熱軋卷取機(jī)夾送輥表面堆焊修復(fù)技術(shù)
2016-11-30 02:03:55呂艷春
中國(guó)設(shè)備工程 2016年4期
呂艷春
(北京首鋼機(jī)電有限公司遷安機(jī)械修理分公司,河北 遷安 064400)
熱軋卷取機(jī)夾送輥表面堆焊修復(fù)技術(shù)
呂艷春
(北京首鋼機(jī)電有限公司遷安機(jī)械修理分公司,河北 遷安 064400)
對(duì)熱軋卷取區(qū)域夾送輥磨損機(jī)理進(jìn)行分析,選擇合理的堆焊材料,并制定相應(yīng)的堆焊修復(fù)工藝,提高夾送輥的在線(xiàn)使用周期,在線(xiàn)試驗(yàn)表明,不同焊材及焊接工藝對(duì)使用壽命有明顯的影響。
夾送輥;表面堆焊;焊接材料;焊接工藝
熱軋帶鋼卷取機(jī)夾送輥及助卷輥是熱軋帶鋼生產(chǎn)線(xiàn)上的重要裝備之一,負(fù)責(zé)導(dǎo)向、夾送軋制好的鋼板,夾送輥及助卷輥輥面質(zhì)量的好壞將直接影響鋼板的質(zhì)量。夾送輥工作溫度約為500~700℃,且要承受很大的壓力,其主要失效形式有粘鋼、凹坑、龜裂等,因此要求夾送輥輥面應(yīng)具有良好的耐熱疲勞性能和耐磨性能。
目前,為了提高夾送輥的使用壽命,較經(jīng)濟(jì)的方法是在在輥面堆焊一層具有特殊性能的材料,形成復(fù)合材料的工程結(jié)構(gòu),而特殊性能的焊接材料是其中的關(guān)鍵技術(shù)。
一、焊材選用
通過(guò)查找相關(guān)資料初步得知,夾送輥在使用過(guò)程中出現(xiàn)的粘鋼與軋制工藝、板材種類(lèi)、輥面硬度等有關(guān),提高輥面硬度有助于減少粘鋼。在要求堆焊層具有較高的耐磨性和良好的耐熱耐疲勞條件下,堆焊層應(yīng)有一定的Cr、Mo、Ni、V、W等元素。目前國(guó)內(nèi)各主要鋼廠和堆焊協(xié)作廠大都采用此類(lèi)熔敷金屬成分相近的焊接材料作為夾送輥表面堆焊材料,堆焊后夾送輥的使用壽命可以達(dá)到預(yù)期效果,但由于選用的焊接材料優(yōu)劣各異,工藝方案不同,導(dǎo)致部分夾送輥輥面堆焊層存在砂眼、夾渣、硬度不均、疲勞裂紋和粘鋼等缺陷。
對(duì)本公司熱軋卷取區(qū)域夾送輥的在線(xiàn)使用情況、軋制鋼種種類(lèi)以及使用工況等因素進(jìn)行分析,采用不同的焊絲進(jìn)行試驗(yàn),對(duì)每批次到廠的原材料進(jìn)行工藝評(píng)定,初步確定焊絲的成分、硬度的參數(shù),并摸索堆焊工藝參數(shù)。試驗(yàn)不同的焊絲成分如表1所示。

