常減壓含硫污水處理新技術工業應用
2016-11-29 01:36:52金尚君呂向榮
甘肅科技 2016年8期
金尚君,呂向榮
(中國石油蘭州石化分公司煉油廠,甘肅 蘭州 730060)
常減壓含硫污水處理新技術工業應用
金尚君,呂向榮
(中國石油蘭州石化分公司煉油廠,甘肅 蘭州 730060)
對酸性水預處理進行技術改造,使煉油廠常減壓裝置“三頂”產生的含油乳化嚴重并攜大量懸浮物等有機污染物的含硫污水送至酸性氣汽提裝置,經過處理后產生合格凈化水送至下游裝置回用。工業應用結果表明,常減壓含硫污水油脫除率達到92.92%,脫出后油含量為64.9mg/L,懸浮物脫除率達到67.62%,脫出后懸浮物含量為28.2mg/L,達到了預期的效果。使常減壓裝置含硫污水由直排含硫污水系統經過處理后回用,為公司消滅含硫污水奠定基礎。
含硫污水;汽提;油渣分離;凈化水
煉油廠500萬t/年、550萬t/年常減壓裝置 “三頂”分別產生含硫污水15t/h、40t/h,最大量約70t/h,該含硫污水含油乳化嚴重并攜大量懸浮物等有機污染物,現有工藝無法對該含硫污水中的油及懸浮物進行處理,對后續含硫污水處理裝置造成嚴重沖擊,同時公司將消除含硫污水系統,屆時該含硫污水將無后路,嚴重影響煉廠正常生產。甘肅金雨環保科技有限公司在實驗室對此含硫污水進行小試試驗,試驗結果顯示石油類平均脫除率97.8%,效果良好。根據前期調研,對酸性水預處理裝置進行部分工藝改造后進行工業試驗。采用含硫污水中加注MA促化劑、MA增化劑使含硫污水進行分離、沉降脫油、除渣處理,使該含硫污水滿足酸性水汽提裝置加工要求。為此與金雨公司進行合作進行工業試驗。
1 工藝流程流程改造
本次改造利用酸性水預處理酸性水脫氣罐(V4401)、酸性水儲罐(V4402/A/B),將常減壓裝置“三頂”含硫污水依次相隔20m加入MA促化劑、MA增化劑后引入V4401,加劑含硫污水經V4401粗分離后再進入V4402A/B反應分離,油渣從儲罐上部脫出。合格含硫污水經酸性水泵(P4401AB)送至酸性水汽提裝置進行加工處理,處理后凈化水送至下游裝置回用,如圖1所示。

圖1 常減壓含硫污水處理試驗工藝流程
2 常減壓含硫污水處理工業應用
常減壓含硫污水工業應用在酸性水汽提裝置進行,經過技術改造后,對常減壓“三頂”含硫污水加入MA促化劑和MA增化劑,并利用酸性水儲罐進行緩沖沉降脫油脫渣預處理后送至酸性水汽提裝置進行加工處理。
具體應用情況見表1。

表1 常減壓含硫污水處理前后分析數據對比表

表2 常減壓含硫污水加工前酸性水汽提裝置原料分析數據表
從表1,表2可以看出,常減壓含硫污水加工前后油脫除率達到92.92%,脫出后油含量為64.9mg/L,懸浮物脫除率達到67.62%,脫出后懸浮物含量為28.2mg/L,COD含量下降 47.81%,硫化物下降44.86%,氨氮基本持平,總體硫化物與氨氮都比較低,原酸性水汽提裝置原料性質與常減壓含硫污水性質對比可以看出,常減壓含硫污水處理后,油含量、PH值、COD懸浮物均小于酸性水分析數據,滿足酸性水汽提裝置加工條件。

表3 常減壓含硫污水油渣分析數據
從表3中可以看出,常減壓含硫污水產生油渣中硫化物含量為174mg/L,產生的油渣數量及分析能夠滿足后續生產及安全要求。
從表4中可以看出,酸性水預處理V4401液位壓力控制平穩,滿足生產要求,MA促化劑、MA增化劑對含硫污水中油和懸浮物去除效果的穩定,保證了后續裝置正常生產,MA促化劑單耗2.6~2.7kg/t酸性水,MA增化劑單耗1.6~1.8kg/t酸性水。

