。
一幅數字圖像f的二維(p+q)階矩定義為:

(1)
其中:p=0,1,2,…,q=0,1,2,…,變量M和N分別是圖像的高度和寬度,(x,y)為圖像位置坐標,f(x,y)為圖像灰度。當圖像發生平移變化時,mpq也會發生改變,為了使mpq具有平移不變性,定義p+q中心矩為[11]:

(2)
其中:p=0,1,2,…,q=0,1,2, …。

(3)
歸一化的(p+q)階中心矩定義為:
(4)
其中:γ=(p+q)/2+1;p+q=2,3, …。
一階矩與形狀有關,二階矩顯示曲線圍繞直線平均值擴展的程度,三階矩則是關于平均值對稱性的測量。由二階矩和三階矩可以導出7個對平移、縮放、鏡像和旋轉都不敏感的不變矩。用以上方法對經過預處理的匙孔圖像序列進行不變矩特征提取,取一個二階矩和兩個三階矩如式(5)~式(7)所示,所得特征曲線如圖4所示。當焊縫出現焊瘤等不穩定現象時,3個不變矩特征參數的平均值明顯比焊接平穩部分大。
當p+q=2時,有:

(5)
當p+q=3時,有:
φ2=(η30-3η12)2+(3η21-η03)2,
(6)
φ3=(η30+η12)2+(η21+η03)2.
(7)
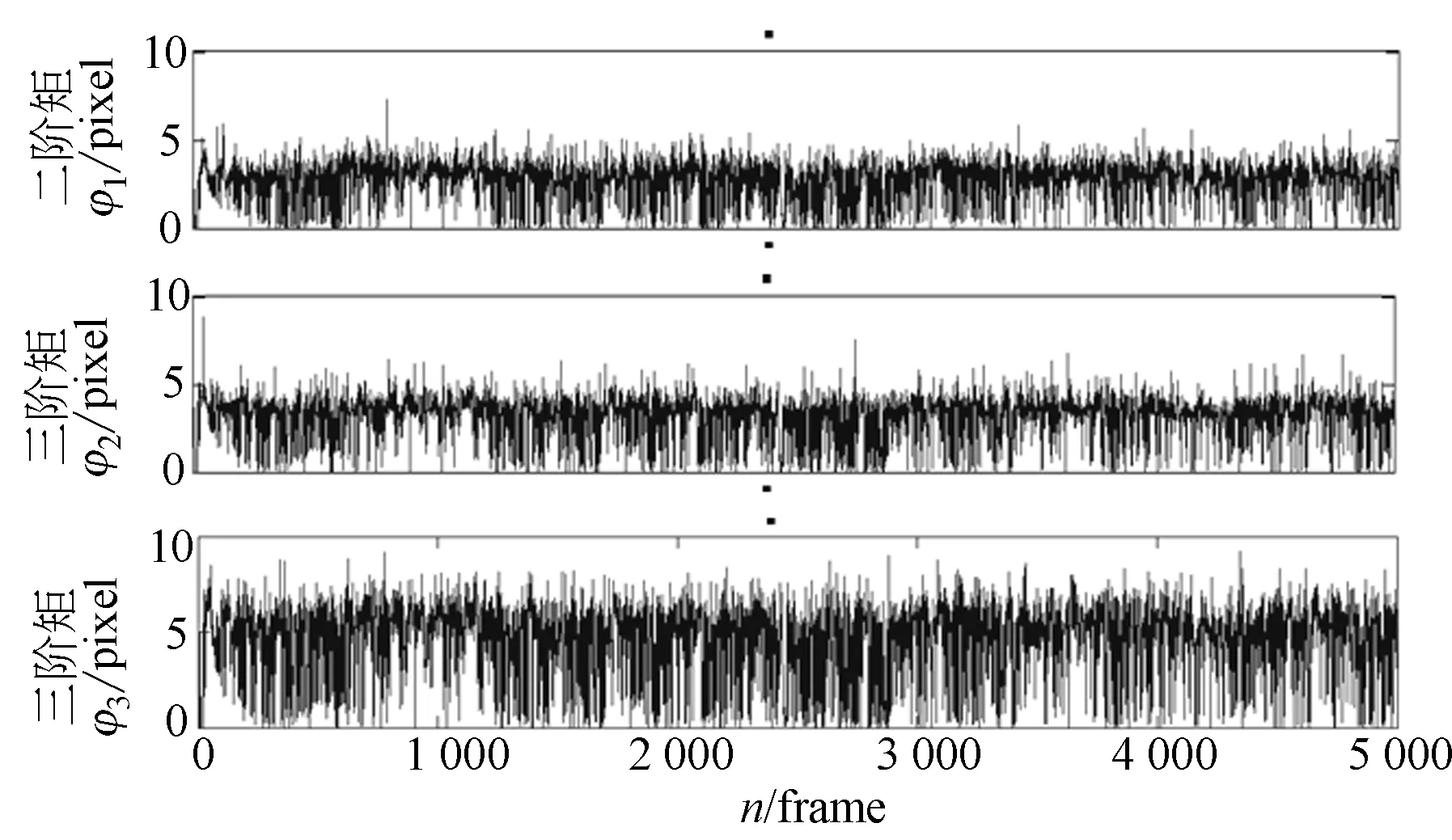
圖4 匙孔不變矩特征參數Fig.4 Configuration parameters of keyhole invariant moments
3.2.2匙孔形態特征
為了更全面地描述匙孔的特征,定義并提取二值化圖像的匙孔面積S和最前端點縱坐標F兩個形狀的特征參數。熔寬和熔深出現突變的圖像序列對應的S平均值隨之增大,而F平均值則隨之減小,如圖5所示。
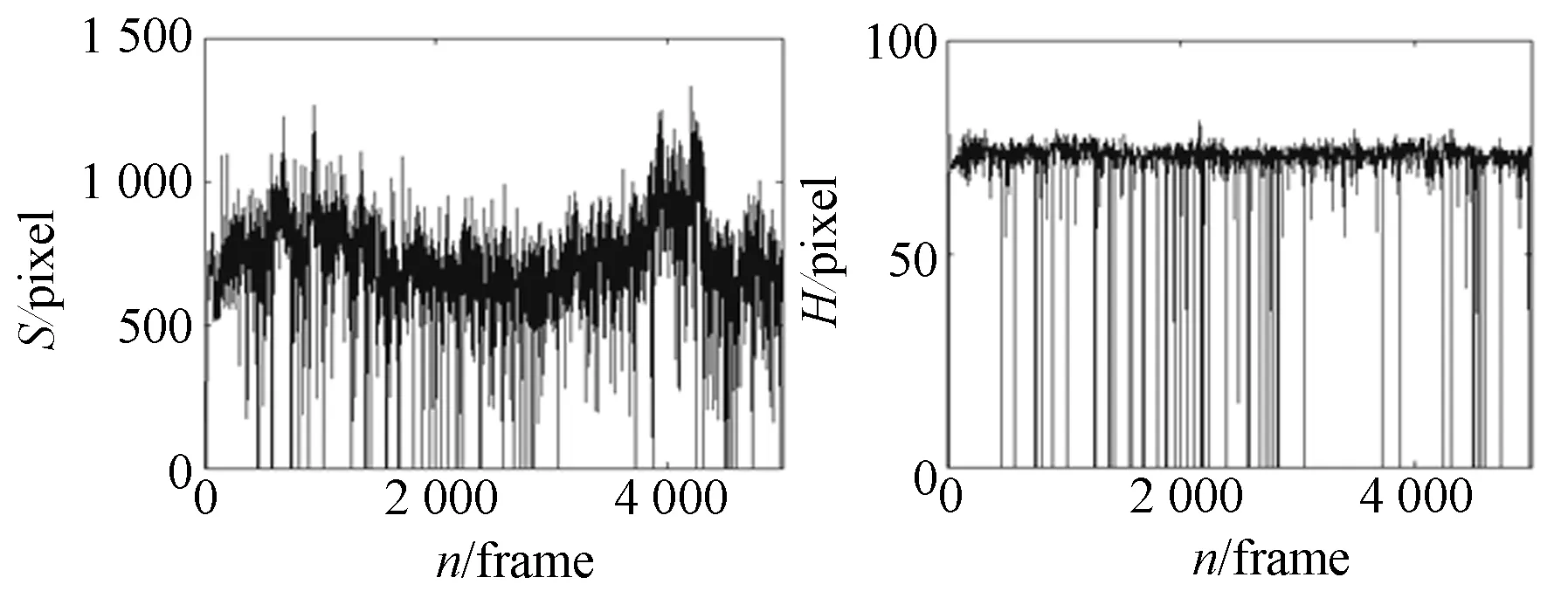
(a) 匙孔面積 (b) 匙孔最前端點縱坐標(a)Area of keyhole (b)Coordinate value of keyhole’s forefront 圖5 近紅外視覺圖像特征參數Fig.5 Configuration parameters of near-infrared visual images
