淺析凝汽抽汽式汽輪機組轉速與抽汽解耦控制原理及其應用
2016-11-24 02:56:00柴福林
化工自動化及儀表 2016年8期
柴福林
(北方華錦化學工業集團有限公司,遼寧 盤錦 124000)
淺析凝汽抽汽式汽輪機組轉速與抽汽解耦控制原理及其應用
柴福林
(北方華錦化學工業集團有限公司,遼寧 盤錦 124000)
針對裂解氣壓縮機抽汽壓力不平的難題,在介紹EHNK50/71汽輪機的防喘振控制和抽汽控制方案的基礎上,對抽汽電磁閥的控制邏輯、閥位跟蹤邏輯和PID06塊的邏輯進行了修改;同時結合解耦控制,實現了機組的安全、平穩、高效運行。
解耦控制 汽輪機 防喘振 抽汽壓力不平 抽汽電磁閥控制邏輯
北方華錦化學工業集團有限公司內蒙古華錦化工有限公司乙烯改造擴建工程驅動裂解氣壓縮機用汽輪機采用從德國西門子引進的反動式工業汽輪機技術設計、生產制造。汽輪機為抽汽凝汽式,型號為EHNK50/71。汽輪機為雙側進汽,采用向上進汽、向下抽汽和向下排汽的結構,汽輪機帶有保溫材料和罩殼,汽缸上裝有疏水閥,需回收的疏水最后都集中到疏水膨脹箱。汽輪機帶有冷凝系統和液位自動調節系統,并配有兩級射汽抽汽裝置以保證冷凝器能正常工作。
1 工藝流程
蒸汽復水系統工藝流程如圖1所示,主蒸汽參數為10.5MPa(10.0~11.5MPa)/510℃(500~520℃)、汽輪機進汽量250t/h、抽汽壓力4.2MPa,汽輪機要滿足26 066kW、5 477r/min工況時,抽汽量為182t/h;輔助蒸汽參數為1.4MPa/260℃,設有兩級射汽抽汽裝置。抽汽就是在保證汽輪機正常工作的前提下,把多余的蒸汽通過0802閥輸送到高壓蒸汽管線,以節約能源。

圖1 蒸汽復水系統工藝流程
2 汽輪機組開車過程簡述
汽輪機組的開車條件:潤滑油總管壓力正常,防喘振[1]閥全開且閥門回饋正確,裂解氣入口閥全開,出口閥全開,汽輪機速關閥全開,中低壓平衡管注氣和火炬氣壓差正常,盤車電機停止。潤滑油冷卻器后溫度在設定范圍內,機組轉速為零,停機聯鎖條件沒有觸發且已復位。如圖2所示,全部滿足條件(啟動條件畫面狀態欄全部變成綠色,不允許啟動變為允許啟動且是綠色),允許啟動燈亮,調速畫面的工作狀態由模式0停機狀態進入允許啟動模式1狀態。之后,按下啟動按鈕,汽輪機將按照升速曲線(圖3)自動升速。調速器在不同階段設置不同的速度目標值,并以規定的斜率產生實際轉速控制設定點。升速過程中有一段暖機模式2,時間分別為冷態50min、熱態20min,達到暖機速度時自動停留規定的暖機時間并提示暖機倒計時。

圖2 開車條件全部滿足進入啟動模式

圖3 升速曲線
如圖4所示,計時結束后升速按鈕由不可用變為可用,點擊升速按鈕汽輪機開始升速。當達到2 000r/min時點擊保持按鈕,轉速將停在2 000r/min。此后進行機械檢查模式3。機械檢查結束后,點擊升速按鈕,汽輪機組將繼續升高轉速,進入模式5,先快速越過臨界模式5的轉速2 569r/min,然后到達調速器最小控制轉速并保持該轉速。臨界區如果不能在規定時間內完成,則自動返回臨界區底限并發出跨越失敗報警。這時調速畫面的轉速設定就可以使用了,操作人員可以在最大調速器轉速和最小調速器轉速范圍內隨意輸入數值。裂解氣壓縮機的正常運行轉速是5 112r/min,當汽輪機轉速在正常運行范圍內時,進入正常運行模式6。正常運行模式的調速包括ITCC控制和現場控制,而ITCC控制又分為轉速串級和抽汽調速控制模式。

圖4 壓縮機組開車控制界面
3 機組控制與相關邏輯的修改
