基于響應曲面優化法的重組竹熱壓工藝*
2016-12-09 02:49:43左迎峰吳義強肖俊華李賢軍龍柯全
功能材料 2016年11期
左迎峰,吳義強,肖俊華,李賢軍,龍柯全
(中南林業科技大學 材料科學與工程學院, 長沙 410004)
?
基于響應曲面優化法的重組竹熱壓工藝*
左迎峰,吳義強,肖俊華,李賢軍,龍柯全
(中南林業科技大學 材料科學與工程學院, 長沙 410004)
以3~4年生毛竹為原材料,利用自主研發的中溫固化酚醛樹脂為膠黏劑制備重組竹。采用響應曲面優化法研究密度、熱壓溫度和熱壓時間對重組竹性能的影響規律,獲得優化的重組竹熱壓工藝。結果表明,對重組竹力學性能影響大小依次為密度>熱壓溫度>熱壓時間。最佳熱壓工藝條件為:密度為1.03 g/cm3,熱壓溫度為121 ℃,熱壓時間為1.13 mm/min。此時靜曲強度為160.39 MPa,內結合強度為2.583 MPa,與理論靜曲強度最大值163.581 MPa和內結合強度最大值2.64299 MPa接近,說明優化結果可信。
重組竹;中溫固化酚醛樹脂;熱壓工藝;力學性能;響應曲面法
0 引 言
隨著我國經濟的快速增長和人民對生活的高層化追求,社會對木材的需求量與日俱增。然而我國木材資源貧乏,但竹類資源相對豐富,被譽為第二森林資源[1],其面積和產量均居世界首位[2]。竹子繁殖能力強,再生能力強,生長周期短,材質性能優良等特性,使得竹子的商業與工業價值愈發明顯[3]。竹子通過機械加工,化學處理等方法,可以生產不同的竹制品。以竹代木,可以有效減少木材的消耗量,緩解日益嚴重的木材供需矛盾[4-5]。
竹材雖然具備眾多優良特性,但也不可避免地存在一定的缺陷。例如,受潮易霉變、遇蟲蛀易斷裂等[6],而且受形體限制傳統竹材往往呈管狀或條狀,很難加工成板型竹材,在實際應用中產生較大影響,這些缺陷往往使得原竹利用率不高,制約了竹材產業的發展[7]。為了提高竹材的利用率,將竹材重新組織并加以強化成型為一種新型竹質工程材料,其將竹材輾壓加工為縱向不斷裂、松散而交錯相連的竹絲束,以竹絲束為基本單元,通過干燥、浸膠、組坯、熱壓固化而成的一種高強度、高密度、材質均勻、紋理美觀的新型重組竹質材[8-9]。重組竹優化了竹材產品結構,提高竹材利用率、降低產品成本,而且可以增強對市場的適應能力[10]。
現有重組竹制備過程中,由于酚醛樹脂膠黏劑固化溫度高,固化時間長[10],以至于重組竹成型耗能高,熱效率低從而導致生產效率低等問題。同時多數重組竹結構單元均勻性差,自然堆壓使板材密度均勻性下降,也致使重組竹材板坯在熱壓后呈現板材紋理錯亂,既降低板材的物理性能,也影響板材的外觀。針對此,本研究以重組竹密度、熱壓溫度和熱壓時間為因素,采用響應面法優化法建立多元二次回歸方程擬合影響因素和響應值之間的函數關系,并分析得到重組竹制備的最佳工藝參數[12]。旨在為重組竹的生產和應用提供一定的理論指導和提高竹材加工利用水平。
