便攜式計算機電池保護器自動化生產線的研究與設計
2016-12-06 08:02:44鞠家全王由偉張軍鄭天池邱自學
組合機床與自動化加工技術 2016年11期
鞠家全,王由偉,張軍,鄭天池,邱自學
(南通大學 機械工程學院,江蘇 南通 226019)
?
便攜式計算機電池保護器自動化生產線的研究與設計
鞠家全,王由偉,張軍,鄭天池,邱自學
(南通大學 機械工程學院,江蘇 南通 226019)
便攜式計算機電池保護器由R形鎳片、溫度保險絲、L形鎳片組成;其生產工序包括溫度保險絲上料、L形鎳片上料、R形鎳片上料、點焊等。針對以上工序設計了一條便攜式計算機電池保護器自動化生產線。該生產線集合了電池保護器生產的多個工序,采用可編程控制器(PLC)作為單個子機控制核心,各個子機系統采用PC Link網絡相互通訊,結合各個子機的觸摸屏實現對子機及整個系統的監控。該生產線可有效的提高電池保護器生產制造的自動化水平和生產效率,保證生產質量,降低勞動強度及生產成本。
電池保護器;自動化生產線;控制系統;PLC
0 引言
21世紀以來,隨著社會信息化的不斷的深入,人們的生活水平不斷的提高及便攜式計算機的價格持續降低,便攜式計算機已經成為了越來越多人的私有物品[1]。電池保護器作為便攜式計算機鋰電池的保護裝置,安裝于鋰二次電池內部,保護鋰電池及計算機的安全。目前國內大部分企業多采用人工或半自動化的方式生產加工電池保護器,且存在以下不足:①人工對電池保護器各個部件擺放,擺放位置不精確;②電池保護器各部分零件較小,人工操作易產生視覺疲勞;③治具需多次搬運,勞動強度大,產品質量不穩定,效率低。針對以上問題,設計了一條便攜式計算機電池保護器自動化生產線。
在國外,像蘋果、三星等從事便攜式計算機開發的制造商,很少制造便攜式計算機的結構件或者只制造少量相對關鍵的零部件。這些制造商基本上不生產便攜式計算機電池保護器,所以在國外很少有生產電池保護器的制造商,研發電池保護器設備的制造商就更少。在國內,電池保護器半自動化生產線是生產電池保護器的主流方式,雖然開發電池保護器設備的公司比較多,涉及的產品開發領域大部分為自動上料設備、自動點焊設備、雙鎳片自動檢測設備或者同時開發多種設備,但研究開發電池保護器整條生產線及研究其生產工藝的企業很少。
