基于球頭刀的大型直齒錐齒輪數控銑削方法研究
2016-12-06 08:02:44任小中王建生董后云
組合機床與自動化加工技術 2016年11期
任小中,王建生,張 波,董后云
(河南科技大學 機電工程學院,河南 洛陽 471003)
?
基于球頭刀的大型直齒錐齒輪數控銑削方法研究
任小中,王建生,張 波,董后云
(河南科技大學 機電工程學院,河南 洛陽 471003)
針對國內大型直齒錐齒輪常采用刨齒法、拉齒法等間歇分度的傳統機械加工方法中存在的加工精度低和效率低的問題,提出利用球頭銑刀在立式數控銑床上加工大型直齒錐齒輪的方法。通過MATLAB運算提取走刀軌跡關鍵點的坐標,并以此生成數控加工程序。通過實例編制數控加工程序,并利用VERICUT進行銑齒仿真試驗。試驗表明該方法的加工路線規劃、銑削軌跡求解以及分度計算均是正確的,為大型直齒錐齒輪的實際加工提供一種新的自動化程度高的加工方法。
大型直齒錐齒輪;球頭銑刀;數控加工;銑齒
0 引言
根據直齒錐齒輪尺寸的大小,大端直徑在500~3000mm之間的齒輪為大型直齒錐齒輪。大型直齒錐齒輪具有更高的承載能力,在大型起重機械、礦山機械等很多領域都有廣泛的應用。但由于受技術水平的制約和專業設備缺乏的影響,國內能夠加工這種齒輪的廠家較少[1],常采用的加工方法基本上還是傳統的刨齒、拉齒等方法,這些方法多為間歇分度加工,不僅加工效率低,自動化程度不高,加工精度也不高[2-3]。近年來,曹泉利等[4]提出在改造的普通牛頭刨床上加工大型直齒錐齒輪的方法,該方法可用于沒有專門加工設備的企業進行少批量的生產,但存在成型刀具通用性差、加工精度低、生產成本高等問題。劉少海[5]等提出在龍門銑床上利用成型銑刀加工該型齒輪,但加工精度和效率都比較低,成型銑刀通用性比較差、加工出來的齒輪齒形誤差較大,影響其使用壽命。針對上述問題,本文提出利用球頭銑刀加工大型直齒錐齒輪的方法。球頭銑刀通用性好能夠降低生產成本;立式數控銑床能極大的擴大加工范圍,提高加工的自動化程度和加工效率。因此,對利用球頭銑刀加工大型直齒錐齒輪方法的研究,有助于提高加工效率和加工質量,對該型齒輪的實際生產能夠起到指導作用。
1 直齒錐齒輪齒面點數學模型的建立
如圖1所示,當球頭銑刀沿直齒錐齒輪齒面切削時,刀具的中心點M和切削點N并不在同一位置。所以,當編制數控加工程序時需要考慮刀具的半徑補償問題,這在Matlab編程計算刀位點坐標時就需要先求出齒輪齒面點的法向矢量方程。
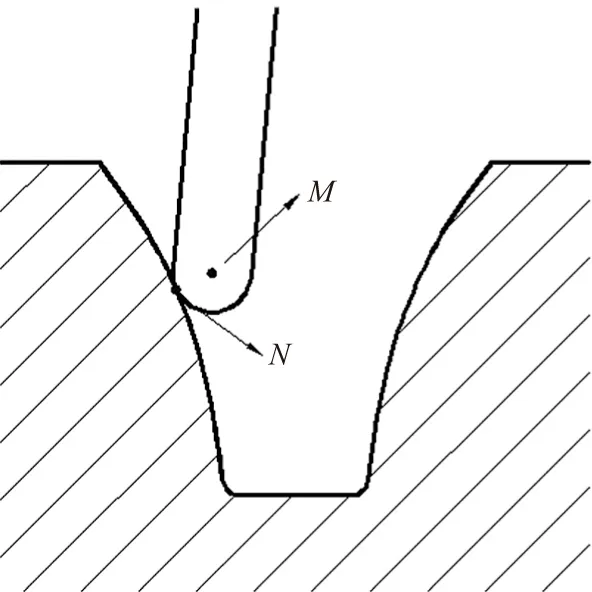
圖1 球頭銑刀加工齒面截面圖
1.1 球面漸開線方程的建立
直齒錐齒球面漸開線的形成原理如圖2所示。
