800 MPa級冷軋雙相鋼點焊工藝性能
2016-12-12 02:42:36李秋魁孫希慶成昌晶
電焊機 2016年11期
關鍵詞:工藝
李秋魁,孫希慶,張 武,成昌晶
(1.浙江吉利汽車研究院有限公司寧波杭州灣分公司,浙江寧波315000;2.馬鞍山鋼鐵股份有限公司技術中心,安徽馬鞍山243000)
800 MPa級冷軋雙相鋼點焊工藝性能
李秋魁1,孫希慶1,張 武2,成昌晶2
(1.浙江吉利汽車研究院有限公司寧波杭州灣分公司,浙江寧波315000;2.馬鞍山鋼鐵股份有限公司技術中心,安徽馬鞍山243000)
研究800 MPa級冷軋雙相鋼電阻點焊工藝,分析點焊電流對接頭形貌、性能以及組織缺陷的影響規律,討論回火脈沖對提升接頭性能的影響。結果表明:點焊電流對高強鋼DP800接頭形貌、性能及缺陷等均有較大影響;當點焊電流達到10 kA時,剪切試驗為紐扣型斷裂模式,最大剪切力達到34.28 kN;點焊脈沖后附加回火脈沖可以提高點焊接頭性能。
雙相鋼;電阻點焊;焊接電流;回火脈沖
0前言
隨著全球能源匱乏和環境污染的不斷加重,車身輕量化和節能減排已成為汽車發展的主要方向。采用先進高強鋼板是在保證汽車安全前提下實現汽車輕量化的有效途徑,為了滿足輕量化及節能的需要,越來越多的汽車零部件使用高強度汽車鋼板制造。
雙相鋼因其高強度、良好的成形性能和防撞能量吸收性能等特點,廣泛應用于汽車制造[1-2]。
電阻點焊具有生產效率高、易于實現自動化等優點,在汽車工業中被廣泛采用,是高強鋼板的主要焊接方法[3]。本研究材料為馬鋼2.0mm厚HC420/ 780DP,分析焊接電流對點焊接頭性能的影響規律,并針對高強鋼點焊過程中易出現的未完全熔合、縮松等缺陷,提出了改善措施。
1實驗材料和方法
1.1實驗材料
實驗材料為馬鋼產2.0 mm厚DP800冷軋板,其化學成分及力學性能如表1和表2所示。

表1 DP800化學成分%

表2 DP800力學性能
DP800的金相組織照片如圖1所示,可以看出DP800為鐵素體+馬氏體雙相組織,島狀馬氏體分布在鐵素體晶界。測得鐵素體晶粒度為11級。

圖1 DP800母材組織
1.2實驗方法
試樣尺寸150 mm×50 mm×2.0 mm,采用DTMC-0052-1型伺服點焊機,使用16 mm×23 mm鉻鋯銅電極,球形端面直徑6 mm。拉剪試樣接頭形式如圖2所示。

圖2 拉伸剪切試驗試板
點焊預壓時間和焊后維持時間均設為200 ms,焊接壓力4 000 N,焊接工藝如表3所示。針對出現的缺陷采用回火處理,回火工藝如表4所示。

表3 焊接工藝

表4 回火工藝
2試驗結果和分析
2.1點焊電流對接頭形貌的影響
其他工藝參數不變,不同點焊電流下的壓痕深度、焊點直徑、焊透率的變化趨勢如圖3~圖5所示,在點焊電流較小時,隨著電流增大,壓痕深度的增加并不明顯,但是當電流超過某個臨界值(9.0 kA)時,壓痕深度的增加變得明顯。這是因為電流較大時,焊件快速加熱,使金屬過熱,在短時間內熔化,電極與焊件相互粘連,并形成很大的壓痕。焊點直徑和焊透率對焊接電流的增加都比較敏感。這是因為隨著點焊電流的增加,內部熱源發熱量急劇增加,焊點尺寸穩定增大;當繼續增大點焊電流時,由于板間的翹離及散熱量的增大,限制了焊點尺寸的持續增長。在后期電流增大時,焊點尺寸和焊透率的增長趨勢變得緩慢。
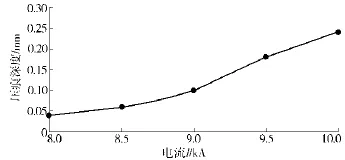
圖3 點焊電流對接頭壓痕深度的影響