3.3X射線匙孔圖像特征提取
X射線檢測存在輻射危害,將所有傳感器安置于X射線封閉系統中,包括激光頭、光電感應準直器及2組高速攝像儀。視覺傳感器的釆集圖像經數據線傳遞至封閉系統外部的計算機分析系統。定義并提取匙孔深度H和匙孔剖面灰度圖的熵E兩個特征參數,所得結果如圖6所示。其中,熵是表征不確定性的量度,描述了原始數據集攜帶信息量的度量。熵越大不確定性越大,其定義如式(8)所示[12]:
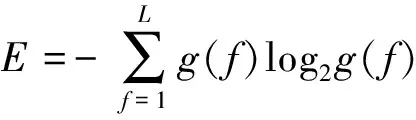
(8)
式中:f表示一幅圖像中的灰度級,L表示一幅圖像中灰度級的個數,g(f)表示灰度級f出現的概率。可以發現,在有焊瘤出現的序列段,H明顯減小,而E則明顯增大。

(a) 匙孔深度 (b) 匙孔熵(a)Depth of keyhole (b)Entropy of keyhole圖6 X射線視覺圖像特征參數Fig.6 Configuration parameters of X-ray visual images
3.4匙孔特征參數分析
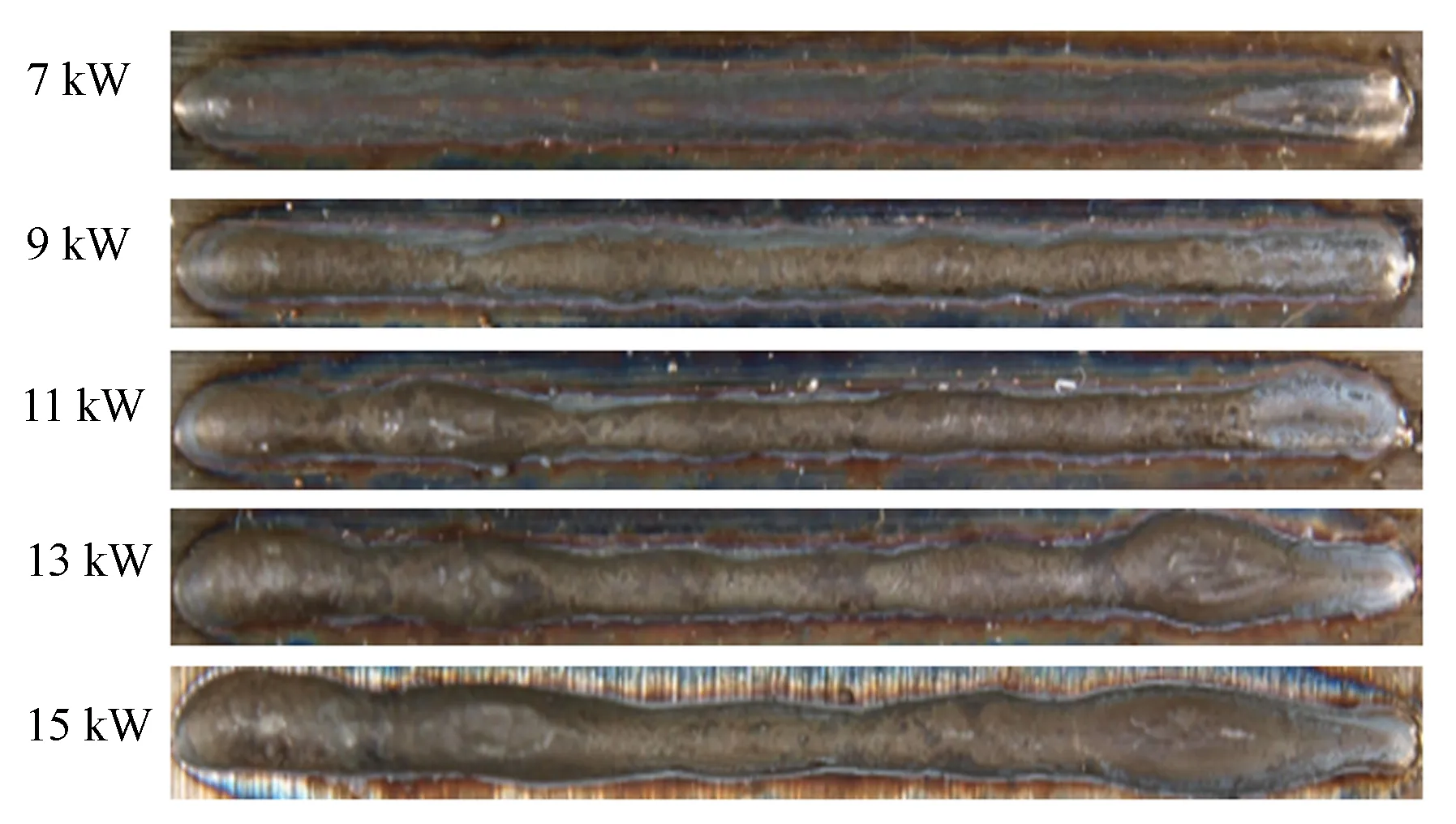
(a) 焊縫俯視圖(a) Vertical view of weld seams
(b) 焊縫側視圖(b) Lateral view of weld seams圖7 不同激光功率下的焊接結果Fig.7 Weld seam configurations under different laser powers
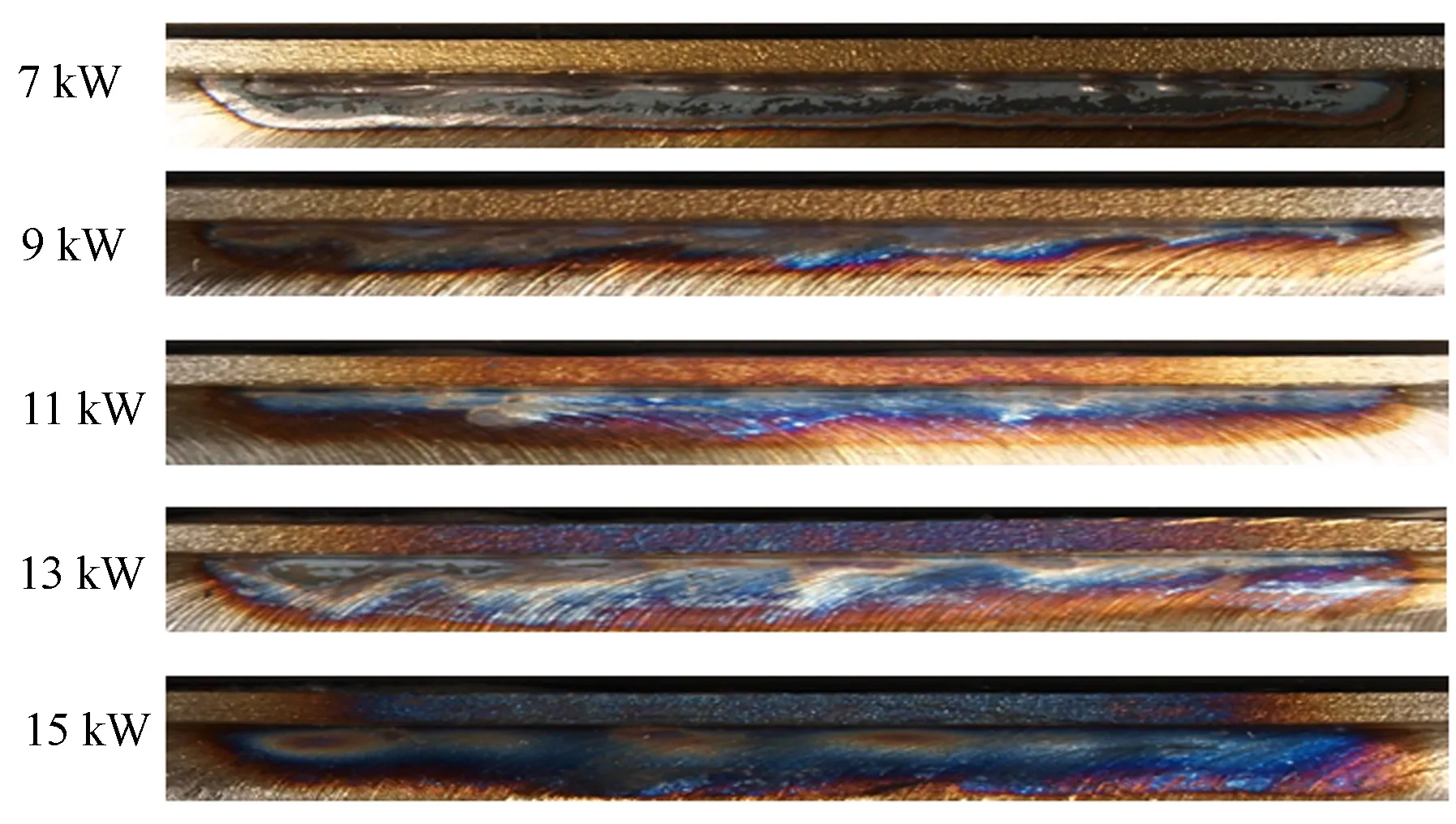
(a)焊寬和熔深的平均值 (b)φ1 & φ2 & φ3的平均值(a) Mean values of w and r (b) Mean values of φ1,φ2 and φ3

(c)S和F的平均值 (d)H和E的平均值(c) Mean values of S and F (d) Mean values of H and E圖8 熔寬、熔深和特征參數的平均值Fig.8 Mean values of weld width(w) and penetration(r) and configuration parameters
