數(shù)控線切割多軸加工工藝研究
2016-11-23 05:15:01鄭向周劉豐慧
制造技術(shù)與機(jī)床 2016年11期
鄭向周 劉豐慧
(①運(yùn)城職業(yè)技術(shù)學(xué)院,山西 運(yùn)城 044000;②永濟(jì)市貝特電氣機(jī)械有限公司,山西 永濟(jì) 044502)
?
數(shù)控線切割多軸加工工藝研究
鄭向周①劉豐慧②
(①運(yùn)城職業(yè)技術(shù)學(xué)院,山西 運(yùn)城 044000;②永濟(jì)市貝特電氣機(jī)械有限公司,山西 永濟(jì) 044502)
以多軸聯(lián)動(dòng)切削在數(shù)控線切割機(jī)床上的應(yīng)用展開(kāi)論述,對(duì)企業(yè)中存在大量多齒回轉(zhuǎn)類工件加工,從原來(lái)的銑削加工,改用具有回轉(zhuǎn)加工功能的數(shù)控線切割進(jìn)行加工,并進(jìn)行了實(shí)例編程和工藝分析,使加工效率大大提高。再結(jié)合錐度工件的線切割加工工藝,以及四軸半聯(lián)動(dòng)線切割錐齒輪的加工原理,主要演繹了數(shù)控回轉(zhuǎn)軸在線切割機(jī)床上的應(yīng)用及編程方法,為線切割機(jī)床拓寬加工工藝范圍,提高加工效率和加工速度提供了有效途徑。
數(shù)控線切割;回轉(zhuǎn)軸;多軸聯(lián)動(dòng);錐度加工
線切割機(jī)床通常以二軸聯(lián)動(dòng)切割平面輪廓工件為主,但現(xiàn)代工業(yè)產(chǎn)品形狀越來(lái)越復(fù)雜,特殊要求也越來(lái)越多,使普通二維線切割往往不能完成這類工件的加工。譬如在機(jī)械加工中經(jīng)常遇到多工位回轉(zhuǎn)加工的工件,如圓周分布的齒、槽,以及具有錐度特征的工件等等。本文根據(jù)筆者實(shí)際加工的經(jīng)驗(yàn),介紹使用回轉(zhuǎn)軸、多軸線切割加工解決上述問(wèn)題的方法,提高了線切割機(jī)床的加工能效、精度及加工工藝范圍。
1 線切割機(jī)床加工多工位回轉(zhuǎn)工件
1.1 傳統(tǒng)加工方法
電機(jī)轉(zhuǎn)子壓板、測(cè)速齒輪、泵轉(zhuǎn)子葉片等工件多為回轉(zhuǎn)多齒狀結(jié)構(gòu)。在高鐵動(dòng)車牽引電動(dòng)機(jī)、地鐵電動(dòng)機(jī)等裝備制造企業(yè)、此類工件的加工數(shù)量非常大,如圖1所示。傳統(tǒng)上加工該類工件采用以下方法:(1)普通銑削加工,需要根據(jù)齒槽形狀定制專用銑刀,使用分度頭等分加工。此方法加工效率低,且精度不易保證。(2)數(shù)控機(jī)床加工,加工精度能保證,但是對(duì)于產(chǎn)品多品種、小批量需求情況下,仍然顯得加工能效低。
1.2 線切割加工方法
