一次成型環狀輸送帶增強骨架研發*
2016-11-21 06:08:19陳培偉
產業用紡織品 2016年8期
陳培偉
上海永利輸送系統有限公司,上海202150
?
一次成型環狀輸送帶增強骨架研發*
陳培偉
上海永利輸送系統有限公司,上海202150
在機上織造成環、無需機下接頭的輸送帶增強骨架,稱為一次成型環狀增強骨架。環狀增強骨架由于不存在接頭,具有帶體厚度波動小、噪聲低、力學性能優等特點。將織物組織結構參數相同的環狀增強骨架、傳統增強骨架制備成輸送帶,對兩者的厚度波動、噪聲和拉伸強度進行試驗和對比分析。結果表明,環狀增強骨架輸送帶的厚度波動小于傳統增強骨架輸送帶,噪聲低于傳統增強骨架輸送帶,力學性能明顯優于傳統增強骨架輸送帶。
環狀增強骨架,傳統增強骨架,輸送帶,接頭,厚度波動,噪聲,拉伸強度
輸送帶是一種具有特殊用途的柔性復合材料,主要是由柔性的增強骨架材料和涂覆在其表面的高分子材料(如聚氯乙烯、聚氨酯等)復合而成。輸送帶具有連續化、高效率、操作安全、使用簡便、維修容易,以及能縮短運輸距離、降低造價、節省人力物力等優點,現已廣泛應用于很多行業,例如物流、食品、煙草、石材、木材、娛樂、健身等[1]。輸送帶增強骨架是其結構主體,它賦予輸送帶基本的力學性能,幾乎承受工作時的全部負荷,因此需具有一定的強度和剛度。
傳統的輸送帶采用由傳統增強骨架制備的片狀基帶,人工使其自由端接頭閉合成環而制得。常用接頭方法有釘扣搭接、齒形焊接、斜面磨接等[2],如圖1所示。接頭部位的厚度往往與帶體厚度存在差異,表面平整度低,這不僅降低了物料輸送的平穩性,而且運行時噪聲較大。此外,接頭部位存在強力弱環、容易疲勞斷裂等不足。

圖1 常見輸送帶接頭方法
本文研究的輸送帶增強骨架,是先在織機上織造主體部分,然后經過人工機“收口”實現閉合而成環狀(圖2)。整個帶體不存在接頭部位,但是存在“收口”部位。從理論上講,由于該增強骨架不存在接頭部位,“收口”部位的織物組織結構參數與帶體相同,因而整個帶體圓周各個部位的狀態處處等效。這種一次成型環狀增強骨架輸送帶有效地克服了傳統輸送帶因接頭而產生的運輸不平穩、噪聲大及存在強力弱環等缺點。
本文采用經過改造的撓性劍桿織機,制備出具有一定結構的一次成型環狀增強骨架材料;然后將該骨架制作成輸送帶,測試其厚度波動、噪聲、力學性能,并與相同織物組織結構參數的傳統輸送帶的這些性能做比較,進一步探討一次成型增強骨架材料的優異性能。
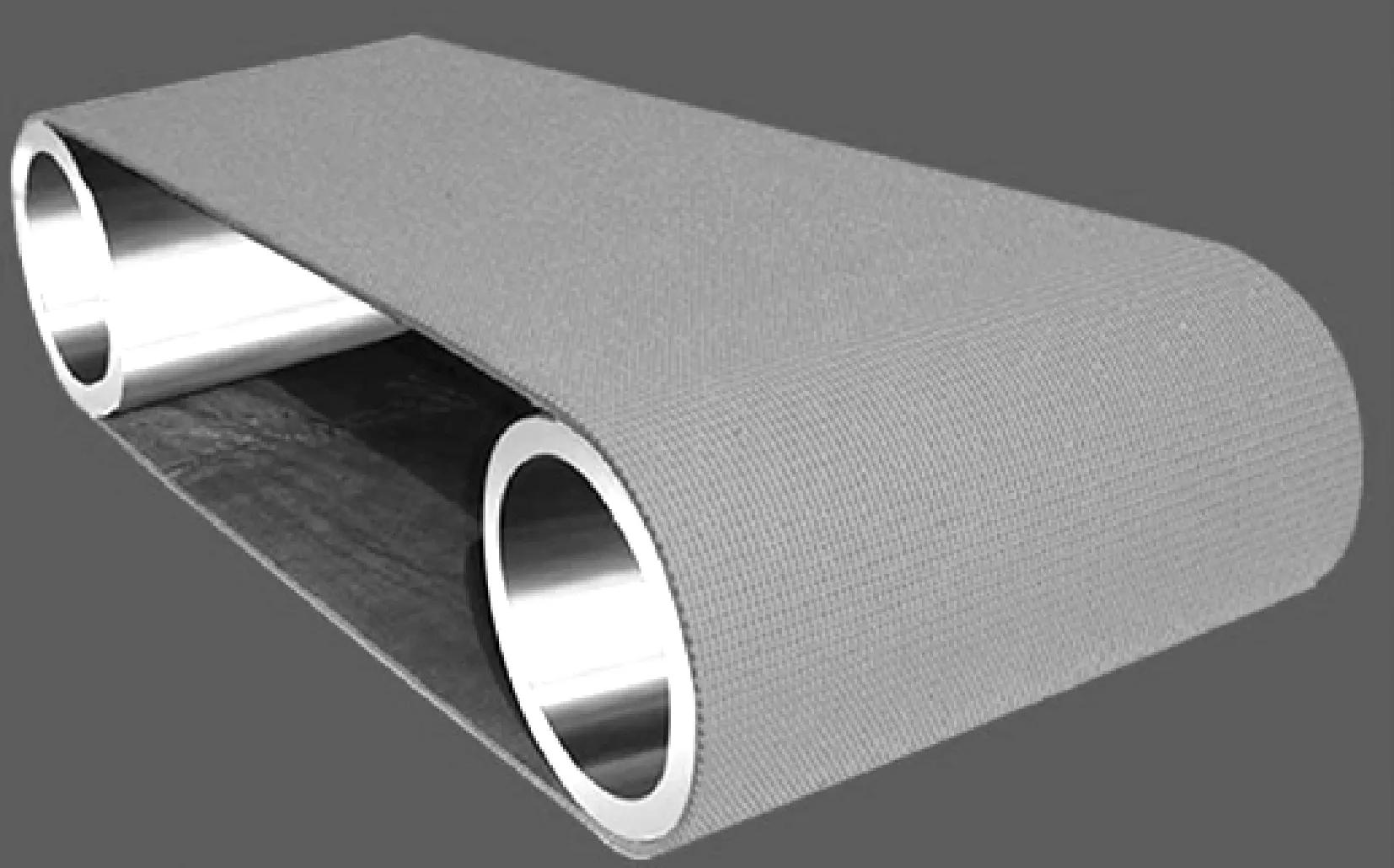
圖2 環狀增強骨架輸送帶
1 試樣準備
