異型閥門檢驗快速接頭的研究
2016-11-16 05:46:06毛升好杜立劍
石油工業技術監督 2016年10期
關鍵詞:閥門
李 祚,毛升好,張 征,南 斌,王 南,杜立劍
1.中國石油長慶油田分公司技術監測中心(陜西西安710018)
2.中國石油長慶油田分公司第一采氣廠(寧夏銀川750006)
3.中國石油大慶油田裝備制造集團檢測中心(黑龍江大慶163513)
■質量安全論壇
異型閥門檢驗快速接頭的研究
李祚1,毛升好1,張征2,南斌1,王南3,杜立劍1
1.中國石油長慶油田分公司技術監測中心(陜西西安710018)
2.中國石油長慶油田分公司第一采氣廠(寧夏銀川750006)
3.中國石油大慶油田裝備制造集團檢測中心(黑龍江大慶163513)
針對油氣田小通徑異型閥門質量檢驗過程中的技術難題,結合異型閥門的結構特點和現有的檢驗技術,查閱了相關標準,引入了先進的快速螺紋連接器。通過軟管連接到試驗機,并從閥門固定和確定螺紋種類兩方面對檢驗裝置提出了改進建議。
異型閥門;質量檢驗;快速螺紋連接器;螺紋
1 異型閥門簡介
異型閥門特指形狀結構奇特的小通徑閥門,主要為針形截止閥和球閥,公稱通徑包括DN3、6、10、15、20、25、32、40mm,公稱壓力1.6~42MPa,多用于石油天然氣工藝管路上,有直通式、角式、異軸式、三通式等多種,連接方式主要為內螺紋、外螺紋、卡套、焊接,材料主要為不銹鋼和少量銅制。
以下為檢驗中最常見的幾種異型閥門,如圖1所示。
2 現有的檢驗技術
前往多個閥門制造和檢驗單位調研,目前國內檢驗異型閥門的設備主要采用上下頂壓式,見圖2。
通過上下對夾固定閥門,同時利用端面密封。上下對夾的方式只能解決直通式的閥門試驗,對結構復雜的閥門無法進行試驗。
為解決不同軸異型閥門檢驗問題,觀察到絕大多數異型閥門都是采用螺紋連接。采用卡套、焊接連接端的異型閥門,其中大部分拆下部件后也可轉變為螺紋。為進一步驗證可行性,查閱了相關標準。
3 異型閥門相關標準規定
3.1相關標準
3.1.1JB/T 7747-2010《針形截止閥》[1]
閥體連接端的形式有:焊接、螺紋連接和卡套連接等。內螺紋連接應采用圓錐管螺紋,圓錐管螺紋應符合GB/T 7306.2-2000和GB/T 12716-2002的規定。螺紋尺寸與公稱尺寸DN的對應關系見表1。
外螺紋連接采用管螺紋或普通螺紋,采用管螺紋時應符合GB/T 7307-2001的規定;采用普通螺紋時應符合GB/T 196-2003、GB/T 197-2003的規定。螺紋尺寸與公稱尺寸DN的對應關系按JB/T 1754-2008的規定或按訂貨合同的要求選用。外螺紋連接采用普通螺紋時,連接端應帶有接頭、接頭螺母和接頭墊等零件、接頭、接頭螺母和接頭墊按JB/T 1754-2008的規定或訂貨合同的要求。

表1 內螺紋尺寸與公稱尺寸的對應關系
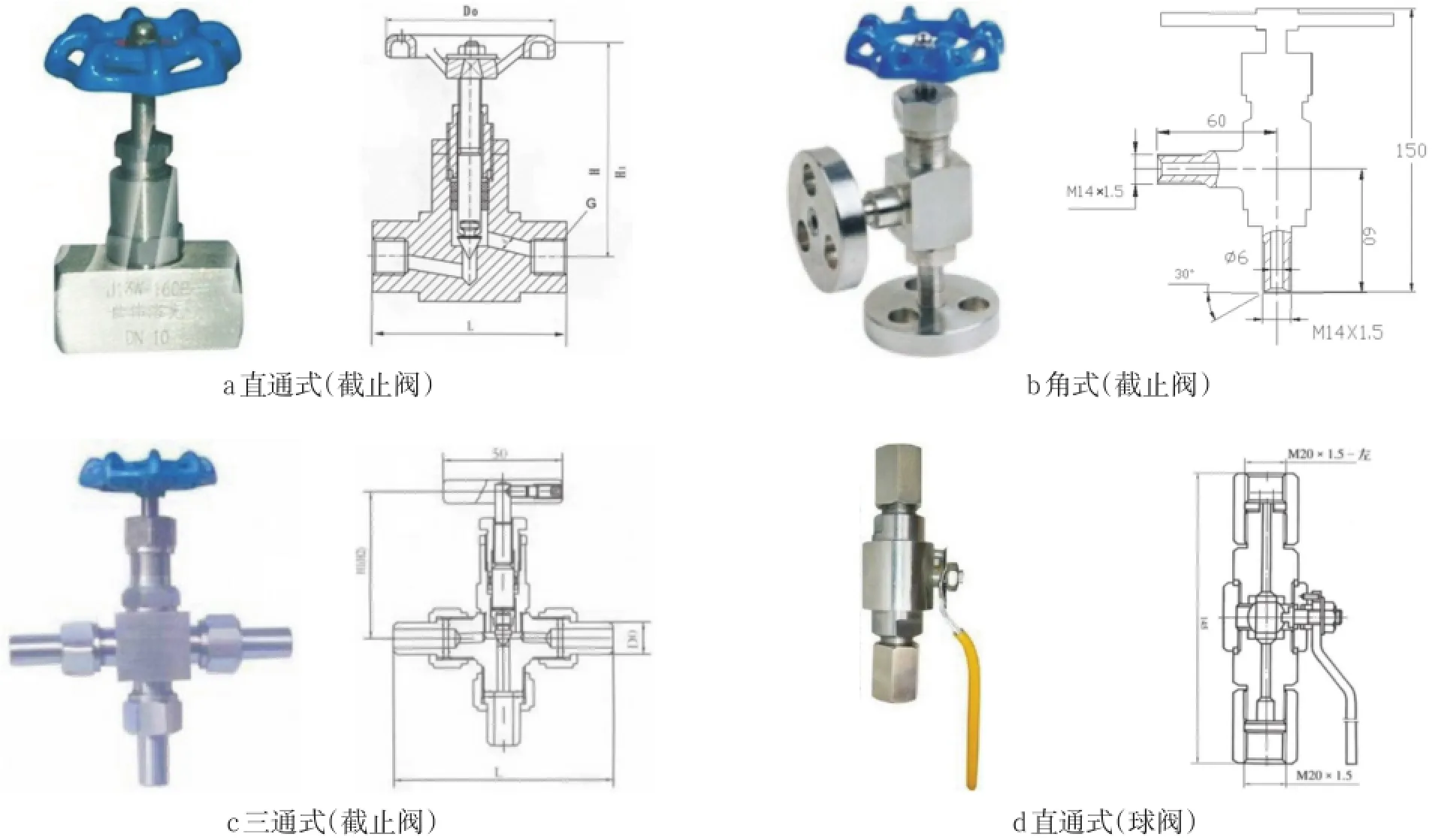