使激光功率P從7 kW增大至15 kW,以觀察各個特征參數的變化特性,焊縫如圖7所示。對各焊接試驗過程中拍攝得到的熔池圖像序列進行特征提取并計算各個特征參數,圖8(a)為熔寬和熔深的平均值,3個不變矩特征參數的平均值如圖8(b)所示,兩個形狀特征參數的平均值如圖8(c)所示,兩個X射線特征參數的平均值如圖8(d)所示。
由圖8可以看出,隨著激光功率P的增加,匙孔深度H與焊縫熔寬和熔深的變化趨勢一致,先減小后增大,φ1,φ2,φ3先增大后減小。S逐漸增大,E和F則逐漸減小,且這3個特征參數在激光功率為11 kW時出現了較大幅度的波動。
結合各焊縫實物圖及其平均熔寬和平均熔深可知,當激光功率小于9 kW時,焊接過程較為穩定,此時焊縫整齊均勻,各個參數變化不明顯。當激光功率達到9 kW時,焊接過程開始不穩定,由于T型焊件下方寬度較窄,原本隨激光功率增大而增大的熔池,從兩邊側漏而減小,導致此時熔寬和熔深都急劇減小,匙孔深度H也隨之減小。
當激光功率達到11 kW時,焊縫表面形成了明顯的焊瘤,此時隨著匙孔內蒸發量的增加,匙孔深度H增大,表面匙孔尺寸S在蒸氣壓力減小的條件下會急劇縮小,隨著激光功率P的繼續增加,由于熔池的側漏,匙孔內部體積并未過多增加,使得孔內蒸氣壓力增大,匙孔尺寸繼續增加。綜上可知,H和S能正面反映焊縫的焊接狀態,φ1,φ2,φ3,E和F同樣可以顯示出相應的規律。
4 BP神經網絡預測模型
4.1主成分分析法的特征變換
主成分分析法是從一組特征中計算出一組按重要性從大到小排列的新特征,它們是原有特征的線性組合,并且相互之間是不相關的,常被用來解決特征提取和選擇的問題。通過主成分分析法進行特征變換能夠消除各特征參數之間的相關性,在降低特征空間維數和減少計算量的同時,保留了原始特征的主要信息[13]。對5組試驗所得數據進行主成分分析,得到的各主成分的變化曲線如圖9所示。
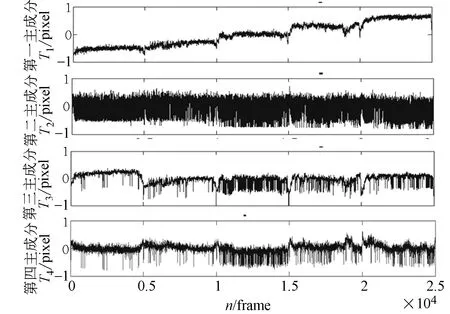
圖9 主成分特征參數曲線Fig.9 Configuration parameter curves of principal components
