五軸數(shù)控加工非線性誤差建模與控制
2016-11-15 10:24:10程德蓉
科技資訊 2016年19期
程德蓉
DOI:10.16661/j.cnki.1672-3791.2016.19.126
摘 要:針對(duì)五軸加工旋轉(zhuǎn)軸旋轉(zhuǎn)運(yùn)動(dòng)引起的非線性誤差,建立了三維空間復(fù)雜曲面工件的非線性誤差模型,提出了基于平滑刀軸矢量插入補(bǔ)償點(diǎn)的方法來(lái)控制非線性誤差,從而保持旋轉(zhuǎn)軸速度和加速度的連續(xù)性。仿真實(shí)驗(yàn)驗(yàn)證了風(fēng)扇葉片加工非線性誤差的有效控制。
關(guān)鍵詞:五軸加工 非線性誤差 曲面插值 平滑刀軸矢量
中圖分類(lèi)號(hào):TG659 文獻(xiàn)標(biāo)識(shí)碼:A 文章編號(hào):1672-3791(2016)07(a)-0126-02
針對(duì)五軸加工非線性誤差分析與控制,眾多學(xué)者開(kāi)展了大量研究,文獻(xiàn)[1]-[2]闡明了誤差產(chǎn)生的原理及采用自適應(yīng)線性化法來(lái)控制;文獻(xiàn)[3]-[4]提出通過(guò)控制首末刀軸矢量在確定的平面上運(yùn)動(dòng)的刀位軌跡控制和刀軸矢量平面插補(bǔ)具體算法來(lái)減小非線性誤差的產(chǎn)生。以上方法都是基于刀位文件的單一刀路數(shù)據(jù)來(lái)分析的非線性誤差,沒(méi)有考慮復(fù)雜理論曲面在三維空間下的信息,必然會(huì)影響其計(jì)算精度。因此對(duì)非線性誤差控制有必要進(jìn)一步研究。
1 非線性誤差空間數(shù)學(xué)模型分析
在三維空間下,非線性誤差理論上可表述為:在插補(bǔ)程序段內(nèi),機(jī)床各軸的線性插補(bǔ)運(yùn)動(dòng)使刀具沿加工工件加工表面作切削加工包絡(luò)運(yùn)動(dòng),形成包絡(luò)面即為實(shí)際加工軌跡,此包絡(luò)面到加工工件加工表面上各點(diǎn)的法向距離稱(chēng)為該程序段的非線性誤差[2],一般取最大值距離為非線性誤差值。在插補(bǔ)程序段內(nèi),已知加工工件幾何模型表面與實(shí)際切削加工表面,建立三維空間的非線性誤差求解模型。在插補(bǔ)程序段內(nèi)任取4個(gè)相鄰刀具切觸點(diǎn)、、、。以此4點(diǎn)為頂點(diǎn),與工件幾何模型表面相對(duì)應(yīng)的曲面區(qū)域記為,與實(shí)際切削表面相對(duì)應(yīng)的曲面區(qū)域記為,為上任意點(diǎn),令到的投影為,則最大非線性誤差為。
2 平滑刀軸矢量的非線性誤差補(bǔ)償控制
2.1 插入補(bǔ)償點(diǎn)