當半徑長度與基圓錐錐距相同的圓平面繞基圓圓錐滾動時,每一個起始位置的交點在空間形成的軌跡都是一條球面漸開線[6]。
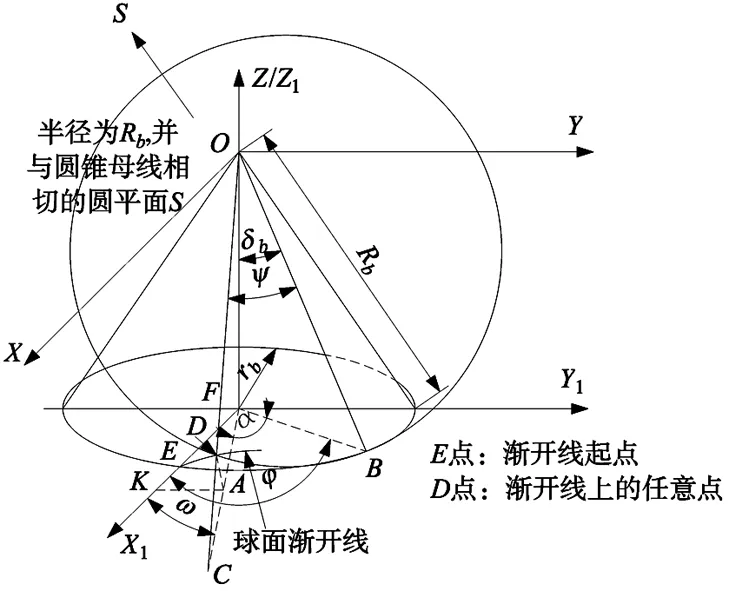
圖2 球面漸開線形成原理
Rb—基圓錐大端錐距
Ψ—大圓展成角,Ψ=rbΦ/Rb=Φsinδb
Φ一小圓展成角
δb—基錐角
在坐標系(F;X1,Y1,Z1)中,由漸開線的性質可知球面漸開線的參數方程為[7]:
(1)
1.2 齒面點法向矢量方程的推導
分析球面漸開線的參數方程(1)可知,決定漸開面上任意X、Y、Z坐標點位置的因素只與圓平面S的半徑Rb和小圓的展成角φ有關。在已知齒數和模數的直齒錐齒輪中基錐角是確定值。所以,為計算方便,設sinδb=a, cosδb=b。結合曲面上點的法向向量的幾何性質,推導出直齒錐齒輪齒面點在直角坐標系中各方向的法向矢量為:
NZ(〗WTBZ〗x=?y?Rb?y?θ
?z?Rb?z?θ=asinφcosψ-cosφsinψ
-bcosψRb(1-a2)sinφsinψ
Rbabsinψ=
Rb(bsinφsinψcosψ-abcosφsin2ψ)
NZ(〗WTBZ〗y=?z?Rb?z?θ
?x?Rb?x?θ=-bcosψ
acosφcosψ+sinφsinψRbabsinψ
Rb(1-a2)cosφsinψ=
-Rbb(cosφsinψcosψ+asinφsin2ψ)
NZ(〗WTBZ〗z=?x?Rb?x?θ
?y?Rb?y?θ=acosφcosψ+sinφsinψ
asinφcosψ-cosφsinψRb(1-a2)cosφsinψ
Rb(1-a2)sinφsinψ=
Rb(1-a2)sin2ψ
則單位法向矢量為:
(2)
推導出的單位法向矢量方程(2)用于下面Matlab編程提取刀位點坐標。
2 走刀方式的確定
圖3所示的機床為試切削試驗時所使用的數控立式銑床[8]。在銑削曲面時,刀具的運動軌跡是影響加工質量的一個重要因素。針對大型直齒錐齒輪齒面的特點,采用先用指狀銑刀進行粗加工,再用球頭銑刀進行精加工的順序。
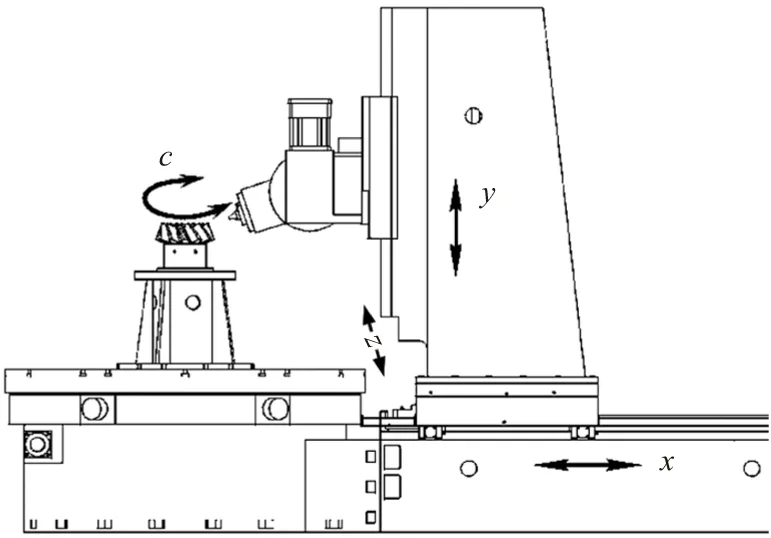
圖3 數控立式銑床加工大型直齒錐齒輪
圖4為立式數控銑床加工大型直齒錐齒輪時球頭銑刀與齒輪相對位置的示意圖。加工前需將球頭銑刀動力頭扳成與豎直方向成一定的角度α,使球頭銑刀運行方向與齒基圓母線方向平行。

圖4 球頭銑刀與齒輪的相對位置
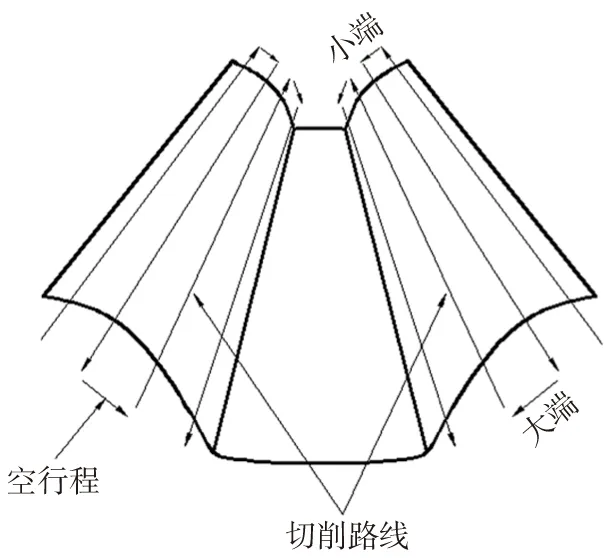
圖5 精加工時走刀軌跡