本文中根據電池保護器的生產工藝,對比企業通常采用的集中式布局和線性布局方案,綜合比較兩種設計方案的優缺點,結合企業自動化生產的要求,設計了可拆卸式集中布局的電池保護器自動化生產線。可拆卸式集中布局設計的生產線可提高自動化水平,空間占用小,生產效率高,減輕勞動強度,降低生產成本,在保證產品質量的同時為以后升級自動化生產線或者更改生產工藝帶來了便利。
1 便攜式計算機電池保護器自動化生產線總體方案
1.1 電池保護器的介紹
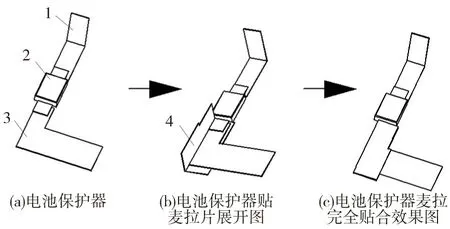
一個完整的便攜式計算機電池保護器由L形鎳片,溫度保險絲,R形鎳片,麥拉片四個部分組成,具有體積小,質量輕,生產加工工序多等特點。圖1所示為電池保護器實物圖;圖2所示為電池保護器貼麥拉片示意圖。
圖1 電池保護器
1.R形鎳片 2.溫度保險絲 3.L形鎳片 4.麥拉片
1.2 便攜式計算機電池保護器生產流程
計算機電池保護器自動化生產工序包括:溫度保險絲上料,L形鎳片自動上料,R形鎳片自動上料,點焊,雙鎳片檢測,內電阻檢測,從治具中取出電池保護器,貼麥拉片,落料。實際生產中為適應其自動化生產線,對其生產工序做了調整,具體生產流程如圖3所示。
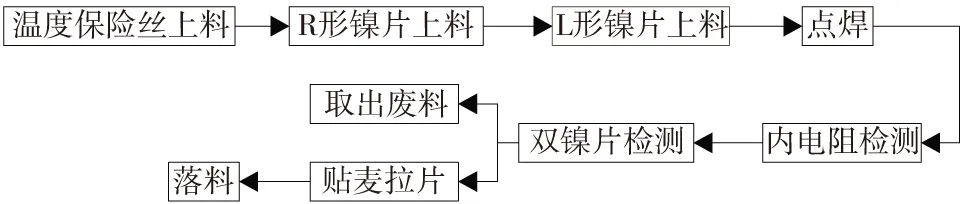
圖3 電池保護器自動化生產流程
1.3 便攜式計算機電池保護器自動化生產線總體方案介紹
根據電池保護器生產工序,初步設計出兩套子機布局方案,其中方案一:線型布局設計,即在線性傳送帶的兩側分別放置電池保護器各個加工工序子機,傳送帶將治具依次運送至各個子機對應的加工位置,各個子機再執行對應的功能,從而實現電池保護器的加工;方案二:集中式布局設計,即將各個加工工序集中于一臺機器上,通過治具循環裝置傳送加工件,實現電池保護器的加工。比較兩種方案,有以下缺點,方案一:線型布局設計,結構簡單,但生產線較長,占用空間較大;方案二:集中式布局設計,雖然機械結構緊湊,占用空間小,但是不利于以后自動化生產線的升級及生產工藝的改進。
