氣提法回收亞酯再生反應器中亞酯氣的試驗研究
2016-12-05 10:22:38張士祥郭海濱
河南科技 2016年19期
張士祥 郭海濱
(河南能源化工集團新鄉永金化工有限公司,河南新鄉 453800)
氣提法回收亞酯再生反應器中亞酯氣的試驗研究
張士祥 郭海濱
(河南能源化工集團新鄉永金化工有限公司,河南新鄉 453800)
采用實驗室小型模擬氣提裝置對新鄉永金亞酯再生反應器釜液中的亞硝酸甲酯氣體進行回收,考察載氣通量、氣提溫度、氣提壓力、釜液組分對回收效果的影響。研究結果表明,氣提法對亞酯再生反應器釜液中亞硝酸甲酯氣體有明顯的回收效果,可大幅降低系統中亞硝酸甲酯的補充量。
氣提法;亞硝酸甲酯;亞酯再生反應器
永金煤制乙二醇生產過程中,CO催化偶聯制備草酸酯(DMO)主要涉及2個步驟:第一步為CO在負載型Pd-A12O3催化劑作用下與亞硝酸甲酯(MN)偶聯反應生成DMO和NO;第二步為MN的再生反應,第一步生成的NO與產品分離后進入再生反應器與甲醇(ME)和氧氣反應生成MN。
理論上,NO和MN在系統中循環利用,不消耗氮元素。但在實際操作過程中,由于副反應及溶解在甲醇中的亞酯氣帶至廢甲醇槽釋放至大氣等因素造成氮元素損失,生產成本增加。本試驗擬通過小型模擬氣提裝置對新鄉永金亞酯再生反應器釜液中的亞硝酸甲酯進行回收,并將試驗結果放大推廣應用至工業化裝置。
1 試驗原理
氣提法利用甲醇液中亞硝酸甲酯等揮發性物質的實際濃度與平衡濃度之間存在的差異,向含有亞酯的甲醇溶液中通入氣體,使氣液兩相充分接觸,利用不溶氣體帶動液相中揮發性物質穿過氣液界面而進入氣相并進一步隨氣相遷移;由于氣提過程中氣相物質的遷移打破了原有體系的物質平衡,使氣相中亞酯等物質的實際濃度始終小于該條件下的平衡濃度,最終使甲醇液中溶解的亞酯不斷轉入氣相,從而達到回收亞酯氣的目的[1,2]。
2 試驗部分
2.1 材料與儀器
2.1.1 儀器。LD-6-4水浴鍋,江蘇金壇榮華儀器廠;LC-20AT液相色譜,日本島津;FA2104N電子天平,江蘇金壇市江南儀器廠;LZB玻璃轉子流量計,沈陽北星儀表制造有限公司;JX/1.6計量泵,浙江愛力浦科技股份有限公司。
2.1.2 材料。亞酯再生反應器釜液,新鄉永金乙二醇裝置;碳酸二甲酯和甲醇均為分析純。
2.2試驗方法
本試驗設計思路是基于裝置中MN補入量大,無法有效進行回收的情況,利用氣提的方式實現MN的回收。試驗所用氣提裝置為連續氣提設備,載氣CO和MN再生反應器釜液逆流接觸以提高氣提效率。因CO在工業化裝置中作為反應氣故采用CO作為載氣,試驗工藝流程如圖1所示(模擬氣提裝置容積為0.05m3)。氣提溫度通過水浴鍋控制;氣提壓力通過CO鋼瓶和氣提裝置頂部放空進行控制;載氣CO通過流量計進入氣提裝置,并通過CO鋼瓶閥門控制進氣量;MN再生反應器釜液用恒溫水浴鍋進行加熱。通過對載氣通量、氣提溫度、氣提壓力、釜液組分等因素的考察,得出了實驗室氣提裝置的最佳氣提條件,同時也驗證了設計思路的可行性,裝置流程見圖1。
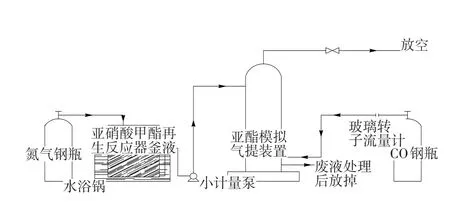
圖1 氣提裝置簡圖