當在數控立式銑床上利用球頭銑刀對齒面進行精加工處理時采用沿齒面V向的行切方式走刀,即每次走刀都沿齒輪漸開面上不同展成角φ的直線進行加工切削,如圖5所示。采用這種加工方式能夠保證沿母線走刀時的直線度,而且加工刀位點的計算相對比較容易,利于編程數控程序。
這種循環走刀的步長可依據齒輪加工精度和加工效率等因素進行設置。加工精度要求越高走刀步長越小,加工效率越低。循環次數由走刀循環步長和全齒高決定,循環步長越小,全齒高越大循環次數越多,加工效率越低[9]。因此在滿足加工精度的前提下可增大循環步長,提高加工效率。
3 基于Matlab提取齒面刀位點坐標
3.1 直齒錐齒輪的實例參數
所要加工的齒輪參數如表1所示。選取的刀具參數為R5的球頭銑刀。
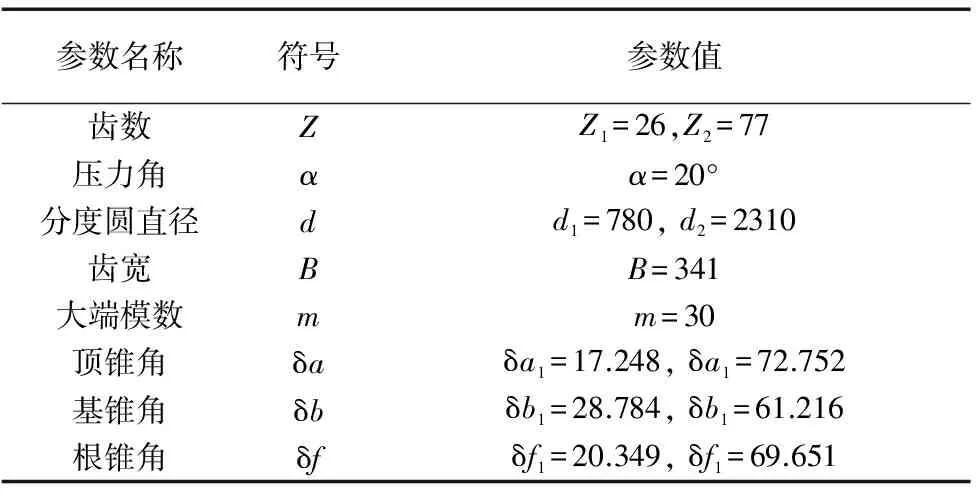
表1 直齒錐齒輪幾何參數
3.2 利用Matlab生成刀位點坐標
經計算,決定上述直齒錐齒輪漸開面的兩個變量因子模數m和展成角φ的取值范圍分別為(21,30)和(0,0.58062)(角度為弧度制)。將其在Matlab程序中賦值,結合球面漸開線方程(1)和推導出的法向矢量方程(2)編程,運行即可生成齒面法向面示意圖(如圖6所示)和所需數控加工刀位點的坐標(如圖7所示)。
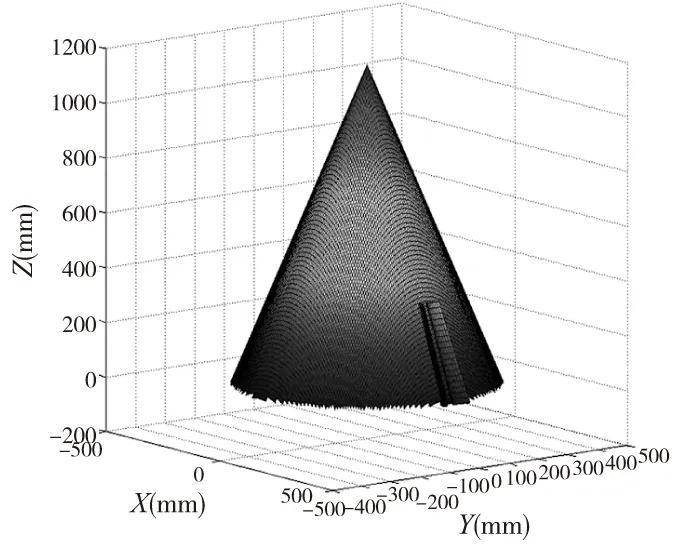
圖6 Matlab繪制的齒面法向面
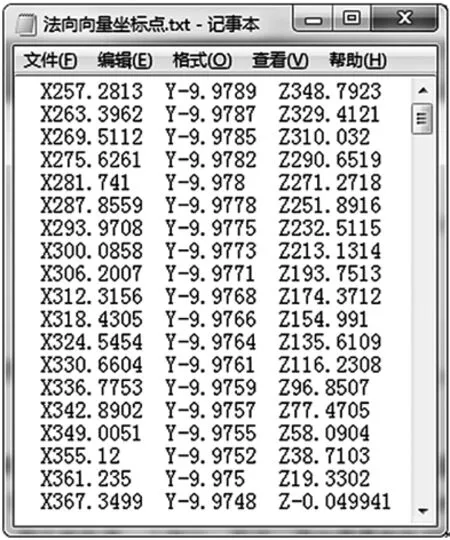
圖7 部分法向點坐標
本文將設計變量的區間模數m的步長設為0.1,展成角φ的步長為0.03,最終劃分為20行91列的網格。通過Matlab運算提取出的走刀軌跡關鍵點坐標之后,利用這些點坐標編制數控加工程序。
4 VERICUT加工仿真及試切削試驗
4.1 仿真數控機床和刀具的選擇和調用
在VERICUT的機床庫中,Cincinnati_T30是一臺立式三軸半聯動的數控銑床,除了X軸、Y軸、Z軸三個坐標軸以外,還能實現C軸繞Z軸的360°轉動,該型號的機床滿足對于大型直齒錐齒輪加工的要求。因此,從機床庫中調用Cincinnati_t30三軸半聯動數控機床模型,加載控制系統[10],刀具則采用球頭銑刀進行仿真模擬。
4.2 基于VERICUT的仿真加工
直齒錐齒輪的仿真加工結果如圖8所示。通過VERICUT軟件對NC程序進行驗證,從仿真加工動態過程中可以看出,無干涉、過切、碰撞和超程等問題出現,軟件的加工仿真過程可視性良好,運動情況清晰,實現了對加工過程正確性的有效評估。

圖8 仿真加工結果
4.3 實際切削試驗
