熔化極氣體保護焊焊縫成型的關鍵工藝條件
2016-12-07 07:21:31楊新華
電焊機 2016年10期
楊新華
(陜西工業職業技術學院,陜西咸陽712000)
熔化極氣體保護焊焊縫成型的關鍵工藝條件
楊新華
(陜西工業職業技術學院,陜西咸陽712000)
目前熔化極氣體保護焊在廣泛應用于很多行業,但由于缺乏系統全面介紹該焊接方法工藝的資料,同時熔化極氣體保護焊工藝又較為復雜,導致不少多年從事熔化極氣體保護焊的工作人員也很難將焊接工藝編制和焊接參數調節工作做得較圓滿,阻礙了熔化極氣體保護焊的應用與推廣,因此研究總結熔化極氣體保護焊工藝具有現實意義。在應用熔化極氣體保護焊的基礎上,用實驗驗證了焊接電流、電弧電壓、干伸長度和焊接速度對焊縫成形的影響,分析總結了其對焊縫形狀的影響規律,為熔化極氣體保護焊技術的推廣應用提供了技術參考。
熔化極氣體保護焊;焊縫成型;焊接電流;電弧電壓;干伸長度;焊接速度
0 前言
熔化極氣體保護焊發明60多年來,在工業各領域得到了廣泛應用,其焊接質量受到人們高度重視,其中焊縫成形是質量控制的要素之一。但熔化極氣體保護焊焊縫成形的影響因素眾多,如焊接工藝參數、焊接位置、焊接方向與焊槍傾角等都對焊縫成形有一定影響,情況較為復雜,全面掌握焊縫成形規律難度很大。在眾多影響焊縫成形的因素中,焊接電流、電弧電壓、干伸長度和焊接速度四個主要工藝參數最為突出[1-2],本研究通過實驗簡要分析與總結了影響焊縫成形的四大工藝條件。
1 焊接實驗及結果分析
焊接實驗的思路是在其他焊接條件不變的情況下,分別改變焊接電流、電弧電壓、干伸長度和焊接速度進行實驗,然后研究分析焊縫成形,總結四大工藝條件對焊縫成形的影響規律。
試驗焊接設備型號為FastMIGX-450,焊絲為ER-50-6,焊接試板材質為Q235,加工尺寸為300×
200×12 mm,保護氣體為CO2。
1.1 焊接電流實驗
實驗一:電弧電壓、干伸長度和焊接速度不變時,焊接電流實驗數據如表1所示,焊縫輪廓如圖1、圖2所示。
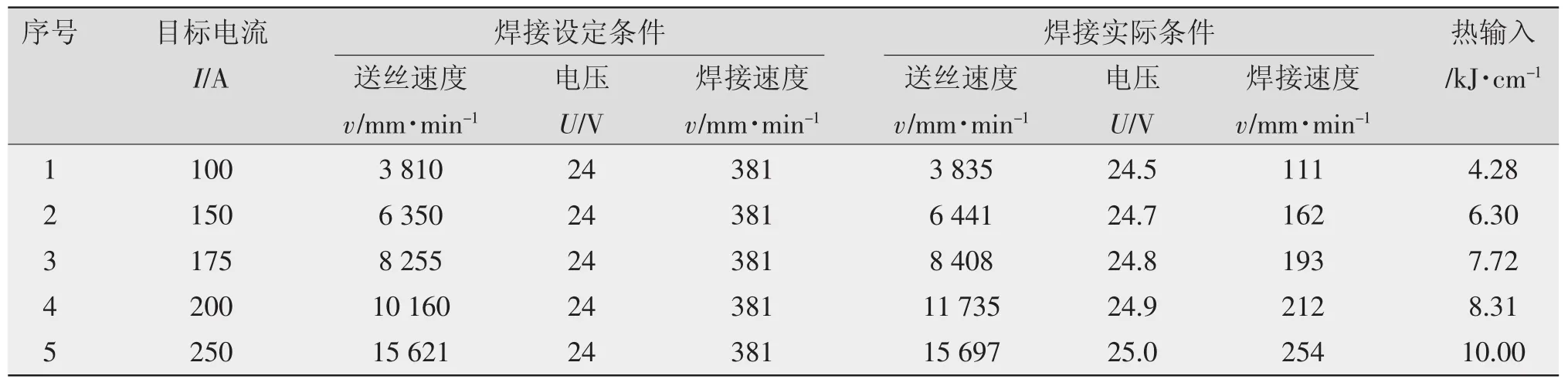
表1 焊接電流實驗數據Tab.1Welding current test data