4.2構造BP神經網絡預測模型
BP神經網絡是一種前向型人工神經網絡的結構形式,通過訓練使網絡具有預測能力和聯想記憶,能有效反映多因素之間的復雜關系[14-15]。建立3個焊縫成形預測模型,分別以X1=[P,S,F,φ1,φ2,φ3]、X2=[P,S,F,φ1,φ2,φ3,H,E]和X3=[T1,T2,T3,T4]作為BP神經網絡的輸入量,熔寬預測值W和熔深預測值R作為輸出量,學習速率為0.001,最大訓練次數為1 000,訓練精度為0.000 1。將各個特征參數歸一化處理得到25 000組數據,并將任意20 000組數據作為訓練集,其余5 000組數據則作為測試集。為了更直觀地比較預測值與實際值的逼近程度,定義焊縫寬度預測值W和熔深預測值R的絕對誤差平均值分別為:

(9)
(10)
式中:Wi為熔寬預測值,wi為實際熔寬,Ri為熔深預測值,ri為實際熔深,N為測試集數量。對于隱含層不同節點數,3個焊縫成形預測模型的兩個絕對誤差平均值e1和e2如表1所示。
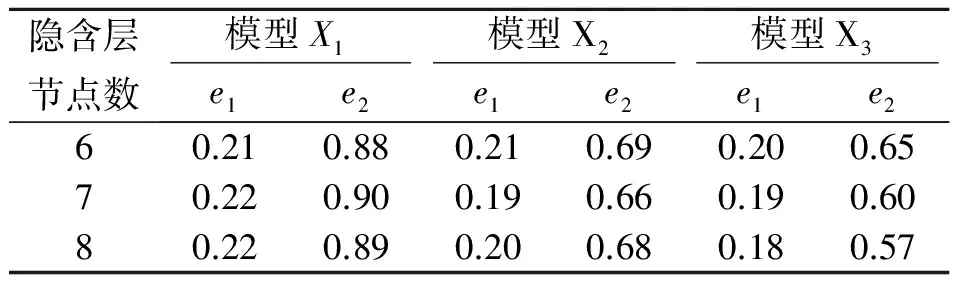
表1 不同隱含層節點數三個神經網絡預測模型的絕對誤差平均值
4.3BP神經網絡預測模型結果分析
在不同隱含層節點數時,3個焊縫寬度預測模型的絕對誤差平均值e1和e2分別在隱含層節點數為6,7和8得到了最小值。比較可知,模型X2的e1和e2分別比模型X1要小約0.02 mm和0.22 mm左右。模型X3的e1和e2分別比模型X1要小約0.01 mm和0.09 mm左右。此時5 000個測試集通過模型X3計算得到相應的預測值,取其中100個熔寬和熔深的預測值與實際值進行對比,結果如圖10所示。可以發現,兩個焊縫成形參數預測值的變化趨勢與實際值的變化趨勢基本吻合,這說明此時模型選取的輸入特征能準確地反映出實時的焊縫成型狀態。
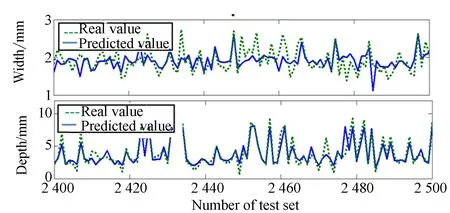
圖10 焊縫成形預測偏差Fig.10 Prediction errors of weld formation