1 實 驗
1.1 主要材料
竹材:選取3~4年生毛竹(Phyllostachys pubescens),口徑8~10 cm,來源湖南省桃花江實業;膠黏劑:自行研制的中溫固化酚醛膠黏劑,固含量54.63%,黏度3 012 mPa·s,竹束浸膠時將膠黏劑調制至固體含量為25%。
1.2 重組竹制備
將新鮮毛竹截斷成1. 4m長,再進行剖分(小口徑剖分為4片,大口徑剖分為8片)。將剖分的竹材送至竹材碾壓剖分機碾平和去青去黃,從竹片的弦向將其一分為二;將碾平后的竹片通過竹材疏解機加工處理得到不同疏解程度的竹束;將處理后的竹束放入恒溫干燥箱中干燥至含水率7%~10%。干燥好的竹束在固體含量為25%的膠黏劑中常壓浸膠7 min,并陳放12 h;浸膠陳放后的竹束在70 ℃的鼓風干燥箱中干燥至含水率為7%~8%;按照設定的板坯密度縱向組坯,板坯長×寬×厚為400 mm×400 mm×15 mm;將板坯送入模具中按照實驗設定的熱壓溫度和時間進行熱壓,熱壓壓力為4~6 MPa。將壓制的重組竹材在自然環境中放置2 d,按規定尺寸裁邊,砂光,裁鋸試件。
1.3 實驗設計
熱壓工藝試驗分2個階段進行,第1階段以重組竹密度、熱壓溫度和熱壓時間為試驗因子進行單因素試驗。在單因素的基礎上,通過第2階段的響應曲面設計試驗得到優化的重組竹熱壓工藝條件。在單因素試驗過程中,重組竹密度試驗水平選取0.85、0.90、0.95、1.00、1.05 g/cm3,熱壓溫度試驗水平選取95、110、125、140和155 ℃,熱壓時間試驗水平選取0.9、1.0、1.1、1.2和1.3 mm/min。在響應曲面優化試驗過程中,采用Box-Behnken(BBD)試驗方案,其因素水平見表1。
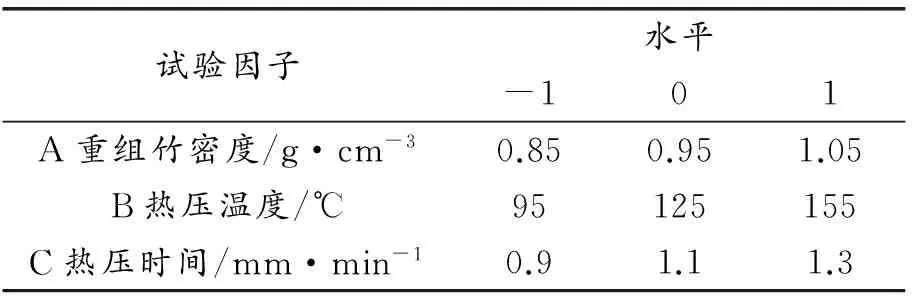
表1 BBD因素水平表
1.4 性能測試
參照GB/T 17657-2013,檢測重組竹材的靜曲強度(MOR)和內結合強度(IB),對比不同工藝條件下重組竹材的力學性能。
2 結果與討論
2.1 單因素實驗
圖1、2和3分別為重組竹密度、熱壓溫度和熱壓時間對重組竹材靜曲強度(MOR)和內結合強度(IB)的影響。
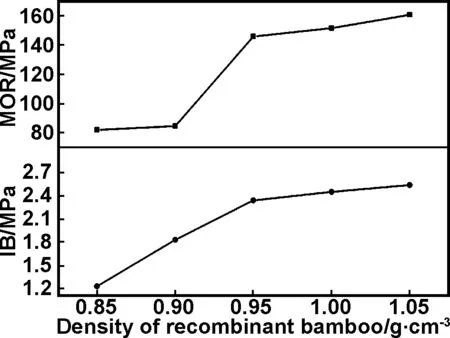
圖1 密度對重組竹力學性能的影響
Fig 1 Effect of density on mechanical properties of reconstituted bamboo
從圖1中可以看出,重組竹材的各項力學性能隨密度增大逐漸增大。密度從0.85 g/cm3增大到1.05 g/cm3時,MOR的增幅為96.18%,IB的增幅為106.50%。隨著密度增大重組竹材的力學性能逐步提高,說明重組竹材的性能越好,提高密度在一定程度上可改善產品的性能。但重組竹材的密度過大時,單位體積內的竹材的質量增加,這會增大原材料成本;同時隨著密度增大,板坯中心層在快速升溫階段的升溫速率減小,在緩慢升溫階段時間增長。密度較大時熱壓工藝較難控制,板坯內水分很難在卸壓前充分的排除,從而產生鼓泡現象,影響產品質量,需要長時間冷卻,延長了生產周期,同時大幅度增加了能耗。