一次成型環狀增強骨架和傳統增強骨架采用相同的紗線織制而成,織物組織均采用二上二下經重平,如圖3所示,具體的織物參數見表1。

圖3 織物組織

試樣長度/m幅寬/cm材質線密度/tex密度/(根·cm-1)經紗緯紗經紗緯紗經紗緯紗環狀增強骨架8.1140.5純棉純棉388.7(1.5s)388.7(1.5s)13.46.7傳統增強骨架8.1140.5純棉純棉388.7(1.5s)388.7(1.5s)13.46.7
1.1 環狀增強骨架制備
普通的環狀織物織造如圖4所示。織制環狀織物時,采用兩個各自獨立的經紗系統(表經和里經)和一個緯紗系統。按照設計的織物組織的交織規律,第一梭緯紗與表經交織,此時里經全部位于下層;第二梭緯紗與里經交織,此時表經全部位于上層。之后如此循環,緯紗依次與表層、里層經紗交織,形成上、下兩層織物,同時兩層織物的邊緣相接,下機后展開即成環狀織物。上機幅寬的2倍即為環狀織物的周長,上機長度即為環狀織物的幅寬。
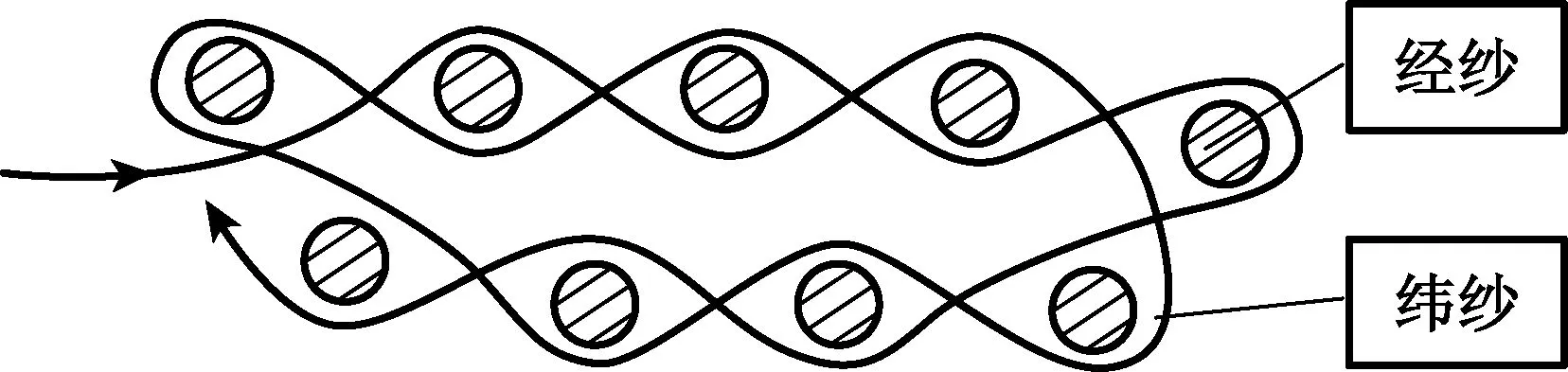
圖4 環狀織物織造示意
但是上述方法僅限于在有梭織機上使用,在劍桿織機上無法實現緯紗在織物兩側的邊緣處相連接。而且此種方法受有梭織機幅寬的影響,只能制作小周長的環狀增強骨架。本文使用經過改造的撓性劍桿織機,制備出周長達8.1m、幅寬達140cm的大周長環狀增強骨架。由于采用了獨特的生產方式,所以本文對機器型號、制作方法和織造工藝不做詳細介紹。制得的環狀增強骨架實物見圖5。

圖5 環狀增強骨架實物
1.2 傳統增強骨架制備
根據表1中的織物參數,在普通劍桿織機上織造出傳統增強骨架,如圖6所示。
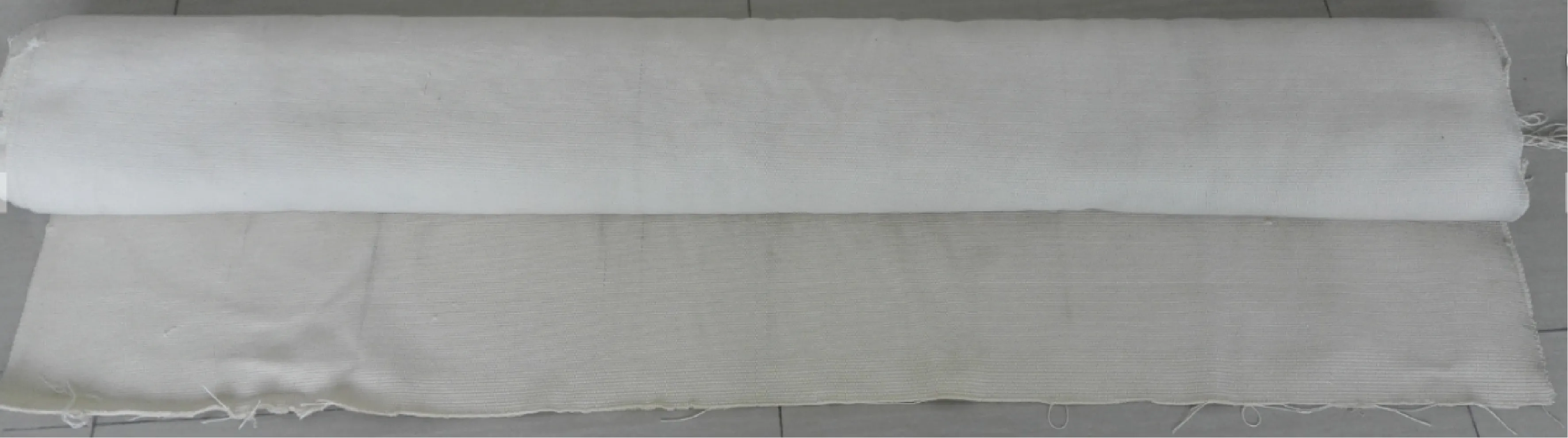
圖6 傳統增強骨架實物
1.3 輸送帶制備
將制得的環狀增強骨架和傳統增強骨架制作成輸送帶,工藝流程如下,其中由于傳統增強骨架是片狀織物,需要將高分子材料涂覆在其表面,方可使其自由端接頭閉合成環形成輸送帶,用于試驗:

環狀增強骨架輸送帶帶體如圖7(a)所示,“收口”部位的實物如圖7(b)所示。

(a) 帶體 (b) “收口”部位
傳統增強骨架輸送帶接頭前如圖8(a)所示,接頭后的實物如圖8(b)所示。
(a) 接頭前 (b)接頭后
2 性能測試
2.1 測試儀器及方法
測試儀器有YG141N數字式織物測厚儀、TES-1350A聲級計、UTM6104萬能電子試驗機。厚度測試采用GB/T 3820—1997《紡織品和紡織制品厚度的測定》規定的試驗方法,噪聲測試采用GB/T 6882—2016《聲學 聲壓法測定噪聲源聲功率級和聲能量級 消聲室和半消聲室精密法》規定的試驗方法,力學性能測試采用GB/T 3923.1—2013《紡織品 織物拉伸性能 第1部分:斷裂強力和斷裂伸長率的測定(條樣法)》規定的試驗方法。