模型預測結果表明,通過近紅外視覺圖像得到的匙孔不變矩特征參數和匙孔形狀特征參數均能很好地反映實際的焊接質量,再融合X射線視覺圖像所得到的特征參數,大大降低了焊縫成形預測的絕對誤差平均值。最后將通過主成分分析得到的主成分特征作為BP神經網絡的輸入,其輸出就能更好地逼近實際值,從而實現焊接狀態的實時評估。焊縫成形預測過程中采用了較少的測試集,這表明在實際的焊接狀態在線監控過程中,利用較低速率的攝像機采集圖像可以減少圖像處理量,滿足在線監控的實時性要求。
5 結 論
本文在大功率盤形激光焊接過程中,應用近紅外高速攝像機和X射線視覺成像系統攝取熔池瞬時信息,并計算出匙孔不變矩特征參數和匙孔形狀特征參數。兩個傳感器的匙孔特征參數統計規律表明,若匙孔不變矩、匙孔面積和深度值較小,而最前端點縱坐標和剖面熵值較大,則焊接質量較好;反之,焊接質量較差。對試驗數據進行主成分分析并建立BP神經網絡焊縫成形預測模型,表明兩個傳感器的匙孔特征參數信息融合時,焊縫熔寬和熔深的絕對誤差平均值達到0.18 mm和0.57 mm,比單個傳感器要小約0.03 mm和0.31 mm左右,可以有效反映實際的焊接狀態。
6 致 謝
感謝日本大阪大學接合科學研究所片山實驗室提供的焊接試驗幫助。
[1]崔麗,李曉延,賀定勇,等. 5A90鋁鋰合金激光焊焊縫微觀組織特征[J]. 焊接學報,2010,31(9):77-80.CUI L, LI X Y, HE D Y,etal.. Microstructure investigation of Nd∶YAG laser welded 5A90 aluminum-lithium alloys[J].TransactionsofTheChinaWeldingInstitution, 2010, 31(9):77-80. (in Chinese)
[2]陳玉華,戈軍委,劉奮成,等. TiNi形狀記憶合金/鈦合金異種材料激光焊[J]. 光學 精密工程,2014,22(8):2075-2080. CHEN Y H, GE J W, LIU F CH,etal.. Micro laser welding of dissimilar materials between TiNi shape memory alloy and titanium alloy[J].Opt.PrecisionEng., 2014, 22(8):2075-2080. (in Chinese)