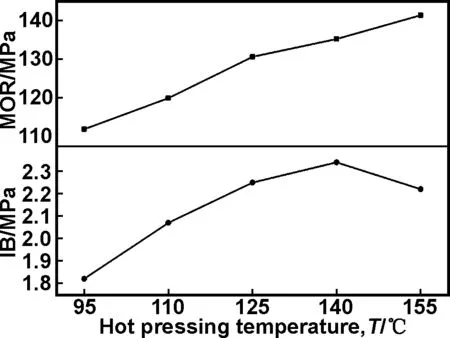
圖2 熱壓溫度對重組竹性能的影響
Fig 2 Effect of hot pressing temperature on mechanical properties of reconstituted bamboo
從圖2中可以看出,隨著熱壓溫度的增高,重組竹材的各項力學性能有較大幅度的提高。熱壓溫度從95 ℃增加到了155 ℃時,MOR的增幅為26.32%,IB的增幅為28.57%。從95~125 ℃,重組竹的物理力學性能增長幅度較大,說明95 ℃時膠黏劑在規定的熱壓時間內并沒有得到充分的固化,致使重組竹材的力學性能偏低。當溫度達到125 ℃之后,重組竹的各項力學性能增長速率減緩,隨著熱壓溫度的繼續升高,重組竹的力學性能增長幅度不大。從提高生產率考慮,熱壓溫度高些為好,可縮短熱壓時間,提高生產率,但溫度極限以不使竹材熱解和脆化為度。同時,較高的熱壓溫度不僅可以加速膠黏劑的固化,也可以加速排除板坯中的水分,但如果板坯層數較多,板坯就越厚,所需壓力就越大,使得板坯內的水分較難排除。
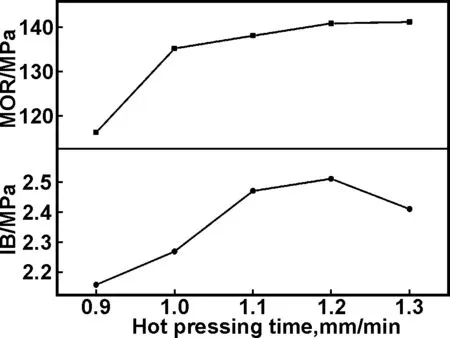
圖3 熱壓時間對重組竹性能的影響
Fig 3 Effect of hot pressing time on mechanical properties of reconstituted bamboo
由圖3可見,熱壓時間對重組竹MOR和IB的影響相對于熱壓溫度要小。在試驗范圍內,重組竹MOR和IB的性能指標隨熱壓時間的延長均有所增大,但是增長幅度較小,熱壓時間從0.9 mm/min增加到1.3 mm/min,MOR增長了21.52%,IB增長了5.02%。但是熱壓時間的延長,酚醛樹脂膠固化使重組竹材表面易形成硬殼,不利于壓力的傳導,而且酚醛樹脂膠的過分固化還會導致竹重組板材變脆,從而降低竹重組板材MOR和IB等性能指標的下降。從降低生產成本的角度來看,縮短熱壓時間能有效的降低熱壓過程中的成本,同時提高生產效率。在保證重組竹材性能指標的同時,選擇較短的熱壓時間。
2.2 BBD試驗
在單因素試驗的基礎上,在較優水平區間內進行Box-Behnken中心復合設計,并以重組竹的靜曲強度和內結合強度為響應值,找到最優處理工藝,試驗設計及對應的試驗結果如表2所示。
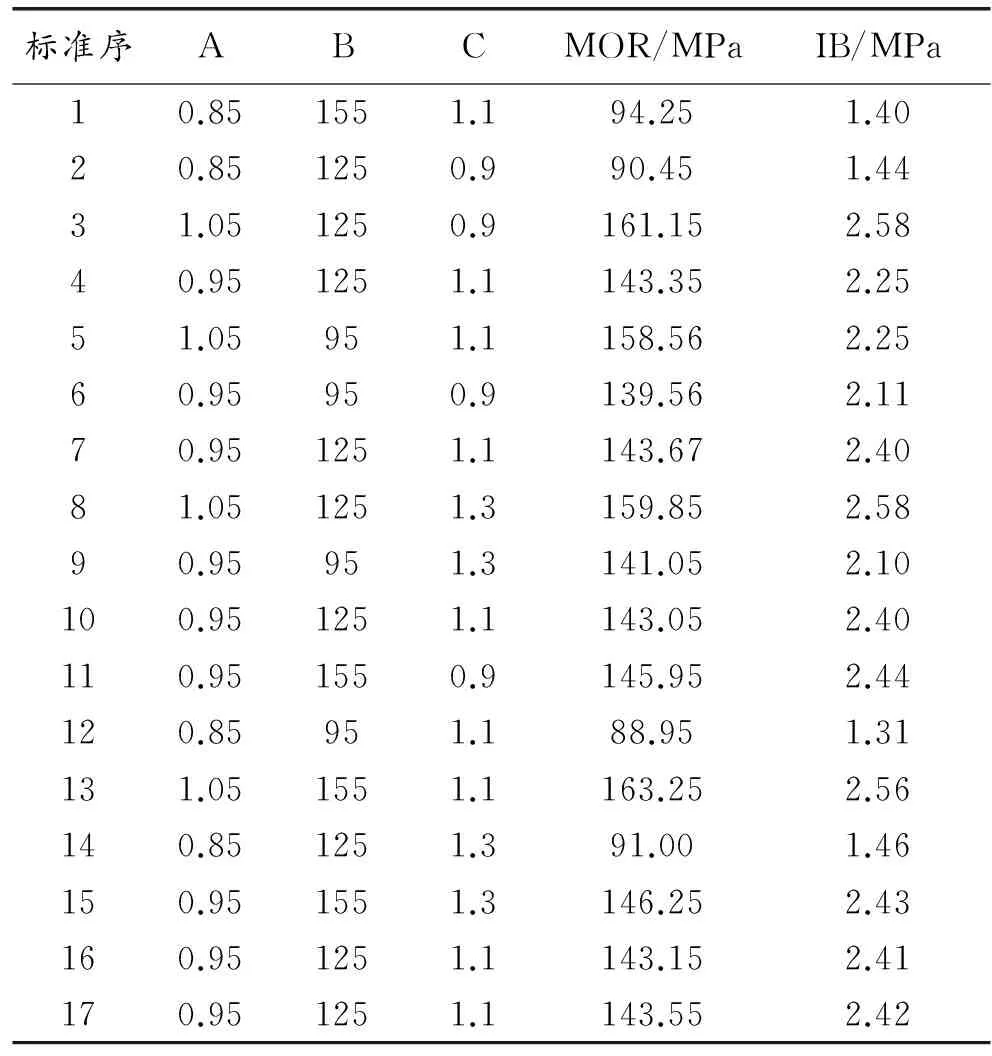
表2 Box-Behnken試驗設計及結果
