大型數控滾齒機刀架精度調整及檢測方法探討*
2016-11-23 05:14:57郭小艷李武斌杜曉峰高俊峰
制造技術與機床 2016年11期
關鍵詞:測量
蘭 輝 郭小艷 李武斌杜曉峰高俊峰
(①秦川機床工具集團股份公司,陜西 寶雞 721009;②寶雞石油機械有限責任公司,陜西 寶雞 721002;③國家油氣鉆井裝備工程技術研究中心,陜西 寶雞 721002)
?
大型數控滾齒機刀架精度調整及檢測方法探討*
蘭 輝①郭小艷②③李武斌①杜曉峰①高俊峰①
(①秦川機床工具集團股份公司,陜西 寶雞 721009;②寶雞石油機械有限責任公司,陜西 寶雞 721002;③國家油氣鉆井裝備工程技術研究中心,陜西 寶雞 721002)
針對大型數控滾齒機滾刀架精度調整困難及滾刀軸軸線與活動支撐孔重合度檢測不方便的問題,分析了現有國標GB/T25380-2010中推薦的測量方法對于大型數控滾齒機不適用的原因。提出了一種新的檢驗方法,并闡述了詳細的檢測步驟。此方法不僅測量原理符合檢測要求,而且量具制造簡單、測量準確、易于調整裝配精度;并為國標GB/T25380-2010的修訂提供參考。
數控滾齒機; 滾刀架精度;檢測; GB/T25380-2010
世界機床正朝著高速、高精、智能及復合等方向發展,從21世紀初以來,大型數控滾齒機在礦山、冶金、機車、船舶等行業應用廣泛,發展迅猛,不僅是制齒行業所必需的產品,也是國家制造戰略發展不可或缺的產品。滾齒機加工齒輪精度的好壞,刀架是至關重要的零部件之一,滾齒機刀架的精度調整是影響齒輪加工精度的重要因素之一[1-2]。目前,大型數控滾齒機的制造廠商中,國外主要以美國格里森公司及德國利勃海爾公司為代表,而國內主要以重慶機床集團及武漢重型機床集團為代表。我國與國外在設計理念、工藝制造方法及精度檢驗方法等方面都有一定的差距。近年來,筆者公司承擔了多項國家重大科技專項任務,旨在攻克相關主機核心部件制造難題,優化主機制造裝配工藝,增強我國高檔數控機床和基礎制造裝備的自主創新能力。
1 問題的提出
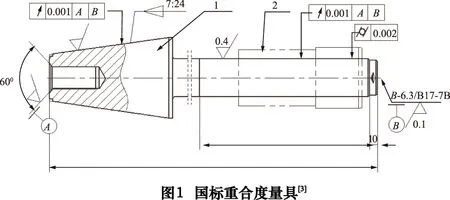
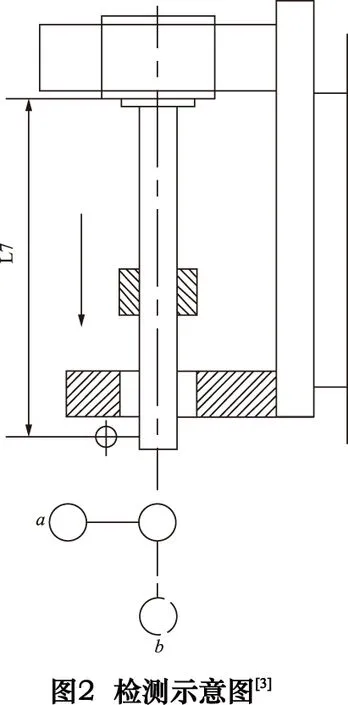
目前,我國的滾齒機精度檢驗標準按照國標GB/T25380-2010執行,在檢驗活動支撐孔與滾刀主軸軸線重合度的方法中(G10),采用如圖1所示的重合度量具進行檢測, 該量具主要由帶錐頭檢驗棒與檢驗套兩部分組成。檢測示意圖如圖2所示。
具體檢驗步驟如下[3]:(1)固定指示器,使其測頭依次在a、b兩個垂直平面內盡可能靠近活動支承處觸及檢驗棒(L7為滾刀刀軸端部至檢驗棒伸出端測量點的距離)。滾刀主軸軸線調至豎直位置。(2)在每個測量方向調整檢驗棒至其徑向跳動平均位置。(3)在a、b位置,當檢驗套進入和退出活動支承孔時進行檢驗。(4)誤差以檢驗套進入時產生的重合度誤差加上檢驗套和檢驗棒的間隙之半計。注意:也可在滾刀主軸回轉時進行此項測量。
此標準只適用于加工規格為(φ80~2 000)mm齒輪的滾齒機,而未涉及加工規格超過φ2 000 mm齒輪的滾齒機,若繼續按照GB/T25380-2010推薦的方法測量,則存在以下問題:
(1)重合度量具制造難度大,加工成本高,不易控制自身精度。
(2)測量時,需要將滾刀主軸軸線調至豎直位置,而大型數控滾齒機的刀架體積大,重量重,操作不方便。
(3)重合度量具總長L需大于990 mm,檢驗套長度160 mm,檢驗套在檢驗棒上有效測量滑動長度L1≤400 mm,且至少>320 mm,因此量具自身的撓度問題帶來的誤差不易消除,以及量具自身的制造誤差造成的檢驗套和檢驗棒之間的間隙不易控制,易造成測量結果失真。
另外,裝配活動支撐孔支座時,必須修刮活動支撐支座與滑座結合面來調整刀架主軸孔軸線與活動支撐孔軸線的重合度,所以修刮時需將刀架部件平放,保持滾刀主軸軸線為水平方向;而測量時,必須將刀架豎直放置,保證滾刀主軸軸線處于豎直位置。大型刀架部件的安裝需要反復進行修刮及精度檢測,上述方法存在的吊裝問題就尤為突出。如何能更容易地做精度、更加方便地測量、更加準確地測量,不僅僅是一個執行標準依據的問題,而且還是一個非常現實的工程實踐問題。