圖4 點焊電流對接頭焊點直徑的影響

圖5 點焊電流對接頭焊透率的影響
2.2點焊電流對接頭性能的影響
對DP800按表3各工藝下的點焊接頭進行剪切拉伸實驗,結果顯示1#~4#工藝點焊接頭均為界面斷裂模式,5#工藝接頭為紐扣型斷裂模式,對應的接頭拉伸斷裂圖片如圖6所示。
點焊電流對點焊接頭最大拉剪力的影響如圖
7所示,在一定范圍內隨著焊接電流增大,接頭最大剪切力逐漸變大。焊接電流達到10 kA時,接頭為紐扣型斷裂,斷裂發生在熱影響區,最大剪切力34.28 kN。這是由于在點焊電流較小時,熱輸入量不足,點焊接頭沒有充分熔合,力學性能不足。
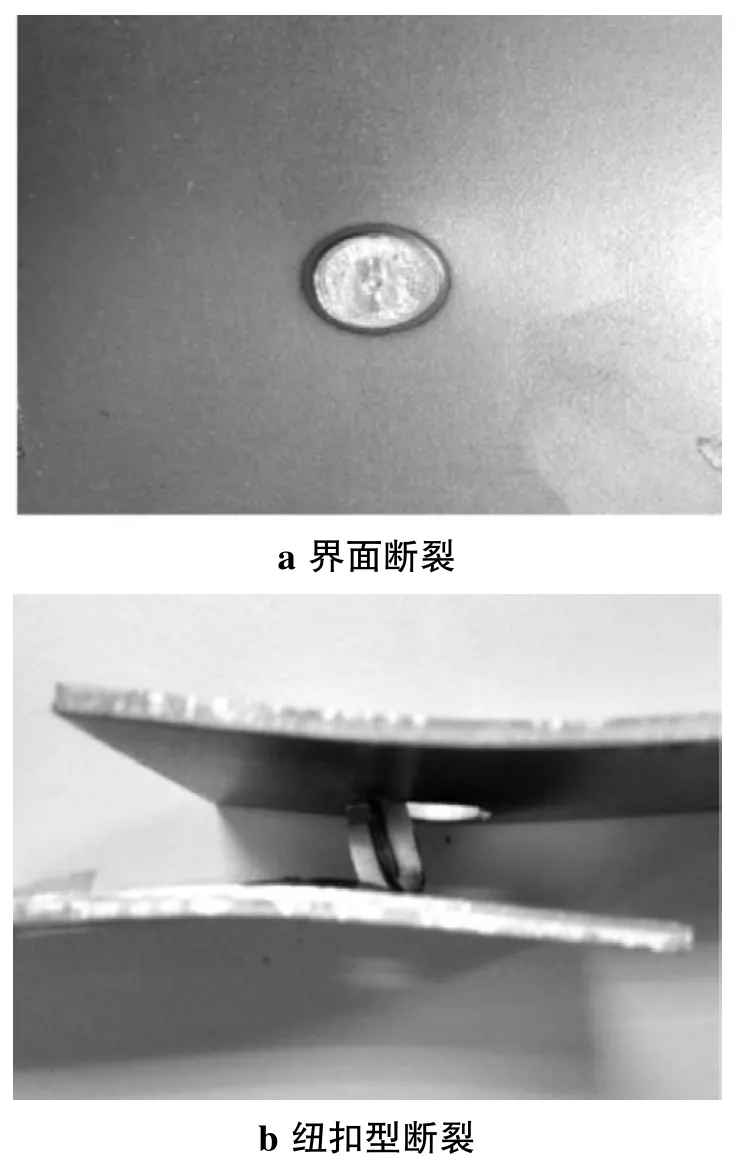
圖6 點焊接頭剪切拉伸斷裂圖片

圖7 點焊電流對接頭最大拉剪力的影響
2.3點焊電流對接頭缺陷及組織的影響
對5種點焊電流下的點焊接頭橫截面進行SEM觀察。當點焊電流為8.0 kA和8.5 kA時,點焊接頭一側具有明顯的結合線伸入缺陷,如圖8所示;在點焊電流為9.0 kA和9.5 kA時縮孔缺陷明顯,如圖9所示;在點焊電流為10.0 kA時仍發現焊縫內部有部分縮松缺陷,如圖10所示。