運用design expert 軟件對表2結果進行多元線性回歸分析及二次項擬合。回歸方差分析顯著表明,該回歸模型該方差模型達到極其顯著,模型擬合程度較好,該回歸方程模型成立,可以用該回歸方程對靜曲強度進行預測。根據方差表中各工藝因素的均方大小,可以計算出各工藝因素對靜曲強度影響大小分別為密度>熱壓溫度>熱壓時間。靜曲強度的回歸方程為:MOR=143.35+34.77A+2.70B+0.13C+0.15AB-0.46AC-0.30BC-17.35A2+0.24×B2-0.40C2。
回歸方差分析顯著表明,該回歸模型該方差模型達到極其顯著,模型擬合程度較好,失擬項不顯著,說明實驗誤差較小,模型擬合度較高,該回歸方程模型成立,可以用該回歸方程對內結合強度進行預測。根據方差表中各工藝因素的均方大小,可以計算出各工藝因素對內結合強度的影響大小分別為密度>熱壓溫度>熱壓時間。內結合強度二次多項回歸方程為:IB=2.38+0.55A+0.13B+0.000C+0.055AB-5.000AC+0.000BC-0.38A2-0.12B2+0.015C2。響應面軟件系統分析出的10組最優生產工藝方案見表3。
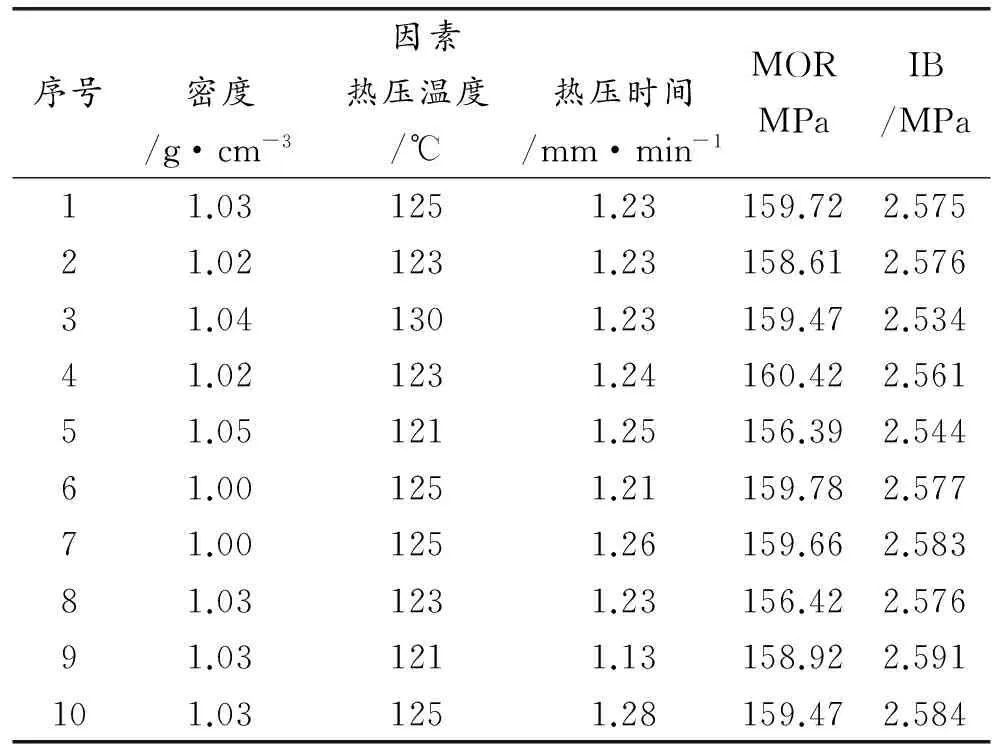
表3 系統優化方案
考慮到重組竹產品在生產中的能耗和成本問題,結合國家以及企業對于重組竹產品標準,選取第9組作為重組竹熱壓的最優工藝,即密度1.03 g/cm3,熱壓溫度為121 ℃,熱壓時間為1.13 mm/min。
2.3 工藝因素交互作用分析
由回歸方程所作的不同因子交互作用對靜曲強度和內結合強度的響應面分別如圖4和5所示。由圖4可以看出,重組竹密度與其靜曲強度呈曲線相關,說明在一定范圍內隨著重組竹密度的增加,其靜曲強度會相應增加。但隨著密度的持續增加,板材靜曲強度的增長幅度逐漸減小。相對于密度而言,熱壓工藝中的熱壓溫度對重組竹的靜曲強度影響較小,從圖4中可看出,熱壓溫度與靜曲強度基本成線性相關,隨著熱壓溫度的增加,板材靜曲強度呈現增長趨勢,隨著熱壓溫度的持續增加,這種增長趨勢變化不明顯。因為熱壓溫度越高,膠黏劑的固化速度越快,板坯由外層向芯層傳遞熱量的速度也越快,芯層溫度的快速升高,提高了芯層的固化率,改善了重組竹材的力學性能。熱壓時間對于靜曲強度的影響是三個因素中最小,熱壓時間與板材靜曲強度呈曲線相關,但曲線增加幅度很小,隨著熱壓時間的延長,板材靜曲強度有小幅度的增加,但增加幅度較小,不明顯。對于重組竹靜曲強度而言,密度影響最大,熱壓溫度次之,熱壓時間影響最小。
由圖5可以看出,密度、熱壓溫度和熱壓時間對重組竹內結合強度的影響規律與它們對靜曲強度和彈性模量的影響規律大體上一致。一定范圍內隨著重組竹密度的增加,其內結合強度相應增加,密度與內結合強度呈曲線相關。隨著密度的持續增加,板材內結合強度的增長幅度逐漸減小,密度對內結合強度的影響較顯著。熱壓溫度對重組竹的內結合強度影響較小,從圖中可看出,熱壓溫度與靜曲強度基本成線性相關,隨著熱壓溫度的增加,板材內結合強度呈現增長趨勢,隨著熱壓溫度的持續增加,這種增長趨勢變化不明顯,增長幅度維持在一個較為固定的范圍之內。熱壓時間與板材內結合強度呈曲線相關,曲線增加幅度很小,隨著熱壓時間的延長,板材靜曲強度有小幅度的增加,增加幅度較小,不明顯。隨著熱壓時間的持續增加,內結合強度增長幅度有變大的趨勢。對于重組竹內結合強度而言,密度影響最大,熱壓溫度次之,熱壓時間影響最小,規律與靜曲強度一致。