綜合考慮空間布局及生產工藝要求,結合方案一和方案二優點設計了一種可拆卸式集中布局方案,即各個加工工藝子機與治具循環裝置配合動作實現既定的功能。這樣的設計減小了設備占用空間,且在以后產品升級換代中,無需更換整條生產線設備,減少了設備升級換代成本。具體設計布局方案如圖4所示。
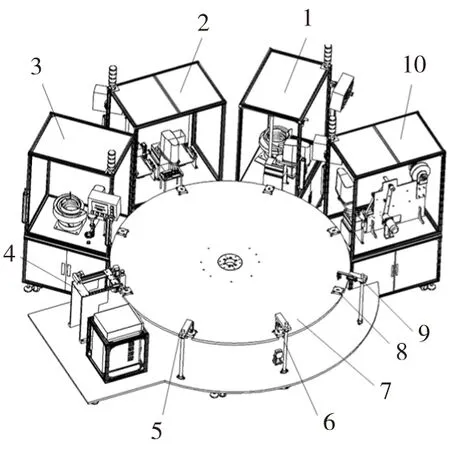
1.溫度保險絲自動上料機 2.L形鎳片自動上料機 3.R形鎳片自動上料機 4.點焊裝置 5.電阻測試裝置 6.雙鎳片檢測裝置 7.治具自動循環裝置 8.治具 9.不合格品落料裝置 10.雙面自動貼合機
圖4 可拆卸式集中布局方案
根據設計的方案,電池保護器生產線循環動作流程如圖5所示:第一工位溫度保險絲自動上料機將保險絲運送到治具循環裝置的治具中;治具循環裝置旋轉到第二工位,L形鎳片自動上料機將L形鎳片輸送到治具循環裝置上的治具里;治具循環裝置旋轉到第三工位,R形鎳片自動上料機將R形鎳片輸送到治具循環裝置上的治具里;治具循環裝置旋轉到第四工位,點焊裝置分別對溫度保險絲與R形鎳片的接觸點及溫度保險絲與L形鎳片的接觸點點焊;治具循環裝置旋轉到第五工位,雙鎳片檢測裝置檢測焊接好的電池保護器是否有雙鎳片重合;治具循環裝置旋轉到第六工位,內電阻檢測裝置檢測電池保護器內電阻是否符合標準;治具循環裝置旋轉到第七工位,取廢料裝置將不符合標準的電池保護器從生產線上取出并放入廢料盒中;治具循環裝置旋轉到第八工位,雙面麥拉片自動貼合機對電池保護器雙面貼麥拉片并將其放入成品盒中。
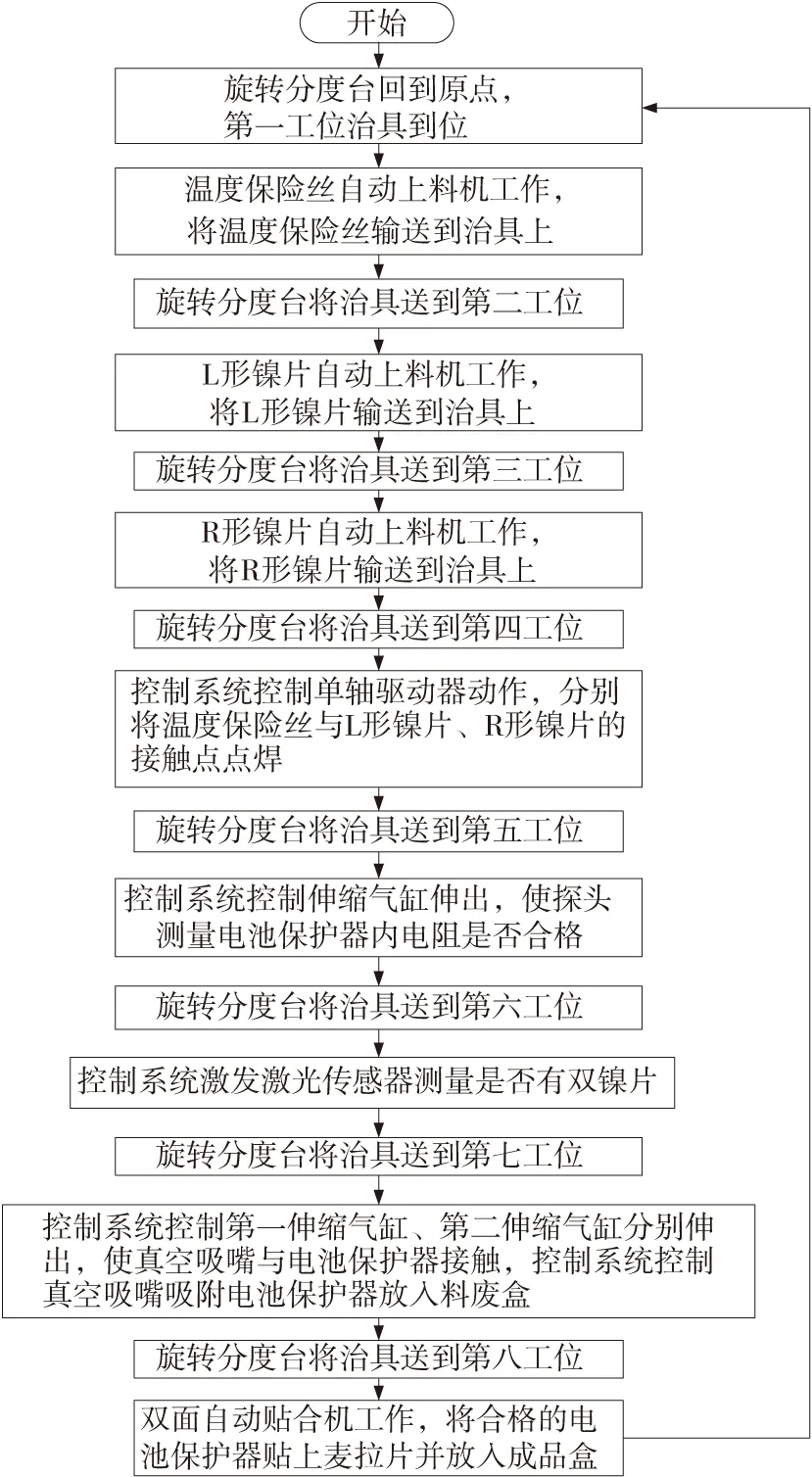
圖5 可拆卸式集中布局方案循環動作流程圖
2 便攜式計算機電池保護器自動化生產線控制系統設計
