全密封微波組件殼體激光縫焊技術
2016-12-06 06:37:42朱開宏陳潔民單余生
電焊機 2016年5期
關鍵詞:焊縫
朱開宏,陳潔民,吳 彬,單余生
(中國電子科技集團公司第五十五研究所,江蘇南京210016)
全密封微波組件殼體激光縫焊技術
朱開宏,陳潔民,吳彬,單余生
(中國電子科技集團公司第五十五研究所,江蘇南京210016)
針對微波組件微型化、輕型化與高可靠性要求,選用激光縫焊的方式進行氣密封裝。根據激光縫焊氣密性要求,研究殼體與蓋板的材料選用、結構設計及表面處理要求。通過合理的組件設計,獲得了外觀美觀、氣密性良好的焊縫組織。
微波組件;激光縫焊;氣密性封裝
0 前言
軍用微波組件廣泛應用于外層空間及大洋深海等各種惡劣環境下,組件的質量與長期可靠性引起了人們的普遍關注。另一方面由于電子設備的質量越來越輕、體積越來越小、功能越來越先進、價格越來越低,因此裸芯片組裝電路在微組裝工藝中被廣泛采用。這就對微波組件的質量與長期可靠性提出了更高的要求。為達到質量與可靠性要求,產品的密封性能是主要考核指標之一,它的目的是保證組件的氣密性,確保芯片和電路與外界環境的隔絕,避免外界有害氣氛的侵襲,以及降低封裝腔體內水汽含量和自由粒子數。
常用微電子氣密封裝有如下幾種:(1)用低熔點合金焊料的封接方法。該方法易使相鄰部位焊接面留有不希望出現的溢出焊料等缺點。(2)環氧樹脂密封。該方法僅限于高漏率的一般封接場合中。(3)平行縫焊。該方法要求組件結構規則,殼體及蓋板材料單一,可返修性差,難以普遍使用。(4)激光縫焊。該方法因其焊接的接頭性能優越、熱影響區域小、焊縫牢固美觀等優點而被廣泛應用[1]。在此對微波組件殼體的激光縫焊工藝進行了研究。
1 激光縫焊
激光焊接可分為熱傳導焊和深熔焊。微波組件氣密封焊主要是熱傳導焊。該原理是將激光聚焦在金屬工件接頭處,巨大的功率密度使工件對接部分金屬溫度升高到熔點和沸點之間而熔化,從而在對接部分形成致密的焊縫組織。
脈沖YAG激光焊接速度快,焊縫光滑、平整、可靠性高。它在所有封接工藝中成品率最高,對管殼和引線無任何損害。并且,激光縫焊對常用的微波組件殼體材料如Kovar(可伐)合金、銅合金、鋁合金、硅鋁復合材料等皆能實現良好的密封。
影響激光縫焊密封質量的因素有很多,而合理的參數設置對縫焊接頭的質量最為重要。其中,激光功率和脈沖波形決定激光能量的大小;離焦量決定焦點與焊接平面的相對位置,能有效控制熔深、熔寬;焊接速度決定焊點的重疊率和整個接頭吸收的總激光能量。實踐證明,激光功率、脈沖波形、焊接速度、離焦量的合理設置對激光縫焊接頭的質量有顯著影響[2]。激光頻率與速度的選擇可依據下面的經驗公式

式中f為激光的脈沖頻率;d為光斑直徑;v為焊接速度。通過采用正交試驗結合組合脈沖波形方法可以快速找到高硅鋁合金、可伐合金等材料的較優焊接參數,能夠有效控制裂紋的出現[3]。
2 材料的選用
微波組件殼體常用材料是鋁合金、黃銅(H62)、無氧銅和可伐。