2.2 結果和分析
圖9為兩種增強骨架輸送帶的厚度波動曲線。0.0~0.6m分別標記為環狀增強骨架輸送帶的“收口”部位和傳統增強骨架輸送帶的接頭部位。可以看出,環狀增強骨架輸送帶的“收口”部位的厚度與帶體厚度沒有明顯差異,厚度波動曲線略有起伏,波動較平穩;而傳統增強骨架輸送帶的接頭部位的厚度明顯大于帶體厚度,厚度波動曲線起伏較大,存在較大突變。

圖9 輸送帶厚度波動曲線
圖10為兩種增強骨架輸送帶的噪聲對比圖,可以看出:在測試條件下,環狀增強骨架輸送帶的噪聲明顯小于傳統增強骨架輸送帶。由此可見,采用環狀增強骨架制作的輸送帶可以應用于要求噪聲更低的領域。
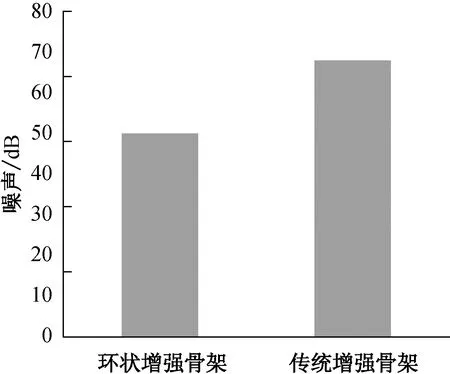
圖10 輸送帶噪聲對比
圖11為兩種增強骨架輸送帶的拉伸強度對比圖,可以看出:兩種增強骨架輸送帶的帶體的拉伸強度沒有差異;環狀增強骨架輸送帶的“收口”部位的拉伸強度與帶體基本一致,而傳統增強骨架輸送帶的接頭部位的拉伸強度明顯小于帶體,存在強度弱環,這在使用過程中很容易產生疲勞斷裂。由此可見,環狀增強骨架輸送帶的力學性能優于傳統增強骨架輸送帶。

圖11 輸送帶拉伸強度對比
由于環狀增強骨架輸送帶的“收口”部位與帶體的織物組織結構參數相同,且經紗是連續的,故整個帶體的厚度波動較小,不存在強度弱環;而傳統增強骨架輸送帶的經紗是斷開的,其通過齒形焊接實現接頭,僅靠高分子材料的黏合力來提供強度,導致帶體厚度有突變,存在強度弱環。環狀增強骨架輸送帶的厚度波動較小,運行時,輸送帶與滾筒接觸平穩,噪聲較小;傳統增強骨架輸送帶的厚度波動明顯,運行時,輸送帶好比汽車行駛在凹凸不平的馬路上,噪聲較大。綜上所述,環狀增強骨架輸送帶的各項性能均明顯優于傳統增強骨架輸送帶。
3 結論
采用GB/T 3820—1997《紡織品和紡織制品厚度的測定》、GB/T 6882—2016《聲學 聲壓法測定噪聲源聲功率級和聲能量級 消聲室和半消聲室精密法》、GB/T 3923.1—2013《紡織品 織物拉伸性能 第1部分:斷裂強力和斷裂伸長率的測定(條樣法)》,研究對比了相同的織物組織結構參數條件下,環狀增強骨架輸送帶和傳統增強骨架輸送帶的厚度波動、噪聲和力學性能,得出:
(1) 環狀增強骨架輸送帶的“收口”部位與帶體的織物組織結構參數相同,故而整個帶體的厚度波動較小,而傳統增強骨架輸送帶由人工通過齒形焊接實現接頭,導致帶體存在厚度突變,因此環狀增強骨架輸送帶的厚度波動小于傳統增強骨架輸送帶。