通過喘振與調速解耦[2]模塊來調節性能控制器,對壓縮機出口壓力進行控制。可以從HMI/DCS調節壓縮機出口壓力的設定值。實際速度設定值按照設定的升速速率600r/min達到目標速度。若壓力比達到1.15,喘振控制[3]激活,可以通過HMI/DCS選擇喘振控制的自動/手動/半自動模式。
在喘振區有一條紅色的喘振線,還有一條黃色的線是要進入喘振區的報警線,它與喘振線的距離由喘振初始裕度控制在手動狀態,由工藝人員控制防喘振閥的開度。當到達喘振區后,防喘振閥失電全開。在半自動狀態,當坐標點進入黃色報警線以內時,由自動控制程序開始控制防喘振閥的開度。喘振點的x坐標是一段入口流量除以一段進氣壓力,y坐標是二段進氣壓力除以一段進氣壓力。
串級控制主要以壓縮機入口壓力為主,主要的控制參數是設定壓縮機的入口壓力,以保證壓縮機入口壓力穩定,壓縮機的轉速為輔助參數。因此,串級控制調節轉速時,需要在壓縮機組和相關系統平穩工作時才能投用,如果有一個小的擾動,ITCC會對機組進行調節,使機組重新平穩工作。但過大的波動仍然會導致ITCC進行調節時,機組的轉速、介質流量和出口壓力變化過大,導致機組產生波動。為此,建議在系統不穩定的情況下不投串級控制,在系統穩定的情況下嘗試投入壓縮機入口壓力串級控制[4]。
轉速控制就是用汽輪機組的轉速來控制壓縮機的出口壓力,以壓縮機的轉速為主。主要的控制參數是設定壓縮機的轉速,以保證壓縮機入出口壓力正常穩定。在實際控制中一般采用轉速控制模式。
當壓縮機在運行模式中轉速和壓力平穩時,就可以投用抽汽控制[5]。在投用抽汽控制后,由于裂解氣壓縮機的抽汽壓力有時不平穩,出現抽汽壓力低低聯鎖,在發生聯鎖時抽汽速關閥失電,抽汽速關閥全開,抽汽控制取消;汽輪機抽汽壓力低低聯鎖在沒有發生聯鎖時,抽汽電磁閥得電,抽汽閥可以自動開關(抽汽閥是圖1中的0802,位于汽輪機和壓縮機之間)。在壓縮機的實際運行過程中,經常發生抽汽速關閥自動失電關閉的情況,很不利于操作,致使抽汽程序很難正常投用。經過與壓縮機廠家的溝通研究確認,將抽汽速關閥的聯鎖條件改為機組在運行模式下,抽汽速關閥得電,機組離開運行模式,使抽汽速關閥失電。汽輪機抽汽壓力低低聯鎖將與抽汽控制是否取消沒有直接關系。在需要抽汽時,確認機組當前處于運行模式,并到現場將抽汽速關閥手動打開。在程序中刪除抽汽聯鎖01PIA30951LL輸出到抽汽電磁閥聯鎖條件的程序輸入塊,添加壓縮機運行模式i875-smode不小于6,即壓縮機工作在運行區抽汽電磁閥得電,修改前后的邏輯對比如圖5所示。

圖5 修改前后的抽汽控制邏輯
程序修改后,確實杜絕了抽汽投用后經常退出投用的現象,但是在抽汽投用后對壓縮機的平穩運行帶來了很大的波動。在抽汽剛投用時,壓縮機的轉速波動很大,壓縮機只根據設定的抽汽壓力值調節抽汽調節閥的輸出值,沒有顧及轉速調節閥的開度,在抽汽投用的瞬間,轉速調節閥開度瞬間由40%~60%跨到90%~100%,抽汽閥的開度由100%直接降到50%左右。有時轉速調節閥開到100%,而壓縮機的轉速還在正常運行轉速的下限以下,這導致壓縮機本身及外圍管網等系統產生很大的波動,而且波動的時間還比較長,對整個乙烯裝置的平穩運行、操作人員的操作等帶來很大的難度。