鋁合金是微波組件的首選材料,這是由于其價廉、質輕、可機械加工和耐腐蝕、極好的強度以及高的電和熱傳導率,但因鋁的熱傳導率高而使焊接困難。軍用微波組件殼體考慮到抗蝕性及可焊性等要求常用牌號為5A05、6061、6063等。殼體材料因含有一定的鎂(見表1),鎂的熔點很低,在焊接過程中易蒸發,同時由于鋁合金本身對激光的高反射率,因此激光焊接難度較大[4],為改善殼體材料的焊接性能,蓋板采用硅含量較高的鋁合金4A11,Al-Si合金不僅具有較高的韌性和抗蝕性,還能有效避免焊接裂紋和提高激光吸收率[5]。
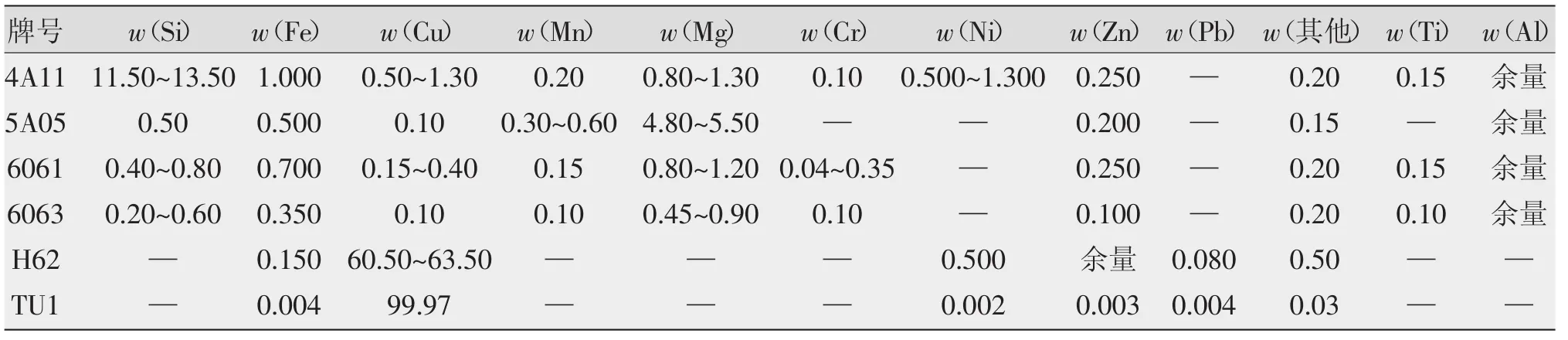
表1 微波組件常用材料化學成分%
黃銅(H62)材料中含有大量的鋅,鋅的沸點僅為907℃,焊接過程中鋅的蒸發容易產生多孔的焊縫[6]。接頭處由于鋅的大量蒸發,焊縫處出現了較大的凹陷,裂紋明顯。因此該種銅合金不適用于激光縫焊氣密殼體及蓋板材料。
無氧銅(TU1)材料純度高,磷、硫、鎂、鋅等激光焊接時易蒸發飛濺金屬含量極低,焊接性能、耐蝕性能較好,可作為微波組件氣密性激光縫焊殼體及蓋板用。
可伐材料采用激光焊接工藝時具有良好的焊接性能,可獲得光滑平整的焊縫,無裂紋問題[7]。
3 微波組件殼體與蓋板的設計要求
微波組件的氣密性要求使其采用激光縫焊的方式封裝,所以殼體與蓋板的結構設計均應滿足激光縫焊的密封要求。殼體與蓋板的示意如圖1所示。
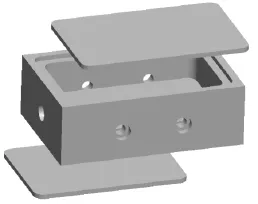
圖1 微波組件殼體與蓋板
3.1殼體的設計要求
為保證激光在拐角處平滑過渡,避免激光在局部加熱時間過長,蓋板腔內陰陽角處應設計成圓弧過渡(見圖2),一般R為1~3 mm。圖3中殼體上沿口尺寸L1應大于1 mm,考慮到維修開蓋后二次焊接的可能性,L1應盡量大于1.5 mm(可開蓋兩次)。蓋板腔臺階寬度L3不得低于0.5 mm,否則,激光有可能在縫隙處擊穿至腔體內集成電路,損傷器件。腔體側面有孔或槽結構時,其上沿距蓋板腔底部尺寸h3應盡量大于0.5 mm,以防激光擊穿縫隙下金屬,損壞孔內零件和焊料,造成組件氣密失效。
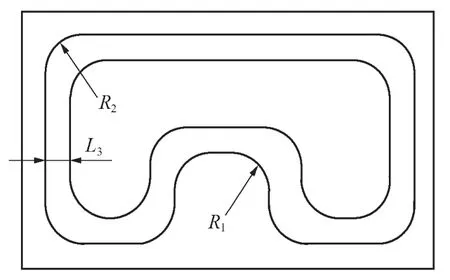
圖2 組件腔體
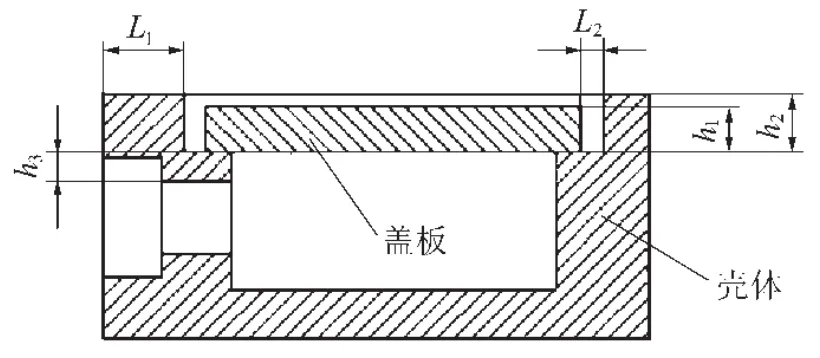
圖3 腔體與蓋板的配合
3.2蓋板的設計要求
蓋板與殼體的激光焊接僅作氣密性封裝作用,焊縫深度小于0.5 mm,焊接強度要求不高,因此蓋板厚度h1應盡量設計在0.5~1.5 mm內。蓋板視面積大小可增加應力釋放槽(見圖4),當蓋板面積大于2 500 mm2時,應保證蓋板厚度大于1 mm,并設計“回”字槽;當蓋板面積大于5 500 mm2時應設計“田”字槽,槽寬L5為3~5 mm,槽距邊L4為1~2 mm,槽深h4為蓋板厚度的50%。應力釋放槽可有效避免焊接過程中蓋板受熱引起的變形翹曲,保證焊縫質量。
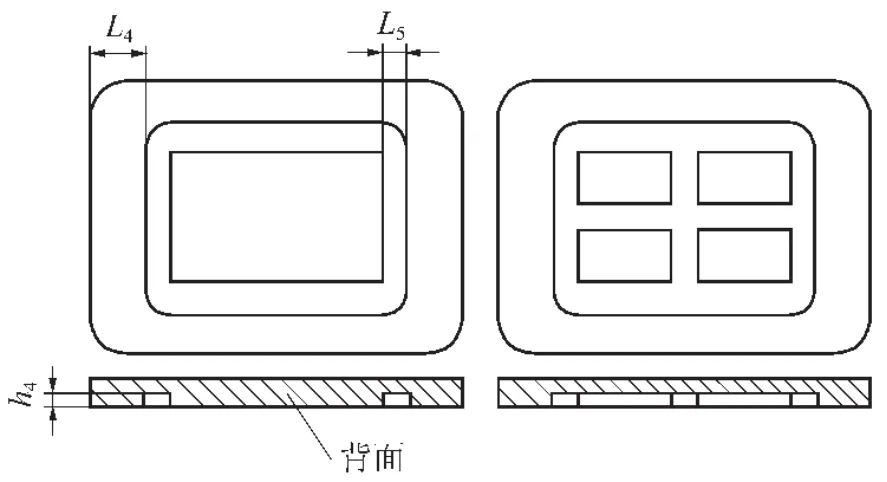
圖4 蓋板
3.3殼體與蓋板的配合尺寸要求