2.1 控制系統硬件設計
該自動化生產線各子機采用獨立的可編程控制器(PLC)控制各自功能,各個子機間通訊采用PC Link網絡相互通訊;采用氣動元件作為執行機構;運用激光傳感器檢測鎳片有無;各個子機有獨立的觸摸屏,可以實時顯示設備的運行狀態,對子機運行狀態進行監控。選擇歐姆龍公司的CP1H系列PLC,型號為CP1H-X40DR-A,其具有輸入點24個,輸出點16個,滿足各個子機的需求。根據生產線控制系統及工作特點要求,選擇操作方便,支持多種語言字符并且能夠適應生產線工作環境的觸摸屏。設計選用MT8070iE人機界面,它通過RS232串口和CPU進行通訊。性能穩定,操作方便。電池保護器自動化生產線控制系統框圖如圖6所示。
整條生產線有五個可編程控制器(PLC),即溫度保險絲自動上料機、L形鎳片自動上料機、R形鎳片自動上料機、電池保護器雙面自動貼合機、治具循環裝置,并且將治具循環裝置的PLC設置為主站,其他子機的PLC設置為從站。5個PLC之間通過RS422/485相連,整個控制系統采用PC Link網絡通信。將安裝好組態王軟件的工業計算機串口與治具循環裝置PLC的編程接口聯接,使用組態王軟件開發自動化生產線的監控界面。其中PC Link網絡主站/從站設定如圖7所示。
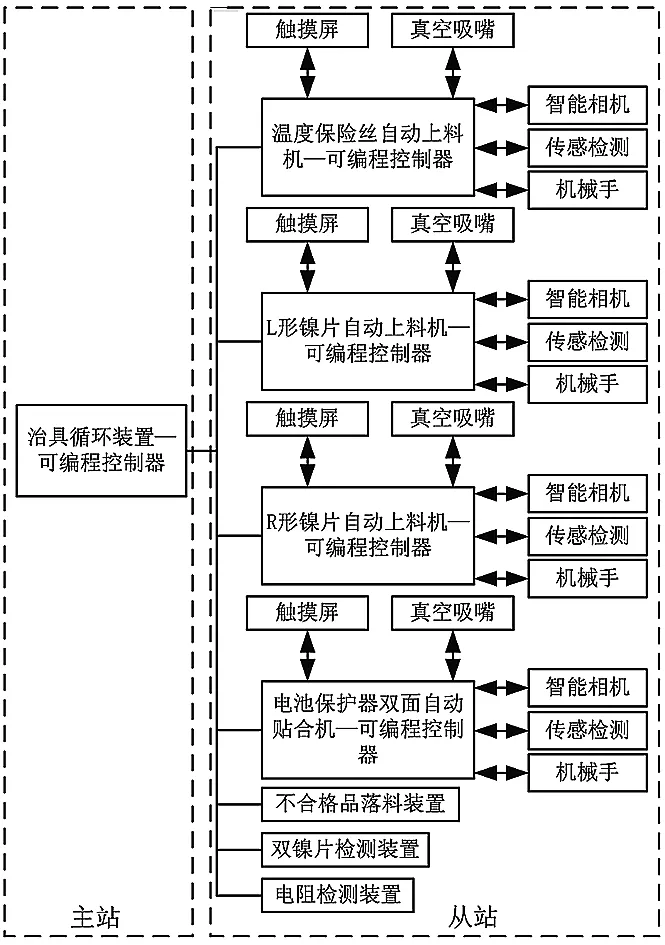
圖6 控制系統框圖
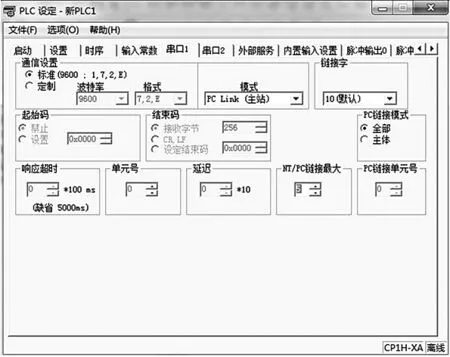
(a)主站設定
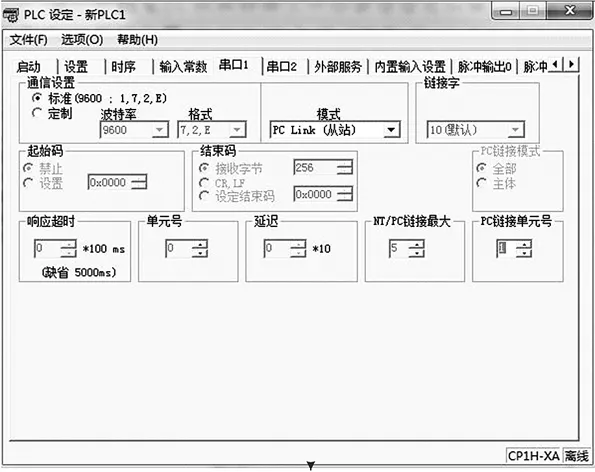
(b)從站設定
2.2 控制系統軟件設計
在了解各個子機工作原理、PLC選型及I/O地址分配表的前提下,編寫控制程序及相應的軟件設計。因篇幅有限,現以溫度保險絲自動上料機為例做介紹,實物圖如圖8所示。其他子機控制系統軟件設計與溫度保險絲自動上料機控制系統軟件設計基本相似,不做具體敘述。
溫度保險絲自動上料機的觸摸屏控制界面主要包括:初始化、自動模式、手動模式。程序流程如圖9所示。