2 問題的分析
檢測活動支撐孔軸線與滾刀主軸軸線的重合度精度時,GB/T25380-2010標準中也提到了可用水平測量的方法,但要消除長量具的撓度帶來的測量誤差。
依據一個長V形鐵所限制的自由度與兩個短的V形鐵所限制的自由度相同的原理[4],提出采用兩件長度較短的等直徑量具代替國標中一件長度較長的量具的方法,該方法不僅能夠解決長量具的制造難題,而且測量原理及檢測方法的合理性也適合此項精度的檢測要求。
3 問題的解決
針對以上問題,提出一種適合檢測加工規格超過φ2 000 mm齒輪的滾齒機刀架活動支撐孔軸線與滾刀主軸軸線重合度的方法,并設計出一套滿足該方法測量所使用的測量量具。該套量具主要包括錐柄等徑量棒、直柄等徑量棒、測量底座與測量角鐵四部分,具體結構及檢測示意圖如圖3所示。
檢測方法及步驟:
(1)將具有7:24錐度的等徑量棒1裝入滾刀主軸錐孔中,檢查量棒與錐孔接觸情況,要求接觸≥90%。
(2)檢測量棒靠近滾刀主軸錐孔端面處外圓徑向跳動值,要求≤0.002 mm。
(3)檢測量棒遠離滾刀主軸錐孔端面300mm處外圓徑向跳動值,要求≤0.008 mm。
(4)將直柄等徑量棒2裝入刀架末端活動支撐孔中,旋轉量具,檢查量棒靠近支撐孔端面處外圓徑向跳動值,要求≤0.002 mm。
(5)檢查量棒遠離支撐孔端面300mm處(靠近滾刀主軸錐孔方向一側)外圓徑向跳動值,要求≤0.008 mm。
(6)以上五項分別測量,合格后,使用鎖緊螺母鎖緊活動支撐孔內的直柄等徑量棒,使用拉桿螺栓鎖緊主軸錐孔內的錐柄等徑量棒1。
(7)先校正測量底座3的導軌與等徑量棒平行,即將千分表座吸于測量角鐵4上,千分表頭調整至錐柄等徑量棒的水平面內高點a母線上,然后用錐柄等徑量棒靠近主軸錐孔端面處的a點和直柄等經量棒靠近活動支撐孔端面處的a點來調整測量底座3的導軌與兩量棒軸線在水平面內的平行度,保證平行度要求在0.003 mm以內,之后,千分表光觸及于量棒側母線之位置(a向檢測示意圖位置),測量角鐵沿測量底座導軌左右移動,從刀架主軸錐孔端面處至活動支撐孔端面處之間,以千分表顯示數值之差的絕對值,即為量具在a方向中心這偏差;同理,千分表頭觸及于量具b位置測出量具在b方向的中心之偏差;計算時,以量具在a、b兩方向偏差的較大值即為活動支撐孔與滾刀主軸軸線的重合度偏差。

4 生產驗證
采用上文中所提出的新方法,并使用所設計的量具完成了筆者公司承擔的國家科技重大專項中的某大型數控滾齒機刀架精度調整與測量工作,現場照片如圖4所示。
所得到的測量結果見表1所示,由表可知刀架活動支撐孔軸線與滾刀主軸軸線重合度為0.015mm,滿足設計驗收要求(設計要求值:0.019mm)。使用此方法測量并裝配完成刀架部件及整機,經過機床空運轉及齒坯試切后,所生產的齒輪滿足要求,并且整機運行正常,從而證明了所采用的測量方法及所設計的量具的合理性。
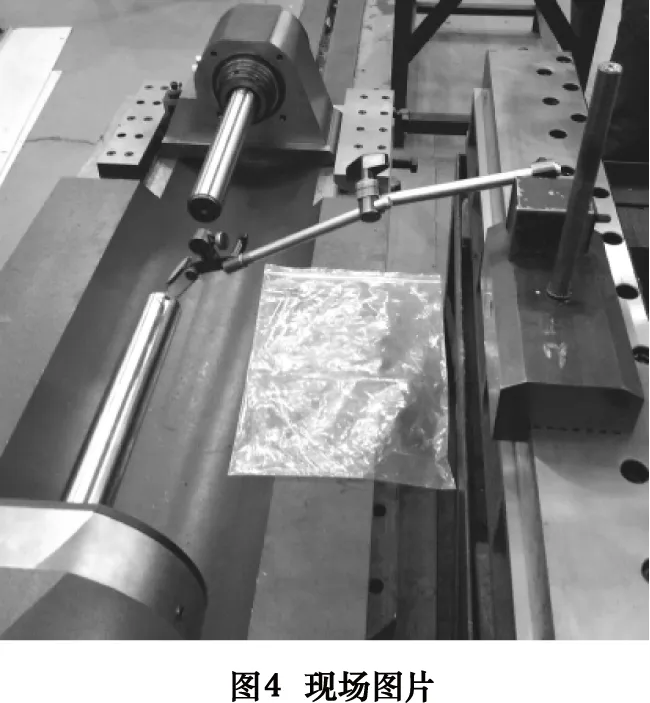
表1 某大型數控滾齒機活動支撐孔與滾刀主軸軸線重合度的測量數據

測量項目名稱測量值/mm要求/mm判定錐度等徑量具與滾刀主軸錐孔接觸面積90%≥90%合格錐度等徑量具靠近主軸端面徑向跳動0.0015≤0.002合格錐度等徑量具遠離主軸端面300mm徑向跳動0.005≤0.008合格直外圓等徑量具靠近支撐孔端面徑向跳動0.002≤0.002合格直外圓等徑量具遠離支撐孔端面300mm徑向跳動0.005≤0.008合格量具在a方向中心差0.015≤0.019合格量具在b方向中心差0.012≤0.019合格活動支撐孔與滾刀主軸軸線重合度公差0.015≤0.019合格
5 結語
采用新設計的測量量具,實現了大型數控滾齒機活動支撐孔與滾刀主軸軸線重合度的測量,直接驗證了本文提出的測量方法是正確的。
(1)所設計的測量量具結構簡單,制造難度小,加工成本低,解決了量具自身的撓度問題,提高了測量精度。