殼體與蓋板配合間隙L2為0.01~0.04 mm,間隙過小焊接變形大,間隙過大焊接區材料不夠填滿焊縫,引起漏氣。蓋板厚度與蓋板腔深的高度差Δh=h1-h2應控制在±0.05 mm之內。由于焊縫深度淺,高度差太大會影響激光對焦,降低焊縫質量。
3.4殼體的加工方法選擇
殼體需要鍍金或鍍銀時可對殼體內有鍍層需求的部位進行選擇鍍或整體鍍。選擇鍍工藝繁瑣,難度大,一般對于外形復雜、二次加工困難,或整體鍍金成本較大的殼體采用。對殼體外形簡單、易于二次加工,電鍍成本較低的盒體可采用整體電鍍后二次加工的方式去除外形及封接面上鍍層。鍍前可對殼體不需鍍層表面留余量,蓋板腔先不加工,待電鍍完成后再去除表面余量,銑削蓋板腔,這樣既能保證焊接封接面上沒有鍍層,也能滿足內部電路釬焊等要求。為保護鍍層,殼體二次加工應為干切削或酒精局部冷卻,表面一般留余量0.15~0.2 mm,余量太小,二次加工由于定位誤差等,零件表面可能會有鍍層殘留,余量太大會使二次加工時零件溫升過高影響鍍層質量。
3.5殼體與蓋板的表面處理
微波組件殼體因電路的釬焊及導電性能等要求,一般均會在表面覆上一薄層金或銀。鍍金或銀之前均要以鎳作為底層。金或銀層對激光的反射率很高,激光焊接時難度很大,底層鍍鎳層中會有殘留的磷,磷的汽化溫度很低,極易引起焊接處產生焊接裂紋和氣泡。
金屬銅或鋁對激光反射率較高,為提高其對激光能量的吸收率,可對無鍍層要求的蓋板進行氧化處理。
3.6激光縫焊注意事項
蓋板表面要求平整,四周光潔,邊沿不允許有毛刺,封接面不能倒角,否則將對蓋板焊接強度、成品氣密性及批次合格率造成影響。焊接夾具要能保證蓋板底面一圈均能與蓋板腔完全貼合。避免微組裝工藝中產生的焊錫珠、助焊劑等殘留雜質污染激光縫焊封接面。
4 試驗結果
常用微波組件殼體與蓋板激光焊接后的形貌如圖5所示。根據GJB548B-2005方法2009.1、1014.2、1018.1要求,對焊接后組件各項指標進行驗收后結果為:(1)氦質譜檢漏漏率小于等于5× 10-9Pa·m3/s;(2)100℃條件下內部水汽含量體積分數小于5 000×10-6;(3)焊縫組織致密、美觀,外觀、氣密性等各項指標均達到了國軍標要求。
5 結論
激光縫焊工藝的關鍵是焊接的氣密性,工藝參數、外殼材料、結構設計、表面處理等都對焊接的氣密性都有著較大的影響。

圖5 常用微波組件殼體與蓋板的激光縫焊焊縫
采用激光縫焊技術對微波組件殼體與蓋板的設計要求進行了研究,通過選擇激光吸收率高、焊接性能好的蓋板與殼體材料,優化組件結構設計方法,采用合適的表面處理方法,解決了焊接過程中出現的影響氣密性的若干問題,產品的一次合格率達到98%以上。采用該技術已開發出多種常用微波組件的氣密性封蓋,并大量用于產品的批量化生產。
[1]TZENG Y F.Process characterization of pulsed Nd:YAG laser seam welding[J].Advanced ManufacturingTechnology, 2000,16(1):10-18.
[2]陳玉華,柯黎明,徐世龍.超薄不銹鋼片微激光焊接的焊縫成型[J].金屬學熱處理,2008,33(10):95-98.