初始化程序:開機后,如果四自由度機械手的手臂不在初始狀態,選擇初始化程序,初始化程序會自動將機械手臂移至初始位置。
自動模式:自動上料,即將直線上料器上的溫度保險絲全部逐個地輸送到點焊治具上。上料前首
先進行初始化,然后將溫度保險絲逐個地送到點焊治具上。
手動模式:使溫度保險絲上料機上的振動盤、直線送料器、四自由度機械手以及真空吸嘴能夠獨立地運動。
在上述的三種模式當中,自動模式必須參考溫度保險絲特征參數進行,即需實時釆集溫度保險絲圖像,提取其特征參數,進行判斷溫度保險絲形態是否正確。

圖8 溫度保險絲自動上料機實物圖
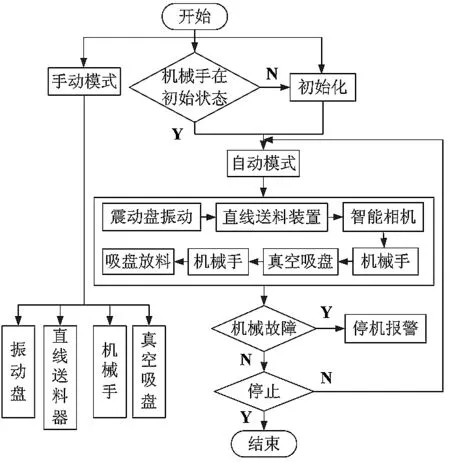
圖9 程序流程圖
3 結束語
設計的可拆卸式集中布局的電池保護器自動化生產線現已在蘇州某企業中應用,設備現場應用情況良好,已得到企業的認可與肯定。
(1) 設計的電池保護器自動化生產線在保證系統穩定性,可靠性的前提下,將原有的由人工完成上料、點焊、貼麥拉片、取料以及其他一系列工作交由多個四自由度機械手與其他輔助裝置組成的自動化生產系統完成,減輕了勞動強度,提高了生產效率,保證了產品質量。
(2) 與傳統的線性布局設計和集中式布局設計相比,可拆卸式集中布局設計不僅滿足生產工藝的需求,縮減產線長度,減少空間占用,實現自動化生產,降低生產成本,而且便于以后產品加工工藝的改變及設備的升級。
(3) 本文中雖然對電池保護器生產線進行了設計與研究并提高了生產效率,但是目前生產線是由多個子機組合而成,各個子機控制由單獨的PLC控制,各道工序間的協調動作任然需要進一步優化,如果能開發多功能一體機,集各工序的控制、檢測、視覺等功能為一體,實現設備小型化、精密化、智能化,這將進一步提高生產線的動作協調性能和生產效率,縮減生產成本,這將作為以后的一個研究方向。
[1] 苗中華,陸鳴超,胡曉東,等.基于虛擬儀器技術的采棉機智能系統開發與應用[J].農業工程機械學報,2014,30(23):35-42.