[3]GAO X D, SUN Y. Monitoring of high-power disk laser welding of type 304 austenitic stainless steel based on keyhole dynamic characteristics[J].Insight-Non-DestructiveTestingandConditionMonitoring, 2014, 56(6):312-317.
[4]汪任憑, 雷永平, 史耀武. 激光深熔焊中匙孔形成過程的動態模擬[J]. 焊接學報, 2010, 31(11):38-40.WANG R P, LEI Y P, SHI Y W. Numerical simulation of keyhole formation process in laser deep penetration welding[J].TransactionsofTheChinaWeldingInstitution, 2010, 31(11):38-40. (in Chinese)
[5]ZHANG T, WU C S, FENG Y H. Numerical analysis of heat transfer and fluid flow in key hole plasma arc welding[J].Numer.HeatTr.A-Appl., 2011,60(8): 685-698.
[6]ZOU J L, WU S K, YANG W X,etal.. A novel method for observing the micro-morphology of keyhole wall during high-power fiber laser welding[J].Mater.Design, 2015, 89:785-790.
[7]KIM J, DENG C, OH S,etal.. Electro dynamic simulation of energy absorption in laser keyhole welding of zinc-coated and uncoated steel sheets[J].J.Mater.Process.Tech., 2016, 231:412-421.
[8]MENG C, LU F G, CUI H C,etal.. Research on formation and stability of keyhole in stationary laser welding on aluminum MMCs reinforced with particles[J].Int.J.Adv.Manuf.Tech., 2013, 67(9):2917-2925.
[9]YOU D Y, GAO X D, KATAYAMA S. Multiple-optics sensing of high-brightness disk laser welding process[J].NDT&EInternational, 2013, 60(2):32-39.
[10]楊舒, 王玉德. 基于Contourlet變換和Hu不變矩的圖像檢索算法[J]. 紅外與激光工程, 2014, 43(1):306-310.
YANG SH, WANG Y D. Image retrieval algorithm based on Contourlet transform and Hu invariant moments[J].InfraredLaserEng., 2014, 43(1):306-310. (in Chinese)
[11]WU G, WU CH F, HOU Q Y,etal.. Target location method based on invariable moment feature matching[J].Opt.PrecisionEng., 2009, 17(2):460-468.
[12]曹建農. 圖像分割的熵方法綜述[J]. 模式識別與人工智能,2012,25(6):958-971.