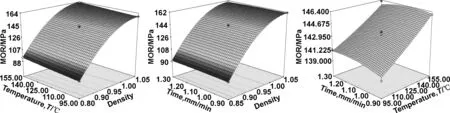
圖4 密度、熱壓溫度及熱壓時間對重組竹靜曲強度的響應面圖
Fig 4 The picture of the response surface of density, hot pressing temperature and time on reconsolidated bamboo’s MOR
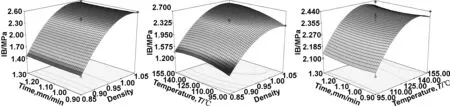
圖5 密度、熱壓溫度及熱壓時間對重組竹內結合強度的響應面圖
Fig 5 The picture of the response surface of density, hot pressing temperature and time on reconsolidated bamboo’s IB
2.4 工藝因素優化與驗證
用試驗得到的最佳熱壓工藝(密度1.03 g/cm3,熱壓溫度為121 ℃,熱壓時間為1.13 mm/min)進行3次驗證性試驗,得出的平均靜曲強度為160.39 MPa,內結合強度為2.583 MPa,與理論靜曲強度最大值163.581 MPa和內結合強度最大值2.64299 MPa差異不大。說明該方程與實際情況擬合較好,所建模型正確;同時也說明響應面法適用于重組竹制備時熱壓工藝的回歸分析和參數優化。此外,在此熱壓工藝條件下生產的重組竹產品物理力學性能高于國家對于重組竹產品的標準要求,工藝方案驗證通過。
3 結 論
采用響應曲面法對研究密度、熱壓溫度和熱壓時間對重組竹性能的影響規律,對其熱壓工藝進行優化,得出以下結論:
(1) 靜曲強度的回歸方程為MOR=143.35+34.77A+2.70B+0.13C+0.15AB-0.46AC-0.30BC-17.35A2+0.24×B2-0.40C2,內結合強度的回歸方程為IB=2.38+0.55A+0.13B+0.000C+0.055AB-5.000AC+0.000BC-0.38A2-0.12B2+0.015C2。
(2) 對重組竹力學性能影響大小依次為密度>熱壓溫度>熱壓時間。
(3) 最佳熱壓工藝條件為:密度為1.03 g/cm3,熱壓溫度為121 ℃,熱壓時間為1.13 mm/min。
致謝:感謝中南林業科技大學木材科學與技術國家重點學科、林業工程湖南省重點學科、湖南省竹木加工工程技術研究中心、竹業湖南省工程研究中心、湖南省普通高等學校生物質復合材料重點實驗室提供平臺支持。