圖1 焊縫截面圖Fig.1Cross sectional view of welds

圖2 焊縫俯視圖Fig.2Topside view of welds
試驗一結果分析總結:焊接電流增大時(其他條件不變),焊縫的熔深和余高增大,熔寬無明顯變化(或略為增大)[3-4]。這是因為:
(1)電流增大后,工件上的電弧力和熱輸入均增大,熱源位置下移,熔深增大。熔深與焊接電流成正比關系。
(2)電流增大后,焊絲融化量成比例地增多,由于熔寬近乎不變,所以余高增大。
(3)電流增大后,弧柱直徑增大,熔寬近乎不變。
1.2 電弧電壓
實驗二:焊接電流、干伸長度和焊接速度不變時,電弧電壓實驗數據見表2,焊縫輪廓見圖3、圖4。
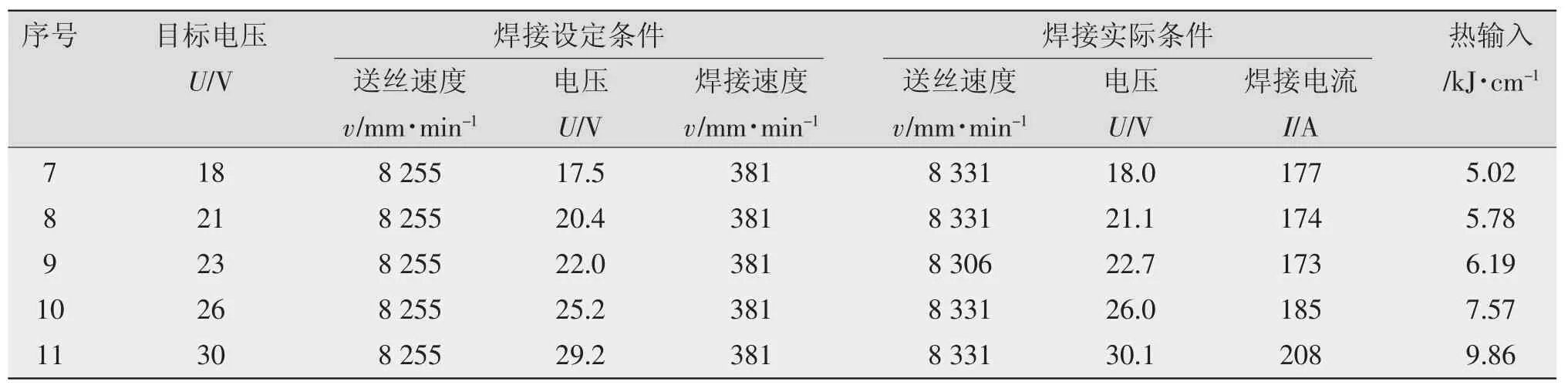
表2 電弧電壓實驗數據Tab.2Welding voltage test data
實驗二結果分析總結:電弧電壓增大后,電弧功率加大,工件熱輸入增大,同時弧長拉長,分布半徑增大,熔深略有減小,熔寬增大,同時導致余高減小[3-4]。
1.3 干伸長度
實驗三:焊接電流、干伸長度和焊接速度不變時,干伸長度實驗數據如表3所示,當焊接電流在100~200 A時,電弧長度為3 mm,因此改變導電嘴到工件的距離相當于改變干伸長度。干伸長度、弧長和導電嘴到工件距離見圖5,焊縫輪廓見圖6、圖7。

圖3 焊縫截面圖Fig.3Cross sectional view of weld
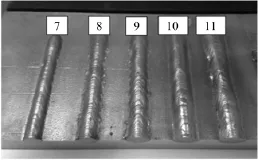
圖4 焊縫俯視圖Fig.4Topside view of welds 7~11

表3 導電嘴到工件距離實驗數據Tab.3Contact to work distance test data

圖5 干伸長度、弧長和導電嘴到工作距離Fig.5Electrode extension,arc length,and contact to work distance diagram
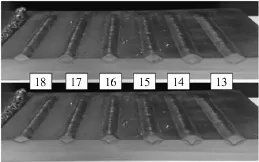
圖6 焊縫截面圖Fig.6Cross sectional view of welds