CAO J N. Review on image segmentation based on entropy[J].Patt.Recogn.Artif.Intell., 2012, 25(6):958-971. (in Chinese)
[13]李海森,張艷寧,姚睿,等. 基于主成分分析的直線運動模糊參數估計[J].光學 精密工程,2013,21(10):2656-2663.
LI H S, ZHANG Y N, YAO R,etal.. Parameter estimation of linear motion blur based on principal component analysis [J].Opt.PrecisionEng., 2013, 21(10):2656-2663. (in Chinese)
[14]GAO X D, SUN Y, KATAYAMA S. Neural network of plume and spatter for monitoring high-power disk laser welding[J].Int.J.Precis.Eng.Man., 2014, 1(4):293-298.
[15]秦國華,謝文斌,王華敏. 基于神經網絡與遺傳算法的刀具磨損檢測與控制[J]. 光學 精密工程,2015,23(5):1314-1321.
QING G H, XIE W B, WANG H M. Detection and control for tool wear based on neural network and genetic algorithm[J].Opt.PrecisionEng., 2015, 23(5):1314-1321. (in Chinese)

高向東(1963-),男,河南鄭州人,教授,博士生導師,1998年于華南理工大學獲得博士學位,研究方向為焊接自動控制。E-mail:gaoxd666@126.com

李竹曼(1991-),女,湖北荊州人,碩士研究生,主要從事激光焊接技術方面的研究。E-mail:lzm_0805@163.com
(版權所有未經許可不得轉載)
Analysis of laser welding keyhole characteristics based on near-infrared high speed camera and X-ray sensing
GAO Xiang-dong*,LI Zhu-man,YOU De-yong, ZHANG Nan-feng
(School of Electromechanical Engineering, Guangdong University ofTechnology,Guangzhou510006,China)*Correspondingauthor,E-mail:gaoxd666@126.com
As the characteristic parameters of a multi-sensing keyhole reflect effectively the welding quality of high power lasers, this paper researches the extraction method of keyhole characteristic information and establishes a prediction model for welding formation. By taking a high power disk laser to weld 304 austenitic stainless steel plates for an example, a near-infrared high-speed camera and an X-ray vision imaging system were used to capture the molten images in welding processing and to obtain the keyhole region by image processing. The invariant moment characteristics were extracted from near-infrared visual images by the moment method, meanwhile the keyhole area and ordinate value of the keyhole forefront were calculated as the characteristic parameters. Depth and entropy of the keyhole were extracted from X-ray visual images. In different laser powers, the keyhole characteristics were obtained and three BP (Back Propagation) neural network models were set up through feature fusion of all the characteristic parameters. The relationship between the keyhole formation, welding condition and welding state was explored and the on-line monitoring for welding process was implemented. Experimental results show that the average absolute value of relative errors between predictive and measured values of weld width and penetration are 0.18 mm and 0.57 mm, respectively through fusion analysis and principal component analysis on characteristic parameters of two sensors, and they have been reduced by about 0.03 mm and 0.31 mm as compared with that of a single sensor. The proposed method can be applied to monitoring high-power disk laser welding quality in real time.
high-power disk laser welding; stainless steel plate; keyhole characteristic; weld forming prediction; feature fusion; near-infrared analysis; X-ray analysis
2016-06-22;
2016-08-12.
廣東省重大科技項目專項資金資助項目(No.2014B090921008);廣州市科學研究專項資金資助項目(No.201510010089);廣東省協同創新與平臺環境建設專項資金資助項目(No.2015B090901013);廣東省科技發展專項資金資助項目(No.2016A010102015);佛山市科技創新專項資金資助項目(No.2014AG10015)
1004-924X(2016)10-2400-08
TG456.7
Adoi:10.3788/OPE.20162410.2400
猜你喜歡
數學小靈通·3-4年級(2024年2期)2024-05-15 02:02:28
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
世界科學技術-中醫藥現代化(2020年2期)2020-07-25 02:05:36
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
當代陜西(2019年10期)2019-06-03 10:12:04
制造技術與機床(2018年12期)2018-12-23 02:40:58
數學小靈通·3-4年級(2017年9期)2017-10-13 08:10:54
制造業自動化(2017年2期)2017-03-20 14:26:13