[3]陳武柱,張旭東,任家烈,等.激光焊接時焊接模式轉變規律及焊接過程穩定性的研究[J].中國激光,1996,23(7):657-661.
[4]劉順洪,柳家良,劉輝,等.AZ91鎂合金的YAG脈沖激光焊接[J].激光技術,2010,34(4):459-469.
[5]Braun R.Nd:YAG laser butt welding of AA6013 using silicon and magnesium containing filler powders[J].Mater. Sci.Eng.A,2006(426):250-262.
[6]王振家,歐向軍,陳武柱,等.H62黃銅激光焊接性研究[J].清華大學學報(自然科學版),1997(37):40-43.
[7]朱小軍,劉剛.4J42合金電子封裝外殼的激光焊接裂紋控制[J].混合微電子技術,2010,21(2-3):79-81.
Laser seam welding technology for fully sealed microwave modules
ZHU Kaihong,CHEN Jiemin,WU Bin,SHAN Yusheng
(No.55 Institute,China Electronics Technology Group Corporation,Nanjing 210016,China)
Because of the miniaturization,lightweight and high reliability requirements of the microwave modules,the laser seam welding was selected for hermetic sealing.According to the requirement of the hermetic sealing of the laser seam welding,the material selection,structure design and surface treatment of the shell and the cover plate were studied.Through the reasonable component design,weld organization with beautiful appearance and good air tightness were obtained.
microwave modules;laser seam welding;hermetic sealing
TG456.7
A
1001-2303(2016)05-0059-04
10.7512/j.issn.1001-2303.2016.05.13
2015-10-12
朱開宏(1963—),男,高級工程師,主要從事微波、電真空管殼的模具設計與制造、微波零部件的機械加工工藝、銀釬焊及激光縫焊工藝等的研究。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