圖7 焊縫俯視圖Fig.7Topside view of welds
實驗三結果分析總結如下:干伸長度增加時,焊縫寬度增加,熔深和余高減少[5]。這是由于熔化極氣體保護焊為恒壓電源,當外界條件變化時,電壓不變,當干伸長度增加時,電阻增大,焊接電流減少,電弧對熔池的沖擊減小,因此熔深減小,同時實際焊接電流減少,焊絲的熔化減小,相應余高也減小;當干伸長度減小時,情況正好相反。導電嘴到工件距離變化如圖8所示。
1.4 焊接速度
實驗四:在保證焊縫寬度和余高基本一致時,改變焊接速度,焊接速度,實驗數據如表4所示,焊縫輪廓如圖9、圖10所示。
實驗四結果分析總結:
對于熔化極氣體保護焊,焊接電流在180A以上
時,熔深隨著焊接速度的增加而增加(在小電流焊接時結論正好相反)。焊接速度較低時,電弧直接作用于熔池中心,焊接熔池作為一個大的緩沖器(熔池的緩沖效應),影響金屬液滴滲透到母材,從而減小了熔深[5-6]。相反在焊接速度較快時,電弧作用于熔池邊緣,過渡的熔滴直接與母材接觸,熔池的緩沖作用不明顯,得到的熔深較大。
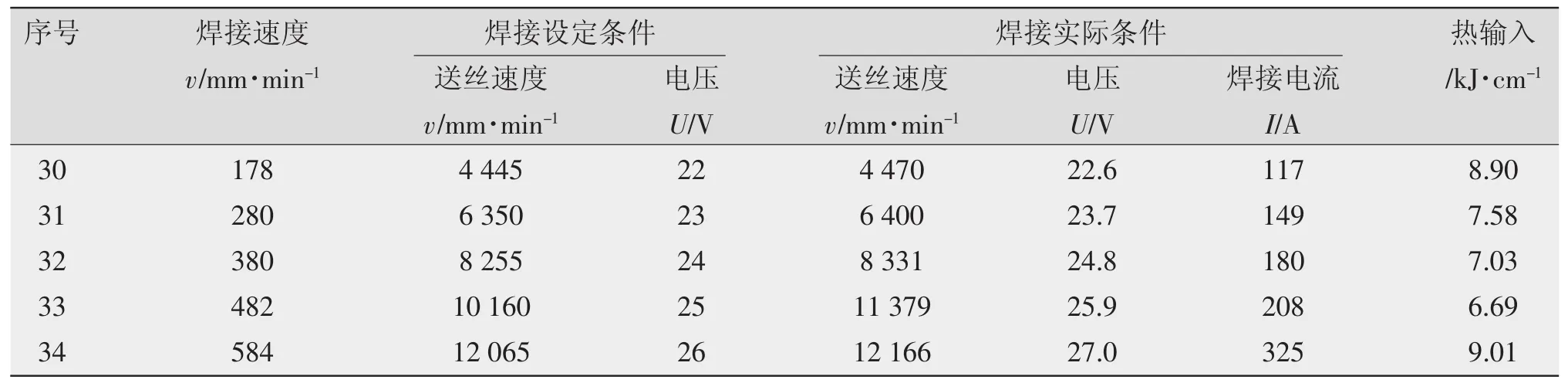
表4 焊接速度實驗數據Tab.4Travel speed test data
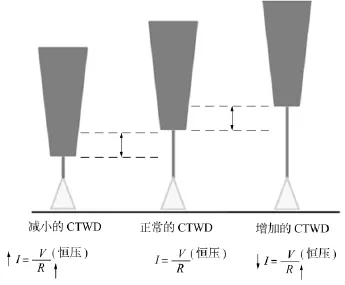
圖8 導電嘴到工件距離變化示意Fig.8CTWD variation diagram figure

圖9 焊縫截面圖Fig.9Cross sectional view of welds

圖10 焊縫俯視圖Fig.10Topside view of welds
2 結論
(1)焊接電流、電弧電壓、干伸長度和焊接速度是影響熔化極氣體保護焊焊縫成形的關鍵工藝條件,熟練掌握以上四個工藝要素對焊縫成形的影響規律是熔化極氣體保護焊技術推廣應用的基礎。
(2)焊接電流、電弧電壓、干伸長度和焊接速度對焊縫成形影響很大,且不是獨立變化的工藝條件,而是相互影響相互制約。四者的合理匹配是由被焊材料種類與厚度、焊接位置、坡口等條件綜合決定的。
[1]David J.Hoffman.Welding[M].Prentice Hall,2011.
[2]Larry Jeffus.Welding Principles and Applications[M].Delmar Pub,2011.
[3]楊新華,朱蓉英.熔化極氣體保護焊實施關鍵點探析[J].熱加工工藝,2014(17):226-229.
[4]高忠民.熔化極氣體保護焊[M].北京:金盾出版業,2013.
[5]梁濤,李恒燦.CO2氣體保護焊焊接Q460C鋼中厚板的工藝研究[J].電焊機,2014(6):126-129.
[6]陳茂愛,張麗娜.熔化極氣體保護焊[M].北京:化學工業出版業,2014.
Essential process conditions of weld shape in gas metal arc welding
YANG Xinhua
(Shaan Xi Polytechnic Institute,Xianyang 712000,China)
Gas metal arc welding are applied widely in many industries of the national economy at present,but because of the lack of a systematic introduction to the welding process,at the same time,gas metal arc welding process is relatively complicated,resulting a lot of welding staff engaged in gas metal arc welding work in many years is hard to plan incisively welding process and to adjust welding parameters,which hinders application and promotion ofthe gas metal arc welding to a certain extent,therefore researching and summary of the technology of gas shielded has practical significance.In the paper,based on the application of gas metal arc welding,it has been verified of effect of welding current,arc voltage,stick-out and welding speed on the formation of weld using experimental methods.The influence of welding current,arc voltage,stick-out and welding speed on the weld shape are summarized,which provide technical support for the popularization and application ofgas metal arc weldingtechnology.
gas metal arc welding;weld shape;welding current;welding voltage;stick-out;welding speed
TG444+.72
A
1001-2303(2016)10-0121-04
10.7512/j.issn.1001-2303.2016.10.25
獻
楊新華.熔化極氣體保護焊焊縫成型的關鍵工藝條件[J].電焊機,2016,46(10):121-124.
2016-01-24
陜西工業職業技術學院課程改革項目(14KCGG-007)
楊新華(1975—),男,山西五臺人,碩士,主要從事焊接工藝及自動化的研究工作。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
銅業工程(2015年4期)2015-12-29 02:48:39