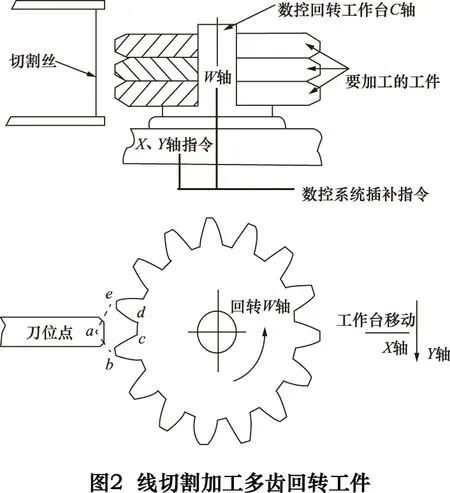
線切割加工此類工件,可靈活切割不同齒形,不需要特制刀具。 如果僅使用X、Y軸聯(lián)動(dòng)加工時(shí)會(huì)存在以下問(wèn)題:(1)復(fù)雜的多齒路徑,使切割過(guò)程中故障率加大并且精度降低。(2)對(duì)尺寸較大工件,受工作臺(tái)行程、工裝干涉等因素影響不能加工。因此,在工作臺(tái)上安裝數(shù)控分度頭,使機(jī)床具有圍繞Z軸旋轉(zhuǎn)的W軸,兩軸聯(lián)動(dòng)完成一個(gè)齒槽的切割后,W軸回轉(zhuǎn)一個(gè)齒的角度,再進(jìn)行相同的切割運(yùn)動(dòng),依次循環(huán)實(shí)現(xiàn)機(jī)床二軸半聯(lián)動(dòng)加工。相比二軸聯(lián)動(dòng)切割,可使程序編制簡(jiǎn)單,運(yùn)行路線簡(jiǎn)化。分度頭回轉(zhuǎn)精度為±0.000 5°,保證了產(chǎn)品精度。根據(jù)工件厚度,可在胎心上疊裝多個(gè)工件進(jìn)行切割,提高了加工效率,如圖2所示。

1.3 加工實(shí)例
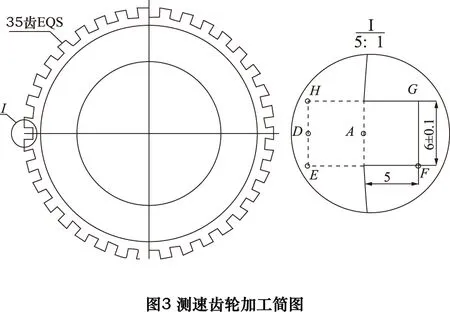
如圖3所示為一種動(dòng)車牽引電動(dòng)機(jī)測(cè)速齒輪簡(jiǎn)圖,加工工藝方案制定如下:
(1)通過(guò)中心孔在胎芯上定位,找平并找正回轉(zhuǎn)中心,夾緊。
(2)對(duì)刀,定工件X、Y零點(diǎn)為外圓靠近切割絲最高點(diǎn),如圖3所示A點(diǎn)。
(3)回轉(zhuǎn)軸不設(shè)定原點(diǎn),分度頭每轉(zhuǎn)動(dòng)一次,角度清零一次。
完整的加工程序編制如下:
(wi-PRO i-ONE)
(02-20-2016 15:00:41)
G90 G69 G09; (初始化)
H001=35; (設(shè)定齒數(shù))
H003=-720000/H001 ; (設(shè)定每齒回轉(zhuǎn)發(fā)出脈沖數(shù))
G93 W; (回轉(zhuǎn)軸清零)
G54; (調(diào)工件坐標(biāo)原點(diǎn))
H006=-000100; (設(shè)定切割絲補(bǔ)償)
M98 P100 L35; (調(diào)用子程序)
M02; (程序結(jié)束)
N100;(Machining from Start (子程序開(kāi)始)
M05 G00 WH003; (工件旋轉(zhuǎn))
G93 W; (回轉(zhuǎn)軸清零)
G00 X-4. Y0; (D點(diǎn))
G42 H006; (加刀補(bǔ))
M05 G00 X-4.Y-3.; (E點(diǎn))
G01 X5.1 Y-3.; (F點(diǎn))
G01 X5.1 Y3.; (G點(diǎn))