表1 堆焊用焊絲化學(xué)成分統(tǒng)計(jì)
二、修復(fù)方案的確定
1.夾送輥的構(gòu)造及失效機(jī)理
夾送輥是CSP生產(chǎn)線(xiàn)后部卷取機(jī)械的重要組成部件之一,其作用為在開(kāi)始卷取時(shí)咬入帶鋼,使帶鋼頭部向下彎曲并沿導(dǎo)板方向順利地進(jìn)入卷桶,并建立卷取操作所需的張力。上夾送輥為空心輥焊接結(jié)構(gòu),下輥為實(shí)心。上、下夾送輥均為硬質(zhì)耐磨表面,冷卻方式均為外水冷卻方式。
熱連軋夾送輥承受500℃以上鋼帶高速?zèng)_撞和甩尾打擊,而且輥?zhàn)优c鋼帶之間相對(duì)速度差時(shí)有發(fā)生,因此夾送輥損壞失效行為主要為磨損、粘鋼和局部小塊剝落。其中粘鋼是由于相對(duì)速度差引起的粘著磨損。
2.夾送輥的修復(fù)路線(xiàn)及修復(fù)工藝
根據(jù)焊接材料及工藝方法,最終確定工藝路線(xiàn)為:夾送輥粗加工—輥面著色探傷—端面擋邊—預(yù)熱—管狀焊絲堆焊—焊后熱處理—輥面粗加工—輥面著色探傷—輥面精加工—輥面著色探傷—輥面打磨—輥面硬度檢驗(yàn)—超聲波探傷—?jiǎng)悠胶庠囼?yàn)—合裝—裝機(jī)使用。
由于堆焊層厚度高,堆焊層數(shù)多,同時(shí)由于堆焊工藝、藥芯焊絲或焊劑本身缺陷,經(jīng)常出現(xiàn)網(wǎng)狀裂紋。針對(duì)不同的焊接材料,制定一對(duì)一的修復(fù)工藝,在試驗(yàn)過(guò)程中嚴(yán)格按照工藝文件執(zhí)行。以其中224焊絲為例,工藝方案如下。
(1)輥面粗加工。根據(jù)圖紙堆焊層技術(shù)要求確定車(chē)削尺寸,要求車(chē)削尺寸較堆焊層厚度小4~5mm,并對(duì)輥身進(jìn)行著色探傷和硬度檢測(cè),確保輥面硬度在35HR C以下,輥身無(wú)裂紋等缺陷。
(2)輥?zhàn)佣嗣鎿踹叀?duì)輥?zhàn)佣嗣孢M(jìn)行擋邊,確保堆焊過(guò)程中焊接到邊部。
(3)工件預(yù)熱。以80℃/h的速度升溫至300℃,保溫10h后開(kāi)始堆焊作業(yè)。
(4)焊接參數(shù)。為了避免硬質(zhì)合金層直接與母材堆焊時(shí)出現(xiàn)裂紋問(wèn)題,先進(jìn)行打底層的堆焊,且堆焊工作應(yīng)連續(xù)進(jìn)行,要求焊縫排布均勻,焊接規(guī)范穩(wěn)定。打底層和硬質(zhì)合金層堆焊采用不同的焊接參數(shù),分別如表2、3所示。

表2 堆焊過(guò)渡層焊接參數(shù)

表3 堆焊合金層焊接參數(shù)
(5)焊后熱處理。焊后將輥?zhàn)与S爐緩冷至100℃以下,以60℃/h的速度升溫至560℃保溫10h,爐冷至80℃以下出爐。
(6)焊后機(jī)加工及檢測(cè)。出爐后緩冷至室溫,對(duì)輥面進(jìn)行粗加工、精加工、并檢測(cè)輥面硬度及輥面狀況,無(wú)缺陷后進(jìn)行動(dòng)平衡試驗(yàn)。
(7)缺陷的處理。
①裂紋缺陷。
焊接過(guò)程中出現(xiàn)裂紋缺陷時(shí),停止堆焊,用角磨機(jī)進(jìn)行打磨后,著色探傷至無(wú)缺陷后再次進(jìn)行堆焊;裂紋嚴(yán)重時(shí),應(yīng)退火后對(duì)裂紋進(jìn)行車(chē)削處理,重新進(jìn)行預(yù)熱及堆焊作業(yè)。裂紋產(chǎn)生原因主要為焊絲成分、焊接溫度、焊接參數(shù)等,針對(duì)不同問(wèn)題制定相應(yīng)的解決措施。
②沙眼、氣孔等缺陷。
每堆焊一層,檢查表面狀態(tài),存在氣孔、沙眼等缺陷時(shí),用角磨機(jī)對(duì)缺陷部位進(jìn)行打磨,直至目測(cè)無(wú)缺陷后,再采用堆焊機(jī)頭進(jìn)行補(bǔ)焊處理。
③熱處理后及機(jī)加后出現(xiàn)缺陷。
熱處理后及機(jī)加后出現(xiàn)氣孔、夾渣、裂紋等缺陷時(shí),采用角磨機(jī)打磨后采用堆焊機(jī)頭補(bǔ)焊處理;機(jī)加工后出現(xiàn)氣孔等缺陷,先用角磨機(jī)打磨,再用T IG進(jìn)行補(bǔ)焊,同時(shí)堆焊操作人員要檢查焊劑干燥情況及輥面清潔情況。
為了確保帶鋼表面質(zhì)量,禁止對(duì)輥面的缺陷進(jìn)行點(diǎn)焊處理,在精加工后出現(xiàn)的缺陷,需采用堆焊機(jī)進(jìn)行補(bǔ)焊,補(bǔ)焊后進(jìn)行熱處理,熱處理溫度及保溫時(shí)間按照補(bǔ)焊的尺寸確定。
3.成分、硬度的檢測(cè)
精加工后對(duì)輥面的硬度進(jìn)行檢測(cè),沿輥身軸線(xiàn)方向每100mm檢測(cè)6個(gè)點(diǎn),并且將輥面旋轉(zhuǎn)180°的對(duì)稱(chēng)位置同樣進(jìn)行硬度的檢測(cè),要求硬度分布均勻。
為了對(duì)不同焊絲堆焊的輥?zhàn)由暇€(xiàn)使用情況進(jìn)行對(duì)比分析,精加工后,采用紅外光譜儀對(duì)合金成分進(jìn)行檢測(cè),并記錄檢測(cè)結(jié)果如表4所示。