將MN再生反應器釜液倒入密封儲罐,各物質的質量分數如下:MN 3%,ME 60%,H2O 14%,DMC 23%。用氮氣鋼瓶控制儲罐壓力為0.15MPa。首先鋼瓶CO進入MN氣提模擬裝置,通過頂部放空控制系統壓力,用小計量泵將釜液送至MN氣提模擬裝置,流量控制為0.03m3/h,氣提后的液相進行分析。
2.3 結果與分析
2.3.1 MN余量隨載氣通量的變化。在溫度25℃,壓力0.30MPa條件下,考察MN再生反應器釜液在不同載氣通量(0.05、0.10、0.15、0.20、0.25m3/h和0.30m3/h)下MN余量的變化,結果見圖2。由圖2可知,隨著載氣通量的增大,MN余量逐漸減小最后趨于不變。原因是MN再生反應器釜液進入氣提裝置,根據氣液平衡原理,液相中的MN擴散至飽和,隨著CO排出進一步促使液相中的MN擴散至氣相。當CO通量增加時,MN分壓進一步減小,CO與MN再生反應器釜液接觸面積也增大。MN向氣相擴散速率變快,去除效果更好。由圖2可知,載氣通量控制在0.15m3/h最為合適,MN余量為0.006%。
2.3.2 MN余量隨溫度的變化。固定載氣通量為0.15m3/h,壓力為0.30MPa,考察不同溫度(25、30、35、40、45、50、55、60、65℃和70℃)下氣提后MN余量變化,結果見圖3。由圖3可知,溫度越高,MN余量越少,氣提溫度升高,會使亨利系數和相平衡常數相應增大。在一定壓力下,氣體在溶液中的溶解度會隨溫度升高而降低,使解吸的推動力增大。因此,升高溫度對氣提是有利的。然而,隨著溫度的升高,甲醇汽化量增加,隨著氣相帶出系統,從而導致溫度在65℃以上時MN余量稍微升高。在工業化生產時升高溫度及甲醇消耗都會增加生產成本,甲醇沸點64.8℃,所以選擇的最佳操作溫度為50℃,MN余量為0.003 5%。
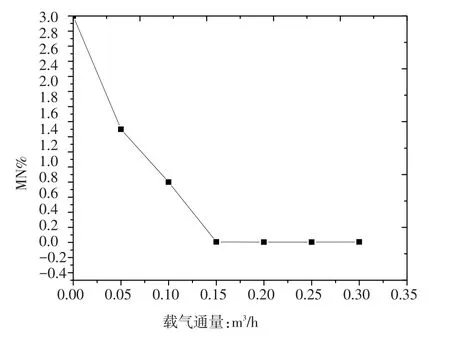
圖2 不同載氣通量MN余量變化
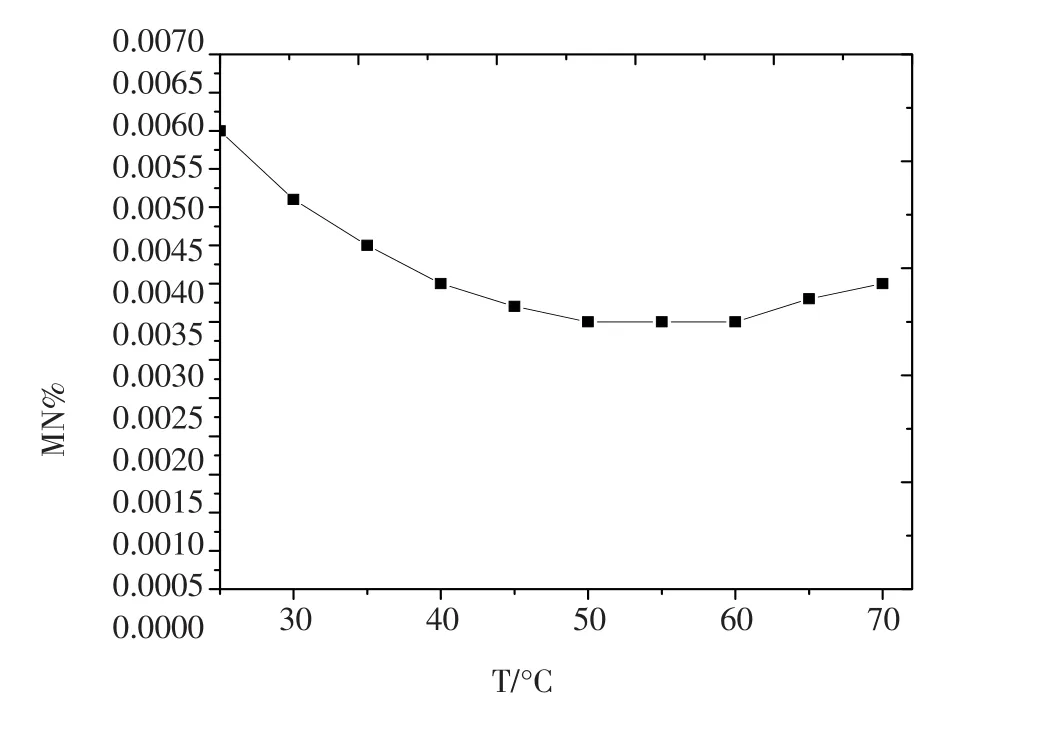
圖3 不同氣提溫度MN余量變化
2.3.3 氣提壓力的變化。載氣通量為0.15m3/h,溫度為50℃,考察壓力0.10、0.15、0.20、0.25、0.30MPa和0.35MPa對MN余量的影響,結果見圖4。由圖4可知,隨著氣提壓力的降低,MN余量呈逐漸減少的趨勢。原因是降低操作壓力會使被解吸的組分在氣相中分壓減少,從而使被解吸的組分從溶液中揮發出來。氣液相平衡常數也因系統壓力的降低而增大,使平衡線上移。降低操作壓力使解吸因子增大,固定操作的理論板數時,相應的解吸率就會升高,因此降低操作壓力對解吸的操作是有利的。隨著壓力的降低,能促使液相中的MN提取,針對MN合成DMO進而合成乙二醇的系統,將氣提裝置的最佳壓力設定為0.15MPa,MN余量為0.002 8%。
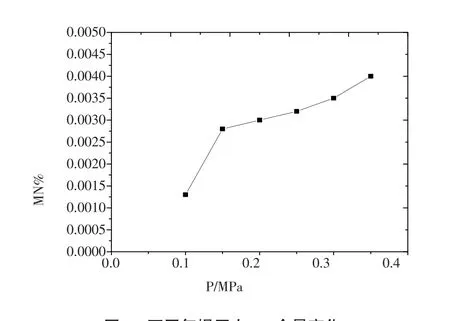
圖4 不同氣提壓力MN余量變化
2.3.4 亞酯再生反應器釜液組分變化。MN再生反應器釜液中MN的含量與甲醇質量分數呈現正相關。新鄉永金MN再生器溫度為60℃,壓力為0.32MPa,改變液相中甲醇含量,MN含量見圖5。
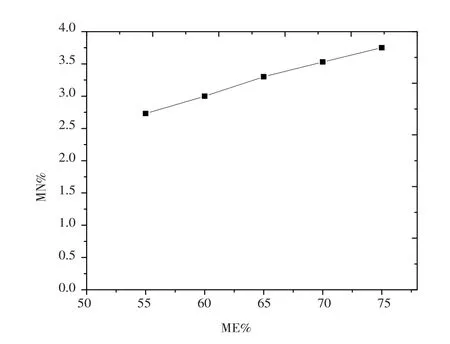