G01 X-4. Y3.; (H點(diǎn))
G40; (去刀補(bǔ))
M05 G00 Y0; (D點(diǎn))
M99; (子程序結(jié)束并返回)
2 四軸聯(lián)動(dòng)線切割加工具有錐度特征工件
現(xiàn)代數(shù)控線切割機(jī)床具有使切割絲線繞X軸和Y軸傾斜的伺服驅(qū)動(dòng)功能,從而使機(jī)床具備X、Y、U、V四軸聯(lián)動(dòng)能力,可以加工具有錐度特征的輪廓工件。
2.1 使用G51、G52指令進(jìn)行固定錐度工件加工
如果工件的上下表面輪廓路徑相仿,僅僅是具有固定錐度的傾斜的線切割加工,可以使用錐度切削代碼G51、G52來(lái)完成切割。

沿切割行進(jìn)方向看, G51為切割絲左傾斜、G52為右傾斜,G50為取消傾斜,A為傾斜度數(shù)。
2.2 加工實(shí)例
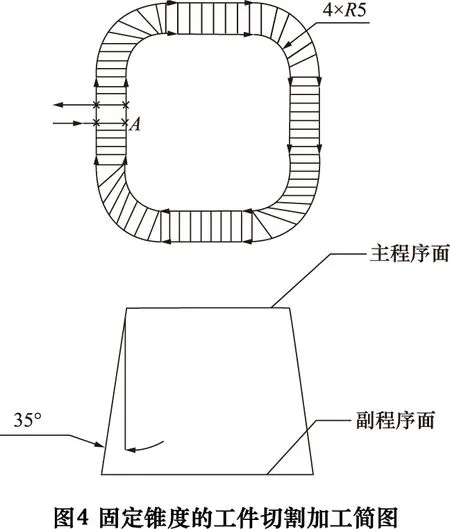
如圖4所示具有圓角特征的四棱椎體工件,運(yùn)用線切割進(jìn)行加工,取上加工面為主程序面,A點(diǎn)為編程零點(diǎn),程序編制如下:
(wi-PRO i-ONE)
(05-24-2016 10:00:01)
H001=000100; (設(shè)定切割絲補(bǔ)償)
G92 X-10. Y0; (設(shè)定原點(diǎn))
G01X-8. YO ;
G41H001 (加刀補(bǔ))
G52 A3.5 G90 G01 X0; (切割絲右傾斜3.5°)
G01 Y5.; (走輪廓)
……
G40 G50 G01 X-10.; (取消傾斜,取消刀補(bǔ))
M02;
切割絲行進(jìn)路線如圖4中所示。
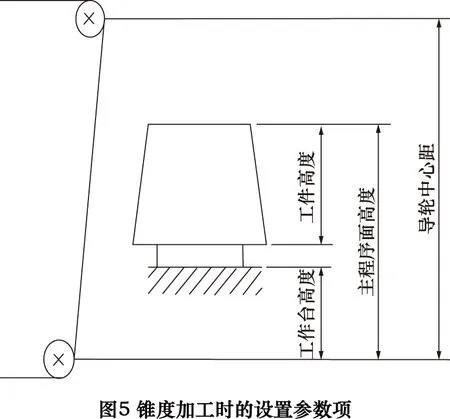
可見(jiàn)對(duì)于上下面輪廓形狀相仿的固定錐度加工,加工時(shí)需要設(shè)定一個(gè)平面為主程序平面,程序編制時(shí)依照主程序面輪廓進(jìn)行。為了能夠進(jìn)行錐度加工,系統(tǒng)還需要設(shè)定一些參數(shù),如圖5所示:其中上下導(dǎo)輪中心距、導(dǎo)輪半徑、工作臺(tái)高度為系統(tǒng)固定值,設(shè)定主程序面輪廓Z軸高度位置后可進(jìn)行U、V坐標(biāo)計(jì)算,加工中由G51或者G52指令控制錐度加工。為了在機(jī)床上看到較真實(shí)的圖形以及避免機(jī)床提示的過(guò)切報(bào)警,也可以設(shè)定工件高度值,但并不影響加工尺寸與錐度精度。
2.3 上、下面異形變錐度工件線切割加工
對(duì)于上下輪廓所形成的變錐度,或者上下輪廓幾何元素形狀相異,如圖6所示情況,需要系統(tǒng)合成程序,包括以下幾個(gè)步驟:
(1)主、副程序面輪廓確定:分別繪制上下兩個(gè)輪廓圖形,進(jìn)行關(guān)鍵點(diǎn)劃分,使上、下兩面圖形關(guān)鍵點(diǎn)數(shù)相同, 保證兩個(gè)程序具有相同數(shù)目的程序段,并使加工走向相同, 然后對(duì)上下輪廓進(jìn)行獨(dú)立編程并保存。

(2)參數(shù)設(shè)置:除了上述上下導(dǎo)輪中心距、導(dǎo)輪半徑、工作臺(tái)高度等系統(tǒng)固定值需設(shè)置外,機(jī)床加工時(shí)根據(jù)2個(gè)程序面與Z軸位置坐標(biāo)進(jìn)行U、V坐標(biāo)計(jì)算,與工件高度有直接的關(guān)系,所以和固定錐度加工不同,應(yīng)設(shè)定工件高度參數(shù)項(xiàng)。
(3)參數(shù)輸入后,后處理程序系統(tǒng)便可以根據(jù)上下兩個(gè)輪廓的程序自動(dòng)生成上下異形件的加工程序。
系統(tǒng)各個(gè)軸的插補(bǔ)速度則由系統(tǒng)行程協(xié)調(diào)函數(shù)來(lái)控制。通過(guò)對(duì)上下表面的加工步數(shù)進(jìn)行對(duì)
比分析, 反饋到行程協(xié)調(diào)函數(shù)中, 控制X、Y、U、V四軸的運(yùn)動(dòng), 使得上下表面軌跡的插補(bǔ)速度協(xié)調(diào)一致, 達(dá)到加工的需要。
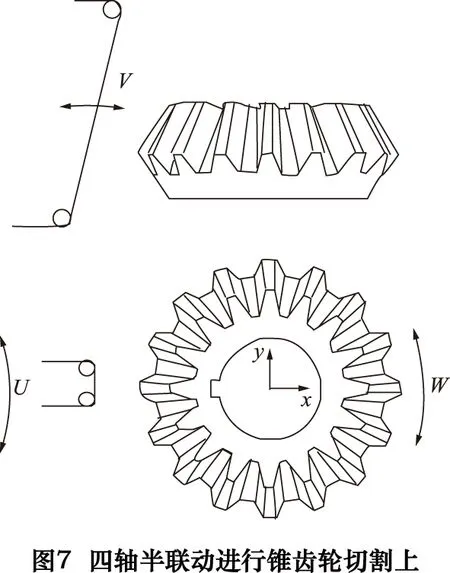
2.4 用四軸半聯(lián)動(dòng)進(jìn)行錐齒輪線切割加工
如果加工帶錐度多工位回轉(zhuǎn)類工件,在四軸聯(lián)動(dòng)加工錐度特征的基礎(chǔ)上,在工作臺(tái)上增加回轉(zhuǎn)數(shù)控軸,使機(jī)床運(yùn)動(dòng)軸數(shù)增加到五軸。如圖7所示。其加工過(guò)程和加工原理和兩軸半加工相同,只是一個(gè)工位的加工通過(guò)四軸聯(lián)動(dòng)來(lái)完成,每完成一個(gè)工位的切割,系統(tǒng)數(shù)控回轉(zhuǎn)工作臺(tái)旋轉(zhuǎn)一個(gè)工位,進(jìn)行下一次的切割,構(gòu)成了五軸系統(tǒng)的四軸半切割加工,提高了線切割加工的靈活性和適用性,也進(jìn)一步能拓寬了線切割加工的工藝范圍。
3 結(jié)語(yǔ)
通過(guò)對(duì)線切割機(jī)床配備數(shù)控分度頭形成回轉(zhuǎn)W軸,并和X、Y軸聯(lián)動(dòng)進(jìn)行多工位回轉(zhuǎn)工件加工,提高了線切割加工的靈活性和適用性。再結(jié)合機(jī)床4軸聯(lián)動(dòng)切割錐度的功能,使線切割具備五軸加工的能力,對(duì)加工較復(fù)雜的多工位回轉(zhuǎn)類工件、錐齒輪工件等提出了解決方法,并在生產(chǎn)中得到推廣使用。
[1]盧定軍.上下異型零件的線切割加工[J].現(xiàn)代制造工程,2006(2):131-132.
