CNC系統直紋面插補運算的速度控制方法研究
2016-11-19 07:13:12雷立群
吉林農業科技學院學報 2016年3期
關鍵詞:方法
雷立群
(吉林農業科技學院機械工程學院,吉林 132101)
CNC系統直紋面插補運算的速度控制方法研究
雷立群
(吉林農業科技學院機械工程學院,吉林 132101)
線接觸加工是一種新的加工方法,是利用銑刀側刃一次走刀完成對直紋面的加工,利用該方法實現的數控系統所采用的是復合插補方法。空間直線插補和圓弧插補是復合插補方法的基礎,文中深入研究了空間直線插補和圓弧插補算法及插補過程中的速度處理方式,并利用這種插補方法實現了全軟件數控系統,實驗證明該插補方法是合理可行的。
數控系統;線接觸加工;插補;速度控制
1 引言
數控系統是一種典型的多任務實時控制系統,系統中的強實時控制部分主要是插補運算和位置控制脈沖的輸出[1]。眾所周知,插補是數控機床控制刀具運動軌跡的核心,線接觸加工數控系統具有利用一條數控代碼即可實現對空間可展直紋面加工的特殊功能,對可展直紋面的加工,在插補方法上采用了復合插補方式[2]。由于空間直線插補和圓弧插補算法和方法是復合插補的基礎,文中深入研究了空間直線插補和圓弧插補算法及插補過程中的速度處理方式。
2 速度控制
速度處理因數控系統的不同而存在很大的差異。線接觸加工數控系統在速度處理上是通過將數控程序給出的速度F值(單位:mm/min)折算出在每個插補周期上實際應發脈沖的個數來實現的。數控系統中每發出一個脈沖,伺服電機就轉過一定的角度,從而帶動機床坐標向前移動一個脈沖對應的距離(稱之為脈沖當量,這里用step表示,單位:μm)。通過程序中給定的速度計算出實際應發的脈沖個數是:
V1——實際應發出的脈沖個數。
將這個脈沖個數折算到每個插補周期中速度的增量值:

V——每個插補周期速度的增量。
f——插補周期頻率。
(1)空間直線插補速度增量的計算:根據圖1,首先計算出直線段在各個坐標軸上的方向余弦為:
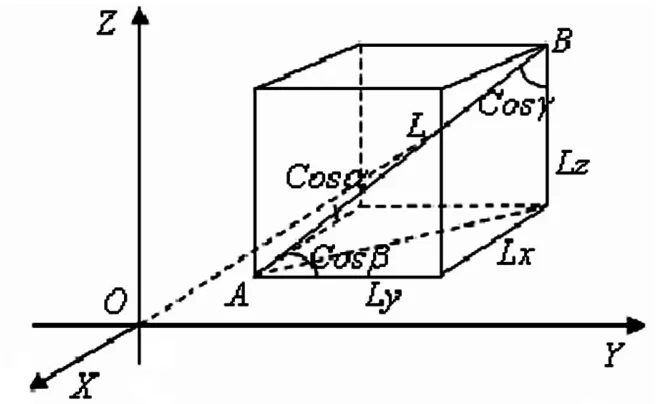
圖1 DDA空間直線插補原理
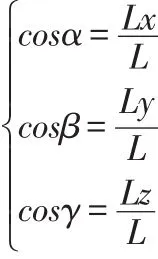
式中Lx、Ly、Lz——直線AB在X、Y、Z坐標軸投影的矢量值;
L——直線AB的長度。
各坐標軸在一個插補周期的運動步長為:
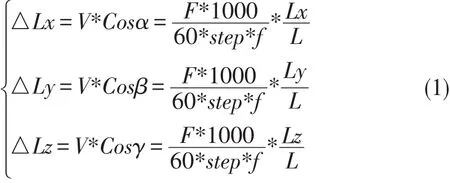
式中△Lx、△Ly、△Lz——各坐標軸在每個插補周期的運動步長。
(2)圓弧插補的速度增量:在圓弧插補時,其速度增量值V值,即每個插補周期速度的累加量,是小于一個脈沖的數值,例如當插補周期是25KHZ,速度是60mm/min時,速度的增量值為0.04,即在每個插補周期結束時,伺服驅動應向外發送0.04個脈沖當量。
3 空間直線插補
對空間直線和圓弧插補采用的是數字積分(DDA)插補法。數字積分法又稱為數字微分分析器法,是利用數字積分的原理,計算刀具沿坐標軸的位移,使刀具沿著所加工的軌跡運動。采用數字積分法進行插補,運算速度快、易于實現多坐標軸聯動或多坐標空間曲線的插補[3-4]。此外,DDA插補法每次插補輸出單個脈沖,這在進行多坐標聯動時,容易做到使各坐標軸的脈沖均勻分配。線接觸加工中,對這種方法進行了適當的改進,使其更好的適合于全軟件數控系統的加工控制。
數字積分插補法利用的是高等數學求函數y= f(x)對x積分的原理,如圖2所示,y=f(x)的積分就是此函數曲線與x軸圍成的面積S,如公式所示。
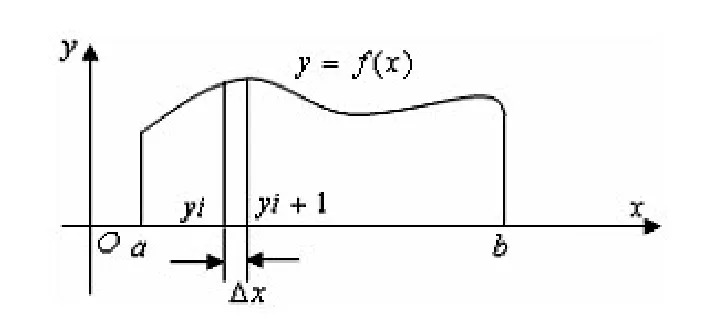
圖2 DDA插補原理
通過數字積分方法的原理可見,對函數求積分運算變成了對變量的求和運算。下面具體介紹一下DDA直線插補的過程。
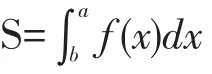
如圖3所示,對xy平面上的直線OP進行插補,刀具以勻速V從O(0,0)點運動到P(Xe,Ye)點。
圖3 直線插補速度與坐標關系
前面,通過分析計算得出了在插補運算過程中每個坐標軸的運動速度,即每個坐標軸運動的微小增量△Lx、△Ly可用公式計算得到。
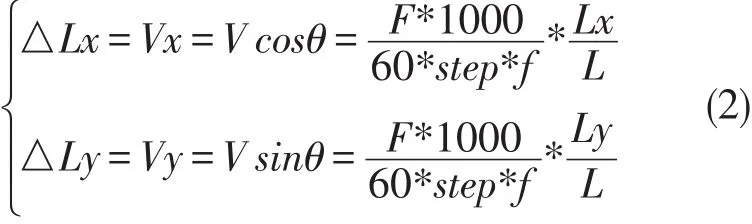
式(2)中Vx、Vy分別為x、y方向的速度,Lx、Ly分別為被加工直線段OP在x、y坐標軸投影的矢量值。
公式(2)中F、step、f、L為常數,可將公式(2)改寫為(3)的形式,其中K為常數。

