連鑄機中間包感應加熱控制系統
2016-11-23 05:59:51陳書仁
工程技術研究 2016年10期
陳書仁
(江陰華潤制鋼有限公司,江蘇 江陰 214404)
連鑄機中間包感應加熱控制系統
陳書仁
(江陰華潤制鋼有限公司,江蘇 江陰 214404)
介紹中間包感應加熱的功率,功率因數,三相平衡的控制方法。
工頻感應加熱;功率因數;三相平衡;PLC
連鑄中間包感應加熱采用工頻加熱,線圈風冷,本控制系統主要是控制功率因數及三相平衡。中間包安裝感應加熱后可以降低鋼水的過熱度,提高鋼水的純凈度,做到連鑄機恒溫恒拉速。由于降低過熱度,減小精煉通電時間,精煉冶煉電耗減少;中間包加熱過程中可以去除鋼水中夾渣物,為連鑄坯質量提供了保證。
因加熱線圈繞制在硅鋼片鐵芯上,功率因數很低,功率因數一般只有0.35左右,而且在運行中由于負載參數的變化,使得加熱線圈側的電氣參數發生變化,為了使加熱線圈經濟合理地運行,必須隨時調節功率因數和三相平衡電流。本系統設計采用SIEMENS S7-300 315-2DP 作為CPU,采集鋼水溫度調節變壓器檔位,改變線圈功率;采集加熱線回路的實時功率因數調節電容量的大小來調節功率因數;根據采集的三相電流調節三相平衡。本系統調節速度快,運行穩定。
1 加熱感應線圈的控制原理
1.1 工作原理
工頻50Hz加熱電控部分由高壓隔離開關、高壓斷路器、多抽頭有載調壓變壓器(進線電壓10KV,二次側電壓2000~3000V)、真空接觸器、平衡電容器C1,可變平衡電容器C2,平衡電抗器L1、功率因數補償電容器C0、可變補償電容器C。和中間包加熱線圈LB組成。由于加熱線圈阻抗隨被加熱鋼水溫度變化而變化,電氣參數也隨之發生變化,因此需隨時對系統進行調節,使中間包加熱系統達到最佳運行狀態(見圖1)。
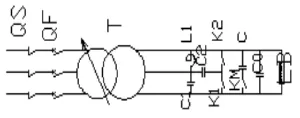
圖1
1.2 并聯電容器補償原理
在加熱線圈運行過程中,由于鋼水量及溫度、以及變壓器檔位的變化都會使得反映到加熱線圈側的電氣參數發生變化,從而引起功率因數的變化。為了減少線路無功損耗,使加熱線圈經濟合理運行,必須對所吸收的無功功率進行有效補償,并在加熱過程中隨時調節。本系統設計功率因數補償電容與加熱線圈并聯連接,分為固定補償電容和可調補償電容兩部份,并聯補償電容是加熱線圈電抗量的80%;只要少量調整可調部份電容,就可保證功率真因數達到設定值。可調部份又分為7級,每一級通過接觸器投入電路,采用二進制方式來安排各級電容的投切,有127種組合級數。
此調節系統是以不等容量逐步設切方式工作的,可編程控制器(PLC)作為可逆步進器用,當反映功率因數滯后或超前的數據輸入與時鐘脈沖輸入同時出現時,步進器即動作,時鐘脈沖是PLC內設計的,脈沖間隔時間要滿足電容器放電電間長短的需要。當功率因數滯后時,步進器進一步,通過輸出繼電器驅動接觸器投入一級電容;當功率因數為超前時,步進器退回一步,切除一級電容量,只要步數輸入不消失,每來一個時鐘脈沖,步進器就動作一次,直到功率因數達到設定值,功率因數輸入數據是兩個電觸點,一個滯后時閉合,一個超前時閉合。
兩部份并聯電容補償是在感應器兩端并聯補償電容器C,由于頻率是工頻50Hz,可把加熱線圈當作串聯電路,該電路由電感LB和電阻R組成。在負載阻抗變化時通過調節補償電容器C使其加熱回路功率真因數接近1,達到補償要求。
2 三相平衡原理
工頻50Hz加熱線圈為單相負載,造成供電電網不對稱運行,對于平衡三角形供電電網來說由于沒有中線,不對稱的負荷電流沒有零序分量,只有正序和負序分量。使用平衡電容器和電抗器給單相負載提供所需的負序分量,使供電系統三相對稱運行。要達到三相電流完全平衡,必須滿足三個條件,(1)感應線圈的功率因數補償到1;(2)平衡電容器的無功功率和平衡電抗器的無功功率相等,并為感應線圈功率的0.577倍;(3)相序連接正確,如感應圈接AB相,則平衡電容器只能接BC相,平衡電抗器接CA相。
在運行中為了滿足工藝要求,感應圈功率隨時改變,當功率改變后,平衡裝置的無功功率也相應改變。平衡裝置無功功率的調節是通過調節平衡電容相的電容量和平衡電抗相并聯電容量來實現,因此從平衡裝置電容器切除電容器必定要投入到平衡電抗相,使電抗相與電容相無功功率同步增減。
本系統采用PLC可編程控制器用三相電流的大小來判斷三相平衡狀態,當A相電流大于C相時說明平衡裝置的無功功率小平衡所需的值,這時步進器前進一步,從平衡電抗器相切除一級電容并投入到電容相,當A相電流小于C相電流時說明平衡裝置的無功功率大于平衡所需的值,這時步進器退回一步,從平衡電容相切除一級電容并投入到電抗器相。
加熱線圈功率的大小,通過測量鋼水溫度,來控控制變壓器的檔位,控制二次測的輸出電壓,控制加熱線圈的電流,達到控制功率。每調一次功率,可編程控制器根據線路的功率因數優先進行調節,當功率因數接近1時再進行三相平衡調節。
3 可編程控制器(PLC)自動控制系統
3.1 硬件組成
加熱感應線圈采用自動和手動兩種控制方式。手動操作(難度較大)時,操作者根據觀察功率因數表,來控制接觸器的合分,增減電容數量,使功率因數近似等于1后,再觀察三相電流表數值,調節三相電流平衡。由于負載隨時變化,依賴操作者的技術水平及責任心,手動操作是不能確保加熱線圈可靠運行。只有通過可編程控制器(PLC),采集線路各項參數自動控制,方式采用PLC(SIEMENS)自動控制系統,硬件組成如表1所示。
TG155.2+1
A
1671-3818(2016)10-0099-02