(2)測量與修刮工作可在一個工位狀態下完成,解決了倒工位導致的吊裝等繁冗操作,既提高了機床裝配效率,又降低了工人的操作難度與勞動強度。
(3)補充了國標GB/T25380-2010的測量范圍,為后期該國標的補充修訂提供借鑒。
[1]李立強,馬蕾,王梅.滾刀架的減振結構設計[J].制造技術與機床,2014(5):51-52.
[2]李立強,姜輝.數控滾齒機滾刀架傳動結構設計[J].制造技術與機床,2012(5):87-88.
[3]中華人民共和國國家質量監督檢驗檢疫局.GB/T 25380-2010.數控滾齒機 精度檢驗[S].北京:中國標準出版社,2010:1-8.
[4]王先逵.機械制造工藝學[M].北京:機械工業出版社,2004.
如果您想發表對本文的看法,請將文章編號填入讀者意見調查表中的相應位置。
Discussion on precision adjustment and test method for tool holder of large-scale CNC gear hobbing machine
LAN Hui①,GUO Xiaoyan②③,LI Wubin①,DU Xiaofeng①GAO Junfeng①
(①Qinchuan Machine Tool&Tool Group Corp, Baoji 721009,CHN;②CNPC Baoji Oilfield Machinery Co., Ltd.,Baoji 721002,CHN;③National Oil&Gas Drilling Equipment Research Center, Baoji 721002,CHN)
Aiming at the issues about difficulties of precision adjustment for tool holder and inconvenient coaxial degree test between hob shaft axis and active supporting hole of large-scale CNC gear hobbing machine, the reason why the recommended test method in current national standard GB / T25380-2010 is not applicable for large-scale CNC gear hobbing machine is analyzed.A new test method is proposed and detailed test procedure is presented in the paper.The test principle of the method meets test requirements, test tool is easy to manufacture, the method is accurate and is easier to adjust assembly precision.Furthermore, the reference for revision of the standard GB/T25380-2010 is provided.
CNC gear hobbing machine; hob precision; test method; GB/T25380-2010
* 國家科技重大專項項目"高效、高精齒輪機床產品創新平臺" ( 2012ZX04012032)
TH162
B
10.19287/j.cnki.1005-2402.2016.11.001
蘭輝,男,1985年生,工程師,主要從事大型數控機床加工制造及裝配檢測等方面的技術研究工作,已發表論文5篇。
(編輯 譚弘穎)
2016-04-12)
161108
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