表4 常減壓含硫污水預處理相關數據一覽表
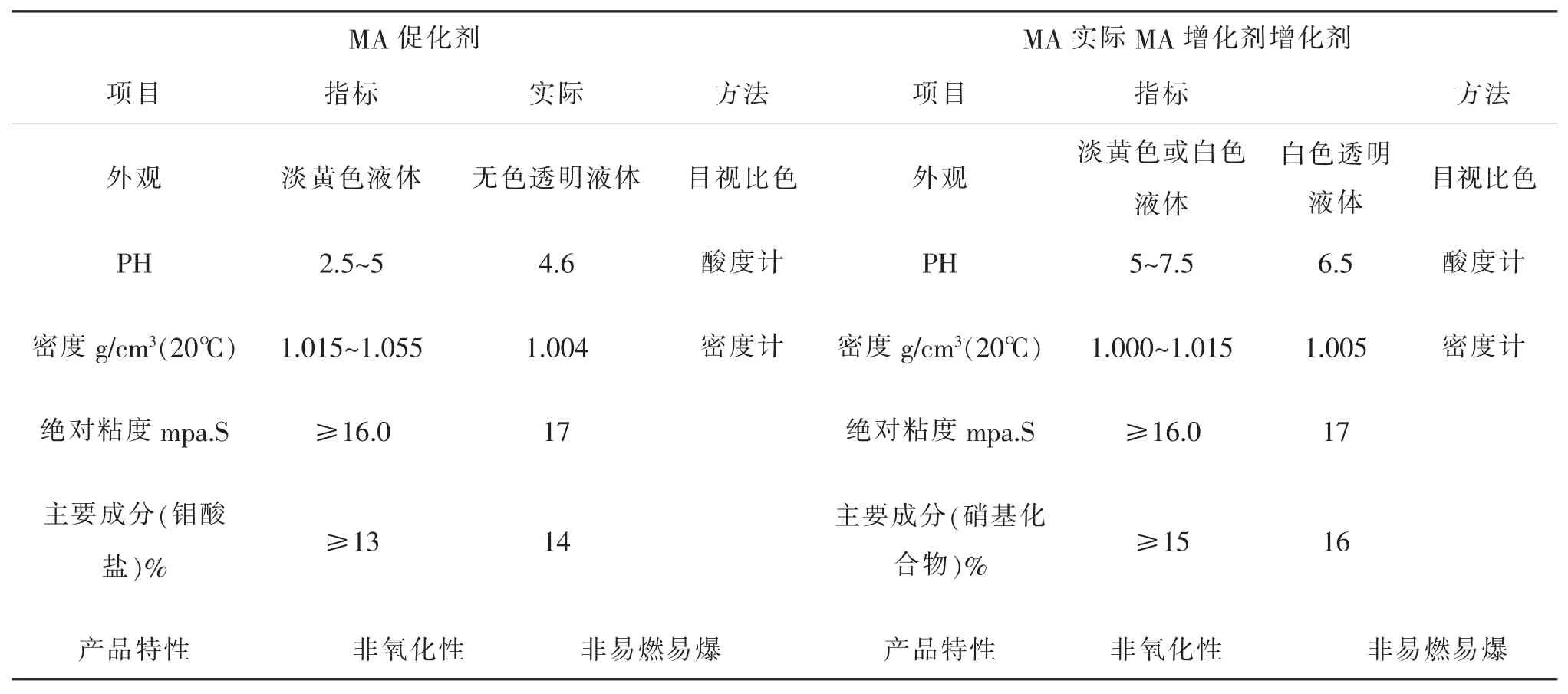
表5 MA促化劑、MA增化劑性能參數表
從表5可以看出,注劑性能能夠滿足設備要求,同時從常減壓含硫污水處理情況來看,MA促化劑、MA增化劑性能參數能夠滿足常減壓含硫污水處理。