理想自由曲面沿U、V兩個(gè)參數(shù)線方向張開(kāi),參考NURBS曲面插值思想,先固定U參數(shù)線方向的系列值,曲面便離散成V向參數(shù)的系列曲線組,曲線、曲線即曲面、為離散的結(jié)果。以相鄰刀具切觸點(diǎn)、為頂點(diǎn)的曲線、分別為沿v方向的理想軌跡和實(shí)際軌跡,最大非線性誤差在兩個(gè)刀具切觸點(diǎn)的中點(diǎn)附近[2]。因此插補(bǔ)在理想軌跡的中點(diǎn)的補(bǔ)償點(diǎn)即為V向插補(bǔ)點(diǎn)。同類(lèi)似方法在u參數(shù)方向上插補(bǔ)點(diǎn)減小u參數(shù)方向上的行距值,即過(guò)此補(bǔ)償點(diǎn)形成v方向的理想軌跡曲線,即為U向插入補(bǔ)償曲線。
2.2 插補(bǔ)點(diǎn)刀軸方向矢量的確定
要實(shí)現(xiàn)五軸聯(lián)動(dòng),須求出補(bǔ)償點(diǎn)的位置和兩個(gè)轉(zhuǎn)動(dòng)軸的轉(zhuǎn)動(dòng)角度。要控制刀軸方向,須確定加工曲面的法線。根據(jù)NURBS曲面理論,固定參數(shù),此曲面則成為只關(guān)于參數(shù)的一元函數(shù),表示以為參數(shù)的系列曲線,稱(chēng)為線;同理可得曲線為線。因此,當(dāng)固定參數(shù)時(shí)得線關(guān)于的偏導(dǎo)矢稱(chēng)為線的向切矢;同理得出線的向切矢。曲面在點(diǎn)處切平面的單位法矢為:
(1)
設(shè)A、C軸的旋轉(zhuǎn)運(yùn)動(dòng)分別為、,、分別為A、C軸的旋轉(zhuǎn)變換矩陣。由機(jī)床刀具坐標(biāo)系與工件坐標(biāo)系的逆向運(yùn)動(dòng)學(xué)反解可得曲面的刀軸矢量插補(bǔ)的旋轉(zhuǎn)角為:
(≤≤) (2)
或(0≤≤) (3)
3 結(jié)語(yǔ)
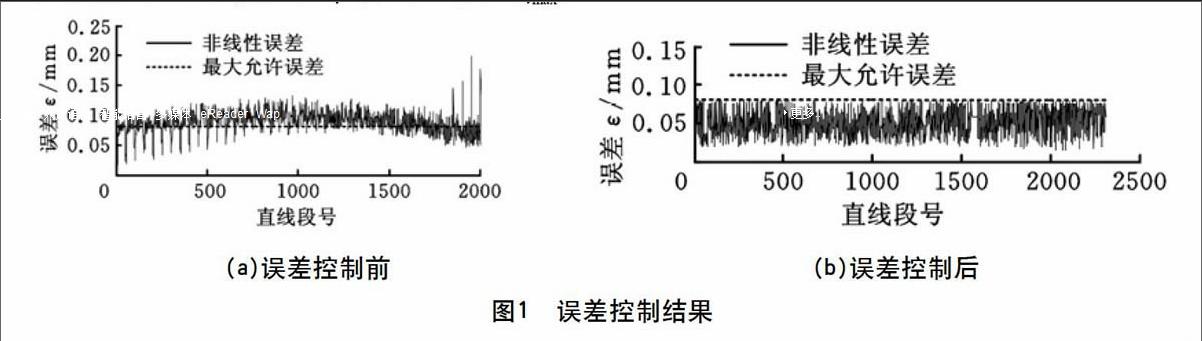
以風(fēng)扇葉片為例,設(shè)定最大容許誤差為0.07 mm,如圖1所示水平虛線,采用基于平滑刀軸矢量插入補(bǔ)償點(diǎn)的補(bǔ)償控制策略解算非線性誤差,補(bǔ)償控制前,最大誤差為0.2 mm,超出了最大容許誤差范圍;補(bǔ)償控制后,誤差值均在容許范圍內(nèi)。仿真實(shí)驗(yàn)結(jié)果得出,曲面插值越密,誤差越小;基于平滑刀軸矢量插入補(bǔ)償點(diǎn)的補(bǔ)償算法能有效減小非線性誤差和實(shí)現(xiàn)刀軸矢量的平穩(wěn)變化,驗(yàn)證了該算法的有效性、實(shí)用性。
參考文獻(xiàn)
[1] 楊旭靜,周元生,陳澤生,等.五軸數(shù)控加工中旋轉(zhuǎn)軸運(yùn)動(dòng)引起的非線性誤差分析及控制[J].機(jī)械工程學(xué)報(bào),2012,48(3):140-146.
[2] 吳大中.五軸聯(lián)動(dòng)數(shù)控加工非線性誤差控制及后置處理[D].上海:上海交通大學(xué),2007.
[3] 耿聰,于東,張曉輝.五軸聯(lián)動(dòng)數(shù)控加工中的刀具軌跡控制算法[J].中國(guó)機(jī)械工程,2010,21(24):2904-2909.
[4] 樊留群,齊黨進(jìn),沈斌,等.五軸聯(lián)動(dòng)刀軸矢量平面插補(bǔ)算法[J].機(jī)械工程學(xué)報(bào),2011,47(19):158-162.