圖1 常見異型閥門
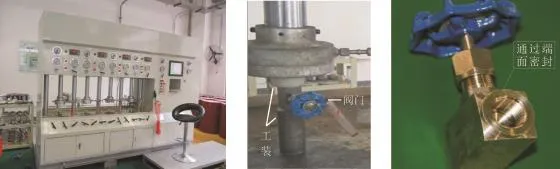
圖2 上下對夾式密封
3.1.2GB/T12224-2005《鋼制閥門一般要求》
螺紋連接端:端部連接應符合GB/T 7306-2000規定的55°密封管螺紋。如果用戶提出要求,也可以按GB/T 12716-2002規定的60°密封管螺紋。
3.1.3GB/T 12237一2007《石油、石化及相關工業用的鋼制球閥》
螺紋連接端,螺紋按GB/T 7306.2的規定,螺紋端的最小壁厚按相關規定;螺紋孔應與閥體通道同軸,在端部應當有一個螺紋齒高度一半的倒角。訂貨合同另有要求時按訂貨合同要求。
3.1.4GB/T 21385-2008《金屬密封球閥》
內螺紋連接端的螺紋按GB/T 7306-2000的規定,或按訂貨合同的要求。
3.2標準匯總
通過對標準進行總結,可以發現,主要的螺紋型號如表2所示。
針對異型閥門連接端多為螺紋的特點,考慮到可以改變上下頂壓對夾的方式,改為螺紋連接[2]。然而目前的螺紋連接基本靠手擰緊,在螺紋部分還需要纏繞密封帶,如果運用到閥門檢驗上,將產生很大的勞動量,效率也低下。而閥門的壓力試驗只需要臨時密封,為滿足批量化檢驗的要求,需要一種新型的螺紋快速連接方法。

表2 螺紋種類匯總
4 改進措施
4.1采用先進連接技術
采用美國進口的快速螺紋連接器,只需通過操作手柄即可能瞬間連接和密封螺紋接頭,免除了人工手擰螺紋的費時、費力操作,提高生產效率[3]。內置拼合螺紋夾爪設計,無須扭力扳手或密封膠,連接器都能安全可靠地跟測試件密封連接,構造堅固耐用,見圖3。

圖3 螺紋連接器
工作原理:連接器的螺紋分為幾瓣,套在工件的螺紋上后,分瓣的螺紋收縮或者膨脹,與工件螺紋咬合,依靠螺紋端部的O型圈實現軟密封[4]。
夾緊和密封設計在壓力不斷變化下,連接器也能緊緊地抓住測試件。在工作壓力內,測試壓力越高,連接器就越能夠緊密地夾進測試件的螺紋里,密封效果就越好[5]。快速螺紋連接器主要參數見表3。
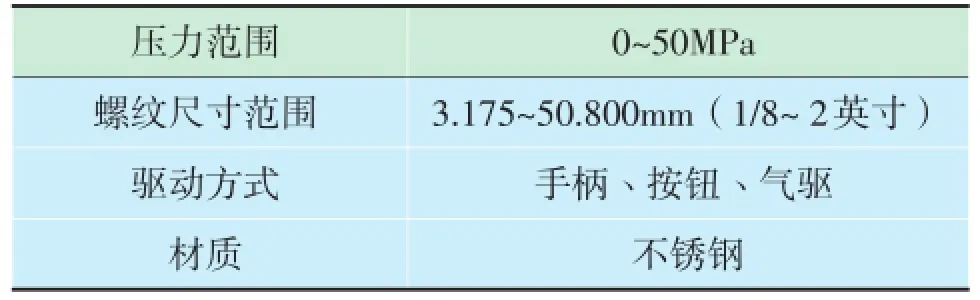
表3 快速螺紋連接器主要參數
4.2使用軟管連接
由于異型閥門結構各異,必須改變上下頂壓的連接方式,改為采用高壓軟管連接。閥門兩端連接快速接頭,再通過軟管與壓力源連接,見圖4。
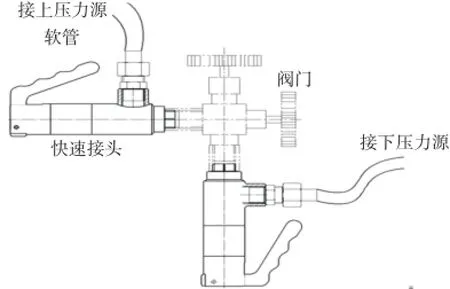
圖4 連接示意圖
5 結論與建議
1)由于采用軟管連接,必須保證閥門固定。一是防止閥門在試驗過程中飛出造成安全風險;二是固定后方便檢驗員借助工具,啟閉閥門手輪。
2)重點開展好以下兩方面工作:做好分析統計,持續統計現場螺紋規格型號,分析出占比例較大的幾類閥門螺紋型號;與閥門制造廠家、現場采購單位溝通,讓其提供螺紋規格型號等相關數據。