表6 常減壓含硫污水加工前后酸性水汽提裝置進料組分對比表
從表6中可以看出,常減壓含硫污水與其它裝置酸性水混合后加工,經過酸性水汽提裝置操作調整后,使酸性水汽提塔進料中氨氮濃度由23039.08mg/L下降至20060.52mg/L,硫化氫含量由7719.4mg/L下降至7632.7mg/L,PH值持平,酸性水汽提裝置進料濃度下降,為裝置平穩運行奠定基礎。
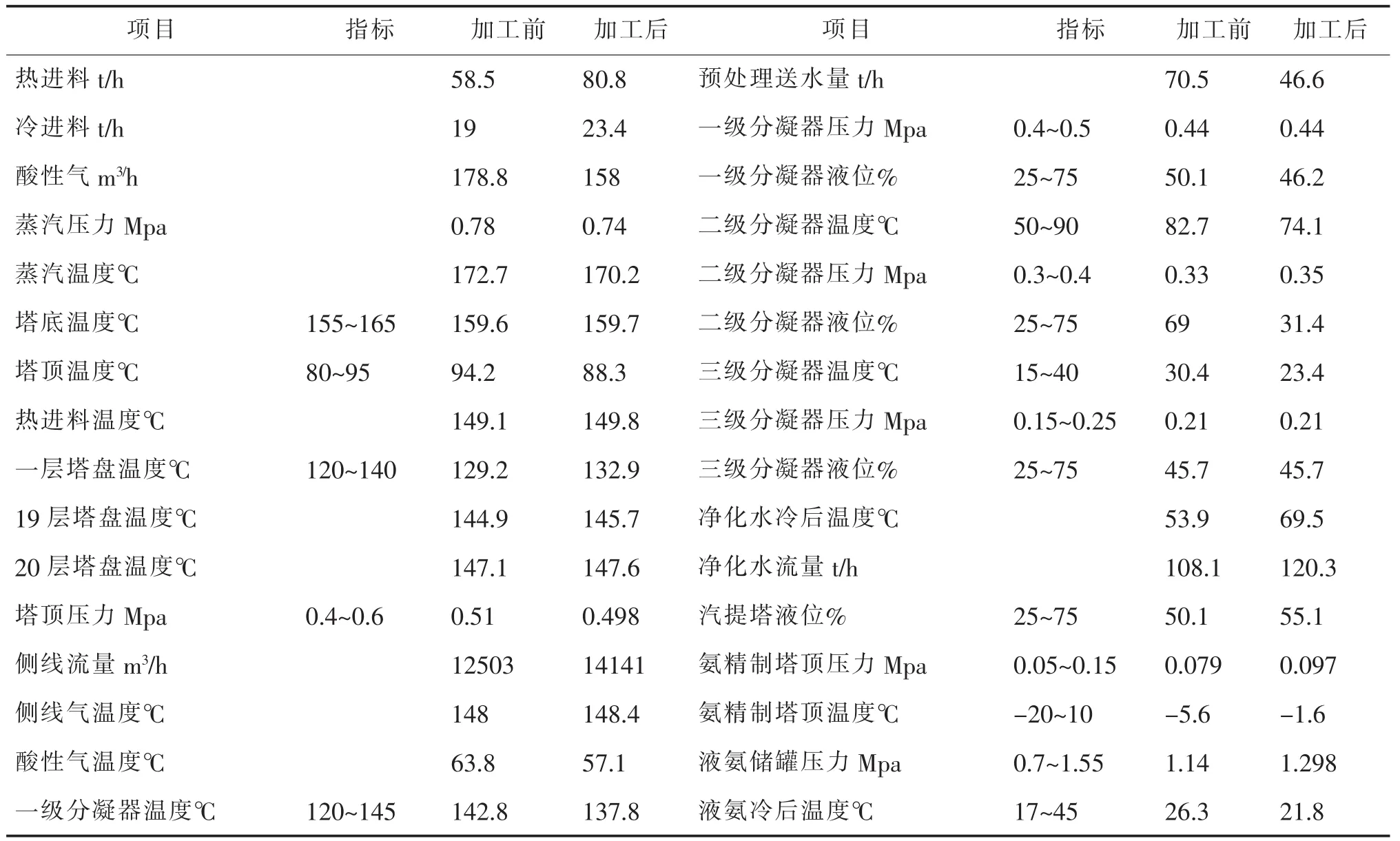
表7 常減壓含硫污水加工前后酸性水汽提裝置操作參數對比表
從表7中可以看出,常減壓裝置含硫污水引入酸性水汽提裝置加工,并對裝置操作參數做出相應調整后,汽提塔內氣相負荷達到新的平衡,由于側線量、加工總量、塔頂酸性氣量的調整,使酸性水汽提進料濃度達到新的平衡,酸性水進料濃度變化在允許范圍內,主要操作參數在正常操作允許范圍內。

表8 酸性水汽提裝置常減壓含硫污水加工前后凈化水分析對比表
從表8中可以看出,常減壓含硫污水加工前后凈化水質量PH值沒有變化,凈化水氨氮及硫化氫含量基本持平,凈化水油含量42.4mg/L小于指標要求,凈化水質量合格,裝置運行穩定,同時,汽提塔頂酸性氣質量能夠滿足硫磺回收的正常生產,所產生的氨滿足氨精制系統生產要求,沒有對液氨質量造成影響。
3 常減壓含硫污水處理結論
通過對酸性水預處理裝置工藝流程進行技術改造,加工處理常減壓含硫污水40~50t/h,對常減壓含硫污水加注MA促化劑、MA增化劑后經沉降除油除渣后油脫除率達到92.92%,脫出后油含量為64.9mg/L,懸浮物脫除率達到67.62%,脫出后懸浮物含量為28.2mg/L,滿足酸性水汽提裝置正常生產,使酸性水汽提裝置達到滿負荷運行,常減壓含硫污水加工比例達到38%左右,裝置運行穩定,產品凈化水質量合格。
通過工業應用,取得了良好的效果,首次實現了常減壓裝置含硫污水在酸性水汽提裝置的加工處理,并將產生的凈化水回用至下游裝置,結束了常減壓裝置含硫污水直排含硫污水系統的歷史,為公司消滅含硫污水奠定了堅實的基礎,也使得公司環保管理更上新臺階。
U664.9+2