經過儀表工程師和廠家技術人員的共同探討研究后發現:在抽汽沒有投入控制時,抽汽調節閥閥位控制值沒有自動跟蹤抽汽調節閥的實際閥位。所以在抽汽投入控制時,抽汽調節閥閥位控制值與當前抽汽調節閥的實際閥位不一致,在兩者變成一致的過程中,機組轉速波動較大。經與廠家程序人員進行溝通,確定程序修改為不抽汽時,抽汽調節閥閥位控制值自動跟蹤當前抽汽調節閥的實際閥位。所以在投入抽汽控制時,抽汽調節閥閥位控制值與當前抽汽調節閥的實際閥位一致(圖6),這樣就不會產生由于二者不一致而導致的機組轉速的波動。首先在汽輪機抽汽壓力PID06塊ROUTPUT和RMANUAL的輸出管腳添加判斷抽汽是否運行的比較程序,抽汽閥門的實際開度是否大于100%,抽汽壓力是否大于設定值,抽汽程序按鈕是否按下,以此來決定抽汽壓力的輸出是否采用主蒸汽轉速調節閥轉換后的數值。在解耦控制器TWOVLV_INTR04中的RV1和RV2管腳輸出添加閥門輸出同步程序,實現抽汽不投用時抽汽調節閥閥位控制值自動跟蹤當前抽汽調節閥實際閥位,實現數據的同步。另外,圖7中的V2_RMP_H代表按下啟動按鈕時,抽汽調節閥打開的速度單位是%/s;V2_RMP_L代表取消抽汽時,抽汽調節閥打開的速度單位也是%/s。注意,這個速度不能設定得太快,以免對機組產生過大影響。

圖6 修改前后的閥位跟蹤對比
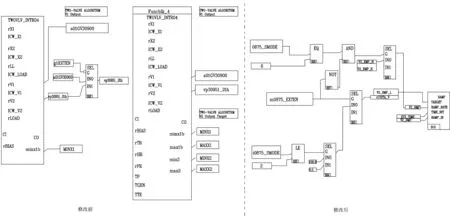
圖7 修改前后的PID06塊對比
4 解耦控制
解耦控制系統[6]是采用某種結構,尋找合適的控制規律,消除系統中各控制回路之間的相互耦合關系,使每一個輸入只控制相應的一個輸出,每一個輸出又只受到一個控制的作用。解耦控制[7]是多變量系統控制的有效手段。基本目標是設計一個控制裝置,使構成的多變量控制系統的每個輸出變量僅由一個輸入變量完全控制,且不同的輸出由不同的輸入控制。在實現解耦之后,一個多輸入多輸出控制系統就解除了輸入輸出變量間的交叉耦合,從而實現自治控制,即互不影響的控制。
互不影響的控制方式,已經應用在汽輪機組轉速與抽汽控制、發動機控制及鍋爐調節等工業控制系統中。壓縮機組汽輪機控制采用了汽輪機轉速和抽汽壓力雙調節模塊,并經過雙閥解耦模塊計算修正后分別控制汽輪機主蒸汽進汽閥和抽汽閥開度的控制方案,達到平衡控制汽輪機負荷和抽汽壓力的目的。針對該系統在實際應用中出現的問題,通過對抽汽壓力控制進行分析表明,該控制方案在機組開車時可起到盡快建立汽輪機蒸汽系統平衡的作用。但在機組開車穩定后,抽汽壓力調節會放大抽汽壓力波動對機組平衡的影響,切除汽輪機抽汽壓力調節能更好地保持汽輪機的穩定。解耦控制既實現了機組預定的復雜調節功能又實現了平穩可靠的運行。
綜上所述,凝汽抽汽式汽輪機解耦控制實際就是使抽汽壓力達到目標值,其調節速率對轉速的控制精度和汽輪機的其他調節量有較大影響,速度越快控制精度越高,但對汽輪機的其他調節量的擾動也越頻繁,因此需要擇合適的抽汽壓力調節速率。多數情況下,壓縮機廠家都會有一個初始的PID參數值控制抽汽閥開度速率,具體會根據現場的實際情況來決定。
5 結束語
裂解氣壓縮機是乙烯裝置中的關鍵機組,該機組的長周期穩定運行是整個裝置長期平穩運行的關鍵控制點,其運行可靠性直接關系到乙烯裝置的產品質量。為了最大程度地保證機組的安全、平穩、高效運行,機組采用透平壓縮機綜合控制系統。針對裂解氣壓縮機運行過程中,存在的抽汽壓力不平的難題,基于EHNK50/71汽輪機的防喘振控制和抽汽控制方案,對抽汽電磁閥的控制邏輯,閥位跟蹤邏輯和PID06塊的邏輯進行了修改,同時結合解耦控制,實現了機組的安全、平穩、高效運行。
[1] 孔文濤,許益華.防喘振在壓縮機控制系統的實現方法[J].化學工程與裝備,2008,(1):33~34.
[2] 紀云鋒.抽汽汽輪機組DEH系統的解耦控制[J].液壓與氣動,2007,(5):49~50.