[1]全國閥門標準化技術委員會.針形截止閥:JB/T 7747-2010[S].北京:機械工業出版社,2010.
[2]全國閥門標準化技術委員會.工業閥門壓力試驗:GB/T 13927-2008[S].北京:中國標準出版社,2008.
[3]中國石油化工集團施工技術淄博站.閥門檢驗與管理規程:SH 3518-2013[S].北京:中國石化出版社,2013.
[4]孫廣聚,王明義,劉玉臣.閥門密封試驗裝卡方式的分析與探討[J].閥門,1996(2):7-12.
[5]陸培文.閥門的試驗與檢驗[M].北京:中國標準出版社,2010.
Aiming at the technical problems encountered in the quality inspection process of the small diameter special valves used in oil and gas fields,an advanced quick thread connector was introduced according to the structure characteristics of the special valves,the existing inspection technology and the relevant standards,and it is connected to testing machine through a hose.The improvement sug?gestions to the inspection device are put forward from the fixing of the valves and the determination of thread type.
special shape valve;quality inspection;quick thread connector;thread
李祚(1990-),男,主要從事油氣田產品質量檢驗和特種設備檢驗檢測工作。
本文編輯:左學敏2016-06-28本文編輯:尉立崗
2016-06-30
猜你喜歡
流程工業(2022年3期)2022-06-23 09:41:10
流程工業(2022年3期)2022-06-23 09:41:08
流程工業(2022年3期)2022-06-23 09:41:02
流程工業(2022年3期)2022-06-23 09:40:50
流程工業(2022年5期)2022-06-23 07:19:22
流程工業(2022年5期)2022-06-23 07:19:16
中國核電(2021年3期)2021-08-13 08:57:02
中國石油石化(2021年8期)2021-07-20 07:36:12
煤氣與熱力(2021年3期)2021-06-09 06:16:18
智富時代(2018年5期)2018-07-18 17:52:04