[1] Chen Weimin, Li Xingong, Chen Mao, et al. Effect of pretreatment on bamboo strip and bamboo-wood hybrid scrimber property[J]. Journal of Functional Materials, 2014, 45(15): 15114-15117, 15123.
陳衛民, 李新功, 陳 茂, 等. 預處理對竹束及竹木重組材性能的影響[J]. 功能材料, 2014, 45(15): 15114-15117, 15123.
[2] Xiong Manzhen, Bao Fucheng, Hou Yuanzhao. The relationship between the wood industry and sustainable forestry development in China[J]. China Wood Industry, 2005, 19(1): 11-15.
熊滿珍, 鮑甫成, 侯元兆. 發展木材工業, 促進林業可持續性發展[J]. 木材工業, 2005, 19(1): 11-15.
[3] Wang H, Sheng K C, Chen J, et al. Mechanical and thermal properties of sodium silicate treated moso bamboo particles reinforced PVC composites[J]. Science China Technological Sciences, 2010, 53(11): 2932-2935.
[4] Li Zhiyong, Wang Dengju, Fan Baomin. Analysis on status quo and policy of China’s bamboo industry[J]. Journal of Beijing Forestry Unversity (Social Sciences), 2005, 4(4): 50-54.
李智勇, 王登舉, 樊寶敏. 中國竹產業發展現狀及其政策分析[J]. 北京林業大學學報(社會科學版), 2005, 4(4): 50-54.
[5] Zheng Xia, Xu Jianying, Li Xingong. The steam injection pressing molding mechanism of bindless bamboo particleboard[J]. Journal of Functional Materials, 2013, 44(9): 1221-1225.
鄭霞, 徐劍瑩, 李新功. 無肌竹碎料板噴蒸熱壓成型機理[J]. 功能材料, 2013, 44(9): 1221-1225.