[2]潘志勇,鄧小玲.上下異形體零件線切割數(shù)控加工的探討[J].制造技術(shù)與機(jī)床,2006(1):62-63.
[3]梁慶,伍瑞陽(yáng).數(shù)控慢走絲機(jī)床線切割機(jī)床錐度加工方法與技巧[J].模具工業(yè),2015(1):62-63.
[4]周平,楊浩泉.高速走絲線切割機(jī)床上下異形零件加工的研究[J]. 科學(xué)技術(shù)與工程, 2010,10(31):31-34.
[5]王殿君 ,葉佩青.空間曲面電火花線切割五軸加工的仿真[J].清華大學(xué)學(xué)報(bào):自然科學(xué)版,2008,48(5):796-799.
[6]周堅(jiān),余承業(yè). 線切割上下異型面加工工件描述新方法[J].南京航空學(xué)院學(xué)報(bào),1991,23(3): 9-17.
[7]王遠(yuǎn),王峰.切割加工上下異形孔的改進(jìn)[J].模具工業(yè),2008,34(8): 71-76.
[8]梁建和, 陳偉珍.電火花線切割機(jī)用數(shù)控分度頭[J].機(jī)電工程技術(shù),2003,32(5):69-70.
[9]鄧浩林.HL線切割控制編程系統(tǒng)使用說(shuō)明(第4版):中國(guó),200320116897.1[P].第四版.
[10]王華僑.數(shù)控線切割錐度加工與編程技術(shù)實(shí)例應(yīng)用[J]. 模具制造技術(shù),2004(8):58-59.
如果您想發(fā)表對(duì)本文的看法,請(qǐng)將文章編號(hào)填入讀者意見(jiàn)調(diào)查表中的相應(yīng)位置。
Multiple axis WEDM processing technological research
ZHENG Xiangzhou①, LIU Fenghui②
(①Yuncheng Professional Technology College, Yuncheng 044000, CHN;②Yongji Better Electric Machinery Co., Ltd., Yongji 044502, CHN)
Based on discussion on the application of multi-axis machining in NC WEDM machine, a lot multi-tooth rotational parts machining in enterprises change from milling to NC WEDM with rotary processing function, and an example program and process analysis, process efficiency is greatly improved. Combined wire cutting technology of taper parts, and half a line of four axes machining principle for bevel gear cutting, mainly interpret the application and programming methods of CNC rotary axis on WEDM machine tool, provides an effective way to broaden the scope of processing technology of WEDM machine tool, and improve machining efficiency and speed.
WEDM; rotary axis; multi-axis synchronous; taper machining
TH164
A
10.19287/j.cnki.1005-2402.2016.11.023
鄭向周, 男, 1972年生,碩士,講師,工程師,機(jī)電工程系專業(yè)教師,研究方向?yàn)閿?shù)控加工、CADCAM技術(shù),已發(fā)表論文6篇。
(編輯 李 靜)
2016-05-03)
161130

- 制造技術(shù)與機(jī)床的其它文章
- 完整 智能 兼容 開(kāi)放——訪北京工業(yè)大學(xué)機(jī)電學(xué)院石照耀教授
- 聚焦智能制造 推進(jìn)集成創(chuàng)新——2016亞洲國(guó)際動(dòng)力傳動(dòng)展、2016亞洲物流展新聞發(fā)布會(huì)在京舉行
- 深嗅“工業(yè)4.0” 觸摸數(shù)字化工廠——參觀西門(mén)子工業(yè)自動(dòng)化產(chǎn)品成都生產(chǎn)研發(fā)基地
- 共享機(jī)遇 共創(chuàng)未來(lái)——山崎馬扎克“智能@制造”自動(dòng)化及綜合應(yīng)用展示會(huì)
- 大道至簡(jiǎn) 持之以恒——中國(guó)機(jī)床工具工業(yè)協(xié)會(huì)數(shù)控系統(tǒng)分會(huì)2016年度理事擴(kuò)大會(huì)議在京召開(kāi)
- 未來(lái)軸承智能制造的幾點(diǎn)思考