表4 紅外光譜儀對(duì)成分的檢測(cè)結(jié)果
成分檢測(cè)結(jié)果表明,采用224焊絲堆焊后的試塊及夾送輥的成分均與焊絲的標(biāo)準(zhǔn)成分相匹配,且成分檢測(cè)結(jié)果偏差在3%以?xún)?nèi),說(shuō)明堆焊過(guò)程中合金元素成分基本無(wú)燒損現(xiàn)象,焊接參數(shù)設(shè)計(jì)合理。
4.堆焊層金相組織
采用同種焊絲、按照相同的工藝路線(xiàn)及工藝參數(shù)堆焊一試塊,隨輥?zhàn)右黄疬M(jìn)行熱處理,機(jī)加工后對(duì)金相組織進(jìn)行了查看,如圖1、2所示。
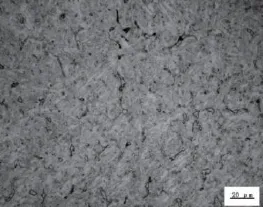
圖1 試塊1堆焊層金相組織X500

圖2 試塊2堆焊層金相組織X500

表5 224焊絲堆焊的上夾送輥上線(xiàn)情況統(tǒng)計(jì)
堆焊層中含有一定成分的Cr、Mo、W、V等,與C形成較穩(wěn)定的碳化物。在堆焊過(guò)程中,大量溶入基體組織的碳化物起固溶強(qiáng)化作用,回火時(shí)Mo、W、V以細(xì)小碳化物的形式彌散析出,起到彌散強(qiáng)化的作用,堆焊層金相組織為回火馬氏體,具有良好的常溫硬度、紅硬性、耐熱疲勞性和耐磨性。由此初步判斷焊絲化學(xué)成分及熱處理工藝設(shè)計(jì)合理。
三、上線(xiàn)試驗(yàn)情況
輥?zhàn)佣押竿瓿珊螅惭b在二熱軋2#卷取機(jī)進(jìn)行上線(xiàn)試驗(yàn),每次修磨后對(duì)尺寸、成分及硬度進(jìn)行檢測(cè),在上線(xiàn)過(guò)程中進(jìn)行跟蹤并做好記錄如表5所示。
上線(xiàn)試驗(yàn)結(jié)果表明,采用224焊絲堆焊的夾送輥,上線(xiàn)使用過(guò)程中未出現(xiàn)粘鋼、輥面麻點(diǎn)(凹坑)問(wèn)題,且每次上線(xiàn)后的修磨尺寸在1.5~2mm,輥面較其他成分堆焊的夾送輥耐磨性好,使用過(guò)程中未出現(xiàn)龜裂問(wèn)題,確保了帶鋼表面質(zhì)量。
四、結(jié)語(yǔ)
通過(guò)反復(fù)的試驗(yàn),上線(xiàn)使用效果表明,442-1焊絲堆焊的夾送輥上線(xiàn)使用過(guò)程中出現(xiàn)了裂紋問(wèn)題;552焊絲堆焊的夾送輥上線(xiàn)使用過(guò)程中出現(xiàn)了粘鋼的問(wèn)題,分析原因主要為焊絲中的Cr含量較高(通常控制在7%以?xún)?nèi)較合理);442-2及225B焊絲堆焊的夾送輥上線(xiàn)使用時(shí)輥面銹蝕嚴(yán)重,且嚴(yán)重的銹跡印在帶鋼表面影響帶鋼表面質(zhì)量。
對(duì)比結(jié)果表明,采用224焊絲堆焊的夾送輥上線(xiàn)使用效果較好。通過(guò)選用合適的焊絲、控制堆焊過(guò)程中的工藝參數(shù)、制定合理的熱處理工藝,能夠有效地改善夾送輥使用過(guò)程中出現(xiàn)的粘鋼、輥面磨損嚴(yán)重以及輥面麻點(diǎn)(凹坑)等問(wèn)題,確保了卷取過(guò)程中的帶鋼表面質(zhì)量。
[1]李文,趙磊等.夾送輥在熱軋帶鋼卷取中的應(yīng)用及改進(jìn)[J],四川冶金,2014(10),19-22.
[2]張志強(qiáng).熱連軋機(jī)夾送輥的表面堆焊工藝[J],一重技術(shù),2007(3),44-46.
[3]張洞明.表面堆焊技術(shù)在夾送輥上的應(yīng)用[J],焊接,2006(7),40-42.
[4]王寶清,王立志等.高硬度堆焊符合制造軋輥氧化裂紋形成機(jī)理[J].“2011現(xiàn)代冶金軋輥技術(shù)”學(xué)術(shù)研討會(huì)論文[C].146-152.
TG455
B
1671-0711(2016)04-0060-03
2016-03-14)
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
成都信息工程大學(xué)學(xué)報(bào)(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
建筑材料學(xué)報(bào)(2014年3期)2014-03-11 17:08:02