從原點O運動到終點P,可以看作是各坐標每經過一個時間間隔△t(插補周期),分別以增量△Lx、△Ly同時累加的結果,從而有公式(4):
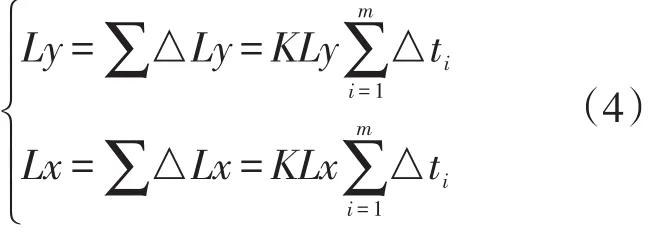
當時間間隔△t=1時,則有公式(5):

公式(5)中Km=1,有k=1/m。即在加工直線OP時,先將直線在x、y方向的矢量縮小到KLx和KLy,而后經過m次累加就可得出符合直線軌跡的坐標值。
為保證坐標軸上每次插補輸出脈沖不超過一個,必須有公式(6)成立。

公式(6)中Lx、Ly最大允許值受系統中寄存器容量所限制,假定寄存器有n位,則Xe及Ye的最大值為寄存器的最大容量值2n-1。為使公式(6)成立則有

如k=1/2n,則滿足,故累加次數m為:
根據這個原理可以做出空間直線插補器,如圖4所示。圖5是DDA空間直線插補程序的流程圖。

圖4 DDA空間直線插補器
4 圓弧插補
DDA圓弧插補方法與DDA空間直線的插補方法類似。圓弧插補時刀具是沿圓弧切線作等速運動的,如圖6所示。第一象限的逆時針圓弧AB上的一點P(x,y),在x方向的瞬時速度是Vx,y方向的瞬時速度為Vy,且有公式(7)。
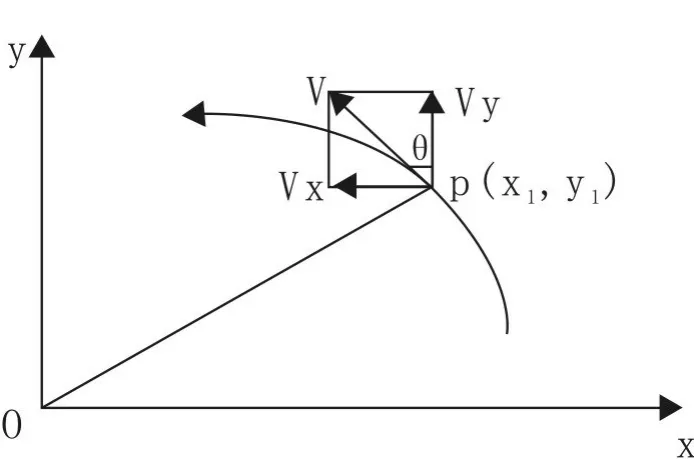
圖5 DDA空間直線插補程序的流程圖
圖6DDA圓弧插補坐標與速度的關系

其中sinθ=y/R,cosθ=x/R,P點速度和位移量之間存在下面的關系:

V為兩個方向上的合成速度,可利用公式(1)計算得到。由此可以得到x、y方向的微小位移增量分別為:
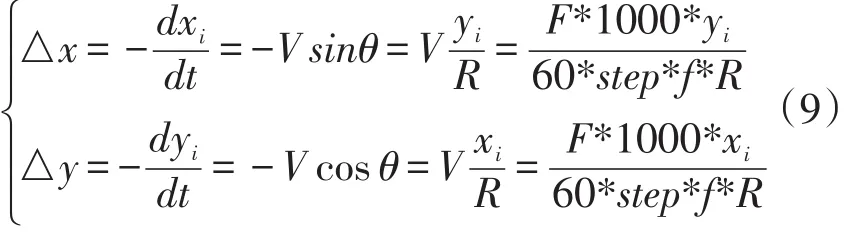
式(9)中xi,yi分別為圓弧插補時的當前點P的坐標。x,y方向的位移增量也可以用公式(10)的形式表示:
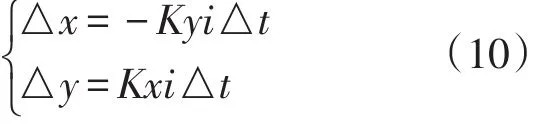
與直線插補方法一樣,亦可由求和法算出某一時刻的動點坐標,取△t=1,則有公式(11)。
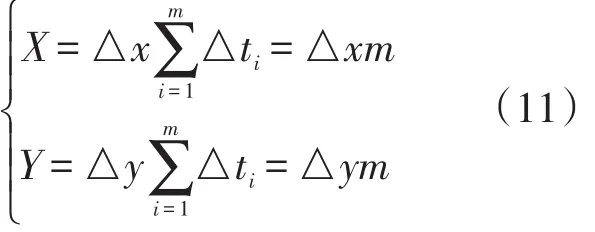
根據這個原理可做成DDA圓弧插補器,如圖7。
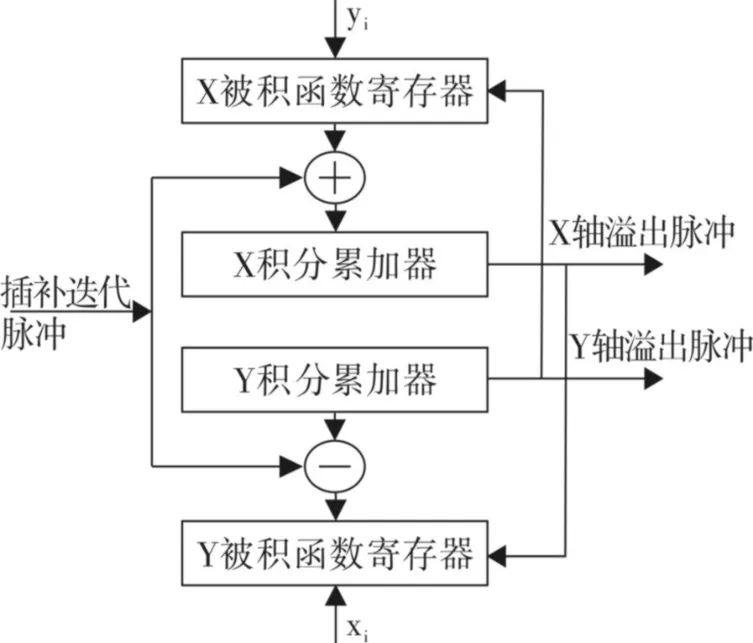
圖7 DDA圓弧插補器
DDA圓弧插補的終點判別利用兩個終點減法計數器,把x、y坐標所輸出的脈沖數|xe-x0|和|ye-y0|分別存入這兩個計數器中,x或y積分器每輸出一個脈沖,相應的減法計數器減1,當某一坐標計數器為0時,該坐標達到終點,這時,該坐標停止迭代。當兩個計數器均為0時,圓弧插補結束。圖8為DDA圓弧插補的流程圖。
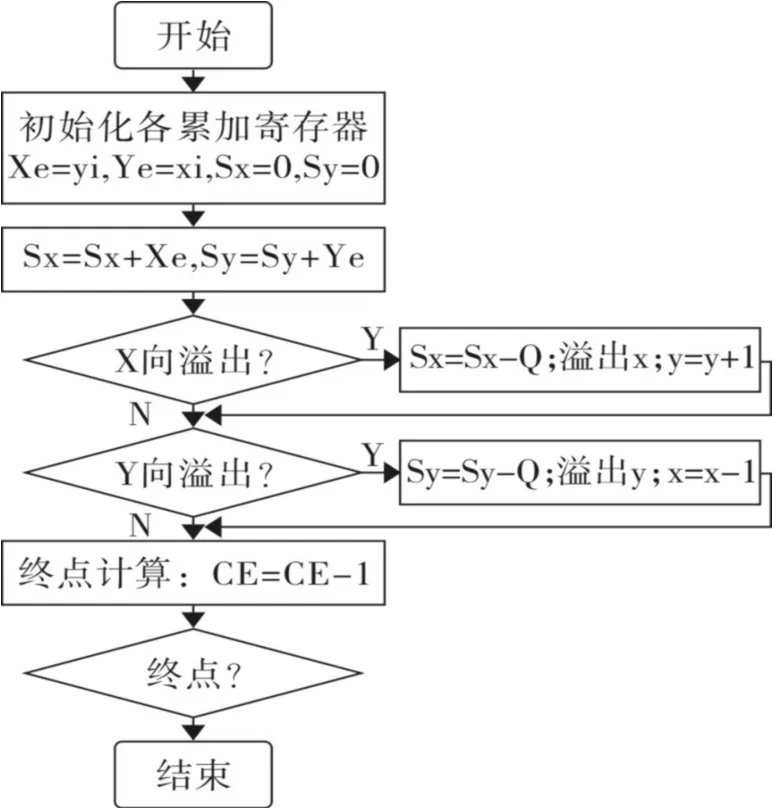
圖8 DDA圓弧插補流程圖
5 實驗及結論分析
文中采用前后臺的方式設計了Windows操作系統下數控系統的軟件結構,其中前臺軟件用C++Bulider設計完成,后臺采用WDM設備驅動程序設計實現,數控系統軟件完成對空間直線,圓弧輪廓的走刀控制,并實現對直紋面加工的插補控制過程。圖9是數控系統的控制界面和加工運動控制過程中的位置顯示界面。
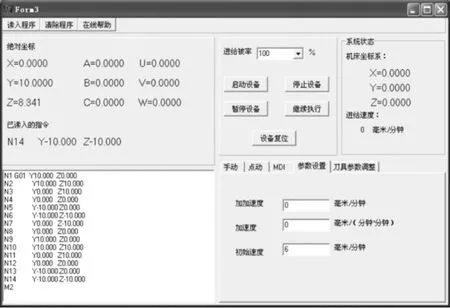
圖9 數控系統控制界面
實踐證明文中所采用的插補運算方法是可行的。
[1]WANG Kunqi,WANG Runxiao,YU Binggao,etal.Research On A Novel Approach To Multi-axis Line Contact Milling[J].International Technology And Innovation Conference,2006(11):1 494-1 498.
[2]陳蔚芳,王宏濤,薛建彬.數控技術及應用[M].科學出版社2005:84-88.
[3]朱曉春,屈 波,孫來業,等.S曲線加減速控制方法研究[J].中國制造業信息化,2006(12):38-40.
[4]朱利東,殷蘇民.基于嵌入式實時操作系統的開放式數控系統的研究[J].機床與液壓,2004(1):92-95.
責任編輯:吳艷玲
The Study about Interpolation Speed Controlling of CNC System for Straight Generatrix
LEI Liqun
(Jilin Agricultural Science and Technology University School of Mechanical Engineering,Jilin 132101)
Line contacted milling is a new processing method.The processing method uses the flank of milling cutter to process the surface of straight generatrix.The compounded milling is used for processing the straight generatrix.Because of the bases are straight and circle,interpolations of them are deeply researched,and an all software CNC is realized by the method,Experimentation showed that the method was effective.
CNC;line contacted milling;interpolation;speed control
TG659
A
2015-09-03
吉林省科技發展計劃資助項目(20090123);吉林農業科技學院青年科研基金資助項目(吉農院合字[2012]第136號)
雷立群(1977-),女,吉林省長春市人,講師,從事數控技術的教學與研究。
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56