[3] 趙玉峰,關學忠,姚建紅,等.離心式壓縮機操作曲線及防喘振控制系統[J].佳木斯大學學報(自然科學版),2006,24(1):31~33.
[4] 盧京潮.自動控制原理[M].西安:西北工業大學出版社,2010.
[5] 馮慧山.汽輪機抽汽控制的應用分析[J].石油化工自動化,2010,46(6):74~76.
[6] 王永初.解耦控制系統[M].成都:四川科學技術出版社,1985.
[7] 劉子云,潘靜萍.利用動態分程調節實現離心壓縮機組的解耦控制[J].化工自動化及儀表,2015,42(6):619~624.
聲明
本刊現入編“萬方數據——數字化期刊群”和“中國核心期刊(遴選)數據庫”,作者著作權使用費與本刊稿酬一次性給付,不再另行發放。作者如不同意將文章入編,投稿時敬請說明。
DecouplingControloverRotationSpeedandSteamExtractionofCondensingBleederTurbineUnit
CHAI Fu-lin
(NorthHuajinChemicalIndustriesGroupCorporation,Panjin124000,China)
Considering the uneven extraction pressure of cracking gas compressor and basing on introducing the scheme of both anti-surge control and steam extraction of EHNK50/71 steam turbine, the logic control of the solenoid valve and that of valve position as well as that of PID06 module were modified; meanwhile, through having the decoupling control considered, the turbine unit’s safe and efficient operation was realized.
decoupling control, steam turbine, anti-surge, uneven extraction pressure, logic control of solenoid valve for steam extraction
2016-05-15(修改稿)
TH862+.6
B
1000-3932(2016)08-0797-05
猜你喜歡
儀器儀表用戶(2022年11期)2022-11-03 12:38:58
儀器儀表用戶(2022年10期)2022-09-29 04:36:58
儀器儀表用戶(2022年9期)2022-08-30 05:39:48
儀器儀表用戶(2022年5期)2022-05-06 09:02:30
儀器儀表用戶(2022年4期)2022-04-01 03:17:02
能源工程(2020年5期)2021-01-04 01:29:00
石油化工自動化(2018年5期)2018-11-14 02:34:26
廣西電力(2016年4期)2016-07-10 10:23:38
工業設計(2016年4期)2016-05-04 04:00:23
機械制造與自動化(2014年1期)2014-03-01 04:21:47