[2] 王時軍.歐姆龍PLC[M].北京:機械工業出版社,2009.
[3] 金俊,邵宗良.基于便攜機的鋰離子蓄電池充電器的設計[J].電源技術,2006,30(8):672-676.
[4] 劉武光.基于MAX1666的Li+電池保護電路[J].電子技術應用,2001,27(8):78-80.
[5] 許勇.組態王使用手冊[Z].北京:北京亞控自動化軟件科技有限公司,2001.
[6] 劉其洪,郭建.腳輪支架沖壓自動化生產線設計[J].機械制造,2014(7):87-90.
[7] 蘇江.直線式振動送料器研究現狀與發展趨勢[J].制造技術與機床,2012(7):178-180.
[8] 王起.論PLC、單片機、工控機在工業現場中的應用及選用方法[J].廣西輕工業,2011(1):60-61.
[9] 雷新利,趙忠.基于PLC和觸摸屏的灌裝系統設計[J]. 機械與電子,2007(9):78-80.
[10] 王由偉,邱自學,王國偉.基于PLC的溫度保險絲自動上料機的設計[J].組合機床與自動化加工技術,2015(4):115-118.
[11] 李恩龍.便攜式計算機市場基本信息研究[J].現代商貿工業,2013(5):88-89.
[12] 崔剛,許掐生,耿蘭風.基于PC-Link的PLC控制[J]. 自動化與儀表,2005,20(2):57-59.
(編輯 李秀敏)
Research and Design of Automatic Production Line for Portable Computer Battery Protector
JU Jia-quan, WANG You-wei, ZHANG Jun, ZHENG Tian-chi, QIU Zi-xue
(School of Mechanical Engineering , Nantong University , Nantong Jiangsu 226019 , China)
Portable computer battery protector consists of R-shaped nickel piece, temperature fuse and L-shaped nickel piece; The production process includes temperature fuse feeding, L-shaped nickel piece feeding, R-shaped nickel piece feeding, spot welding, etc. In view of the above process to design a portable computer battery protector automation production line.This production line has multiple processes of battery protector production and use programmable controller (PLC) as control core of a single machine, each machine system adopts PC Link network to communicate each other, each pair of touch screen can monitoring machine and the whole system. The line can effective improve the automation level of the battery protector manufacturing and production efficiency, guarantee the quality of production and reduce the labor intensity and production cost.
battery protector; automatic production line; laminating machine; PLC
1001-2265(2016)11-0130-04
10.13462/j.cnki.mmtamt.2016.11.035
2015-12-27;
2016-01-26
南通市重大科技創新專項(XA2014011);南通大學研究生創新計劃項目(YCK15007)
鞠家全(1990—),男,江蘇淮安人,南通大學碩士研究生,研究方向為機電裝備及測控技術,(E-mail) 1183559116@qq.com;通訊作者:邱自學(1963—),男,江蘇南通人,南通大學教授,博士生導師,研究方向為機電裝備及測控技術,智能結構及其健康監測技術,(E-mail)nqiuzx@163.com。
TH237;TG65
A
猜你喜歡
小學科學(學生版)(2021年7期)2021-07-28 06:44:42
現代裝飾(2020年7期)2020-07-27 01:27:42
趣味(數學)(2020年9期)2020-06-09 05:35:08
流行色(2020年1期)2020-04-28 11:16:38
科技傳播(2019年22期)2020-01-14 03:06:34
科技傳播(2019年22期)2020-01-14 03:06:30
藝術啟蒙(2018年7期)2018-08-23 09:14:18
消費導刊(2017年20期)2018-01-03 06:26:40
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