(2) 環狀增強骨架輸送帶的厚度波動較小,運行時,輸送帶與滾筒接觸平穩、噪聲較小,而傳統增強骨架輸送帶厚度波動明顯,運行時,輸送帶好比汽車行駛在凹凸不平的馬路上,噪聲較大,因此環狀增強骨架輸送帶的噪聲低于傳統增強骨架輸送帶。
(3) 環狀增強骨架輸送帶的“收口”部位的經紗是連續的,經紗的強力、交織阻力和高分子材料的黏合力共同確保強度,而傳統增強骨架輸送帶通過齒形焊接實現接頭,經紗是斷開的,僅靠高分子材料的黏合力確保強度,因此前者的拉伸強度大于后者。
[1] 鄒嘉佳,桑志謙.輕型輸送帶的技術現狀與發展[J].特種橡膠制品,2008,29(6):58-61.[2] 王亮.新型輕型輸送帶的研究與開發[D].上海:東華大學,2011.
[3] 曾憲奎,宗殿瑞.國內外輸送帶技術現狀及發展趨勢[J].特種橡膠制品,2007,28(5):47-52.
[4] 郝易騫,高勝,呂彩霞.輸送帶膠接技術[J].石油化工設備,2007,37(增刊):37-38.
[5] 閻家賓.輸送帶接頭質量的評價[J].世界橡膠工業,2007,34(1):23-24.
[6] 毛君,解威,韓宇飛.輸送帶接頭疲勞性能測試試驗臺[J].煤礦機械,2007,28(8):126-127.
[7] 周世元,周悅.輸送帶加工技術講座[J].橡膠工業,2002,49(2):122-123.
[8] 周世元,周悅.輸送帶加工技術講座(續五)[J].橡膠工業,2002,49(7):444-446.
[9] 黃曉梅.整體輸送帶芯的結構設計[J].產業用紡織品,2003,21(4):12-14.
[10] 王光華.直經輸送帶的結構與新織造工藝[J].產業用紡織品,2004,22(2):14-18.
[11] 秦光,楊培軍,劉金銀,等.輸送帶膠合接頭結構:CN 2011200853044[P].2011-03-25.
[12] 邢承斌,陳冰.輸送帶連接裝置:CN 2012201638177[P].2012-04-17.
[13] 王素新,李澎.一種輸送帶接頭:CN 2010202878484[P].2010-08-11.
[14] 周世元.輸送帶用增強骨架材料及其組織結構[J].橡膠工業,2003,50(1):50-56.
[15] 孫玉平.輸送帶用骨架材料概述[J].橡膠科技,2013,11(4):10-12.
Research and development of one-step molding circular skeleton for conveyor belts
ChenPeiwei
Shanghai Yongli Conveying System Co.,Ltd.,Shanghai 202150,China
A circular skeleton for conveyor belt,formed in the process of weaving on machine,no fitting knots,is called one-step molding circular skeleton.Because of non-existence of fitting knots,the circular skeleton has the advantages including small thickness fluctuation,low noise intensity,good mechanical propertiy,and so on.The circular skeleton and the traditional skeleton with the same fabric paremeters were made into conveyor belts.Their thickness fluctuation,noise intensity and mechanical property were tested and compared.The results showed that,the thickness fluctuation of the conveyor belt made of circular skeleton was smaller than that of the traditional skeleton,the noise intensity was lower than that of the traditional skeleton,the mechanical property was obviously better than that of the traditional skeleton.
circular skeleton,traditional skeleton,conveyor belt,fitting; thickness fluctuation,noise intensity,tensile tenacity
2016-03-28
陳培偉,男,1985年生,工程師,研究方向為產業用紡織品的制備與性能
TS105.4
B
1004-7093(2016)08-0006-05
*崇明縣青年科技啟明星計劃資助(CQCX2014-17)