利用球頭銑刀加工大型直齒錐齒輪的試驗是在改造后的4m數控銑齒機上進行的,如圖9、圖10所示。加工時先用指狀銑刀進行粗加工處理,保留精加工余量,然后再用球頭銑刀進行精加工處理。為了便于觀察,加工另一面時,先在加工好的一面涂上紅丹粉,完成后觀察發現涂在加工面上的紅丹粉完好無損,說明在加工時刀具沒有發生干涉。加工完成后,通過滾檢觀察接觸區發現接觸印痕良好。因此,無論是從加工完后的小輪與仿真小輪進行對比,還是從切削后接觸印痕觀察,都說明用球頭銑刀加工直齒錐齒輪的加工參數是正確的,這種數控銑削方法是可行的。

圖9 實際加工切削

圖10 大小輪滾檢試驗
5 結論
利用球頭銑刀在立式數控銑床上加工大型直齒錐齒輪,極大地擴大了加工范圍,提高了加工的自動化程度和生產效率; 利用MATLAB編制的提取刀位點程序具有通用性,只需改變相應參數即可生成新的刀位點坐標,減少了編程時間; 運用VERICUT軟件進行的仿真試驗和試切削試驗驗證了加工方法的可行性,為推廣利用球頭銑刀在數控銑床上加工大型直齒錐齒輪奠定了理論和試驗基礎。
[1] 張波, 李天興, 王斌. 基于Inventor和Recurdyn的錐齒輪建模及運動仿真[J]. 礦山機械, 2013, 41(9):123-125.
[2] 孟文. 直齒錐齒輪旋分加工技術基礎研究[D] .天津:天津大學, 2012.
[3] 李曉群. 特大型直齒錐齒輪包絡刨削成形方法研究 [D].天津:天津大學, 2014.
[4] 曹泉利, 劉麗, 秦濤. 大型直齒錐齒輪在牛頭刨床上的加工[J] . 機械工人, 1998(3):3.
[5] 劉少海, 張揚. 大型直齒錐齒輪的銑削加工[J]. 煤礦機械, 2003(2): 45-46.
[6] 谷鳳民. 弧齒錐齒輪的數字化設計與數字化加工[D].寧夏: 寧夏大學, 2008.
[7] 李特文. 齒輪幾何學與應用理論[M]. 上海:上海科學技術出版社, 2008.
[8] 張波, 李天興, 陳均. 等基圓錐齒輪加工仿真[J]. 河南科技大學學報, 2013, 34(3): 18-20.
[9] 趙繼紅. 優化工藝提高大型礦用磨機齒輪加工效率[J]. 金屬加工,2013(14):28-29.
[10] 沈渤飛, 牛興華, 趙銳,等. 刀具軌跡優化及多軸數控加工仿真研究[J]. 制造業自動化,2014,36(11): 9-22.
(編輯 李秀敏)
NC Machining Simulation of Large Straight Bevel Gear Based on MATLAB
REN Xiao-zhong,WANG Jian-sheng,ZHANG Bo,DONG Hou-yun
(School of Mechanical & Electronic Engineering, Henan University of Science and Technology,Luoyang Henan 471003,China)
Large straight bevel gear in the domestic is often processed by the traditional machining methods of intermittent indexing such as gear-shaping, pull teeth and others. The degree of automation, processing precision and efficiency are low. The coordinates of the key points of the tool path were extracted by MATLAB operation, then the CNC program was generated based on the coordinates. The new method was performed through an example, then the simulation experiment of gear milling was carried out by VERICUT. The experiment indicates that the processing route planning, solution of milling trace and indexing angle calculation of this machining method are correct. It provides a new method with high degree of automation for large straight bevel gears actual machining.
large straight bevel gear; ball end mill; NC machining; gear milling
1001-2265(2016)11-0119-03
10.13462/j.cnki.mmtamt.2016.11.032
2016-01-08;
2016-02-29
國家自然科學基金資助項目(51575160)
任小中(1957—),男,河南武陟人,河南科技大學教授,博士,碩士研究生導師,研究方向為傳動件先進制造技術,(E-mail)ren_xiaozhong@126.com。
TH162+.1;TG547
A