[6] Zhang Lusheng, Qin Daochun, Ren Hongling, et al. Effects of preservative post-treatment of the bamboo glulam on its durability[J]. China Forest Products Industry, 2013, 40(50): 55-57.
張祿晟, 覃道春, 任紅玲, 等. 防腐后處理工藝對竹集成材耐久性的影響[J]. 林產工業, 2013, 40(50): 55-57.
[7] Zhou Yufeng, Gu Lei, Liu Hongzheng, et al. Carbon transfer during manufacturing of moso bamboo plank using the bamboo unfolding and flattening technology[J]. Scientia Silvae Sinicae, 2013, 49(8): 96-102.
周宇峰, 顧 蕾, 劉紅征, 等. 基于竹展開技術的毛竹竹板材碳轉移分析[J]. 林業科學, 2013, 49(8): 96-102.
[8] Wei Yang, Wang Xiaowei, Li Guofen. Mechanical propertier test of bamboo scrimber flexural specimens reinforced with bars[J]. Acta Materiae Compositae Sinica, 2014, 31(4): 1030-1036.
魏 洋, 王曉偉, 李國芬. 配筋重組竹受彎試件力學性能試驗[J]. 復合材料學報, 2014, 31(4): 1030-1036.
[9] Sun Zhengjun, Cheng Qiang, Jiang Zehui. Processing and properties of engineering bamboo products[J]. Acta Materiae Compositae Sinica, 2008, 25(1): 80-83.
孫正軍, 程 強, 江澤慧. 竹質工程材料的制造方法與性能[J]. 復合材料學報, 2008, 25(1): 80-83.
[10] Shang Xudong, Kang Yuhai, Chen Fang. Research on the development counter measures of forestry industry in Yunnan[J]. Journal of Anhui Agricultural Sciences, 2009, 37(30): 1496-1496.
尚旭東, 康云海, 陳 方. 云南林業產業發展對策研究[J]. 安徽農業科學, 2009, 37(30): 1496-1496.
[11] He J L, Han R L, Zhang Y F. Cure characteristics of phenol-formaldehyde resin catalyzed with Ba(OH)2[J]. Journal of Adhesion Science and Technology, 2009, 23(12): 1639-1645.
[12] Majumder A, Singh A, Goyal A. Application of response surface methodology for glucan production from leuconostoc dextranicum and its structural characterization[J]. Carbohydrate Polymers, 2009, 75(1): 150-156.
Hot pressing process of recombinant bamboo based on response surface methodology
ZUO Yingfeng, WU Yiqiang, XIAO Junhua, LI Xianjun, LONG Kequan
(College of Materials Science and Engineering, Central South University of Forestry and Technology,Changsha 410004, Hunan, China)
Recombinant bamboo was prepared with 3-4 years old phyllostachys pubescen as raw material and the independent research and development of mid-temperature temperature curing phenol-formaldehyde resin as adhesive. The effect of density, hot pressing temperature and time on the properties of recombinant bamboo was studied by response surface optimization method. The optimized process of the hot pressing process was obtained. The results showed that the influence on the mechanical properties of recombinant bamboo was followed by the density > hot pressing temperature > hot pressing time. The optimum hot pressing process conditions that the density was 1.03 g/cm3, the hot pressing temperature was 121 ℃ and the hot pressing time was 1.13 mm/min. At this moment, the static bending strength was 160.39 MPa and the internal bond strength was 2.583 MPa, close to the theory value maximum of 163.581 and 2.64299 MPa for static bending strength and internal bond strength, showing the optimized result believable.
recombinant bamboo; mid-temperature curing PF resin; hot pressing process; mechanical properties; response surface methodology
1001-9731(2016)11-11196-05
湖南省重大科技專項資助項目(2011FJ1006);中國博士后科學面上基金資助項目(2015M572276);中南林業科技大學青年基金資助項目(101-0z37);中南林業科技大學人才引進科研啟動基金資助項目(104-0345)
2015-08-10
2015-12-10 通訊作者:吳義強,E-mail: wuyq0506@126.com
左迎峰 (1986-),江西宜春人,博士,講師,主要從事膠黏劑及竹材工業化利用研究。
TQ433.4;TS653
A
10.3969/j.issn.1001-9731.2016.11.039
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
石油化工應用(2014年8期)2014-03-11 17:40:03