圖5 不同ME含量吸收MN變化
在載氣通量為0.15m3/h,氣提溫度為50℃,氣提壓力為0.15MPa時,對MN再生反應器進行氣提,結果見圖6。
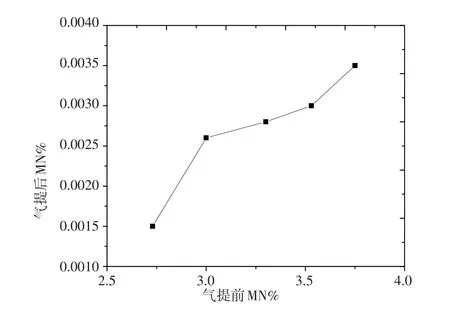
圖6 不同甲醇組分MN氣提前后含量變化
從圖5、6可以看出,隨著甲醇含量增加,在MN再生反應器中MN含量是增大的。在最優的氣提條件下,MN余量都在0.005%以下,MN回收率在99.9%以上。MN再生器中ME的含量不能低于60%。所以,以MN 3%,ME 60%,H2O 14%,DMC 23%,在最優條件下進行氣提,MN回收率高達99.9%。
3 結語
試驗結果表明,采用氣提法回收亞酯再生反應器中的亞酯氣效果良好。現已將實驗室研究成果推廣到工業應用,成功解決了亞酯補入量大的問題,為煤制乙二醇工藝走向成熟奠定了一定的基礎。
[1]周西臣,曲虎,劉靜,等.氣提法去除油田污水中H2S的實驗研究[J].工業水處理,2012(1):66-69.
[2]胡愛平,段占庭.氣提法的研究及應用進展[J].現代化工,1993(8):15-18.
Experimental Study on the Recovery of the Ester Gas from the Regeneration Reactor with Gas Stripping Method
Zhang ShixiangGuo Haibin
(Henan Energy and Chemical Industry Group Xinxiang Yong Jin Chemical Co.Ltd.,Xinxiang Henan 453800)
The methyl nitrite gas from Xinxiang Yong Jin regeneration reactor vessel was recovered by laboratory min?iature simulation air stripping device,the effects of carrier gas flux,gas stripping temperature,gas pressure and still liquid component on recovery were investigated.The results showed that the gas stripping process had a significant ef?fect on the recovery of methyl nitrite gas from the nitrite regeneration reactor,which can significantly reduce the amount of methyl nitrate in the system.
gas stripping method;methyl nitrate;nitrite regeneration reactor
TQ226.2
A
1003-5168(2016)10-0143-03
2016-09-06
張士祥(1971-),男,本科,工程師,研究方向:煤制乙二醇生產技術。