圖8 結合線伸入缺陷宏觀形貌

圖9 縮孔缺陷宏觀形貌

圖10 縮松缺陷宏觀形貌
在點焊電流為8.0 kA和8.5 kA時,點焊電流較小,熱輸入量不足,使得熔核較小,較長的未熔合段降低了有效熔合面積,可明顯降低點焊接頭結合強度,使得接頭發生界面斷裂。在該點焊電流下點焊接頭拉剪力分別為22.5 kN和25.0 kN,遠低于母材拉剪力。
隨著點焊電流的增大,焊點尺寸隨之增大,同時由于冷卻速度過快,液態金屬飛濺出來,而在后續點焊接頭冷卻形成熔核時,發生飛濺的位置液態金屬不足,從而形成縮孔缺陷。在該點焊電流下點焊接頭拉剪力為28 kN和32 kN,低于母材拉剪力。
當點焊電流為10 kA時,點焊接頭邊部未出現明顯的未熔合現象,在焊縫中部有縮松缺陷產生,但由于在該電流下焊點尺寸進一步增大,有效熔合面積并未減少,因此發生紐扣型斷裂,接頭拉剪力
與母材相當。
2.4回火脈沖對接頭性能及缺陷的改善
為消除上述出現的縮孔、未完全熔合等缺陷,改善性能,在焊接脈沖后附加回火脈沖,使高應力區完全回火,消除殘余應力,提高接頭力學性能[4]。
焊接電流8.5 kA、焊接時間300 ms、采用表4工藝時的剪切力曲線如圖11所示。對比圖7可知,當采用回火脈沖后,接頭最大剪切力均高于未采用回火脈沖時,這是因為使用回火脈沖時,回火溫度位于馬氏體相變溫度之上、再結晶溫度以下,不但減緩了焊點冷卻速度,而且能夠改善焊后組織,降低殘余應力及熔核脆性,減少焊點在結晶過程中的收縮量和收縮應力,提高焊點力學性能。

圖11 回火脈沖對材料接頭拉剪力的影響
3結論
(1)點焊電流對高強鋼DP800接頭形貌和性能均有較大影響,電流較小時易出現縮松、未完全熔合等缺陷。
(2)當點焊電流達到10 kA時,試驗用2.0 mm厚DP800剪切試驗為紐扣型斷裂模式,最大剪切力達到34.28 kN。
(3)點焊脈沖后附加回火脈沖可以消除殘余應力,在一定程度上提高了點焊接頭的剪切力。
[1]葉平,沈劍平,王光耀,等.汽車輕量化用高強鋼現狀及其發展趨勢[J].機械工程材料,2006,30(3):4-7.
[2]Marya M,Gayden X Q.Development of requirements for resistance spot welding Dual-Phase(DP600)steels:Part 1. The cause of interfacial fracture[J].Welding Journal,2005,84(11):172-182.
[3]Hildithch T B,Speer J G,Matlock D K.Effect of susceptibility to interfacial fracture on fatigue properties of spotwelded high strength sheet steel[J].Materials and Design,2007(25):2566-2576.
[4]王寧一,林德懷.中碳鋼的電極間回火二次脈沖點焊[J].焊接技術,1982(4):25-27.
Page 91
(3)對比不同單元類型的低階單元及高階單元,模型的求解時間相差較少,約為10%。而不同單元類型的低階和高階單元相比,高階單元由于其自由度數較多的原因,計算時間較長,約為低階單元的12倍。高階單元更能有效地表征結構件的焊接變形,在采用高階單元時應控制網格的數量,減少計算時間。
(4)對比不同的單元類型及單元階次的焊接殘余應力可以看出,應力分布趨勢與實際結果相同,但是采用四面體4節點單元其應力分布連續性稍差。
參考文獻:
[1]宋麗平.有關焊接有限元數值模擬計算前處理技術的探討[J].熱加工工藝,2012,41(9):178-180.
[2]王長利.焊接溫度場和應力場的數值模擬[D].沈陽:沈陽工業大學,2005.
[3]陳俊梅,陸皓,汪建華,等.網格尺寸對別克轎車副車架總成焊接變形預測精度的影響[J].焊接學報,2002,23(2):33-39.
[4]John Goldak,Aditya Chakravarti,Malcolm Bibby.A new finite element model for welding heat sources[J].Metallurgical Transactions B,1984(15):299-305.
[5]于興哲,趙海燕,魯立,等.管子對接多道焊接計算效率與精度分析[J].焊接學報,2010(7):39-42.
[6]龐盛永,陳濤,陳立亮,等.焊接有限元自適應四面體網格生成方法[J].華中科技大學學報(自然科學版),2010,38(5):93-96.
[7]楊建國.焊接結構有限元分析基礎及MSC.Marc實現[M].北京:機械工業出版社,2012.
Resistance spot weldability of 800 MPa dual-phase steel
LI Qiukui1,SUN Xiqing1,ZHANG Wu2,CHENG Changjing2
(1.Ningbo Hangzhou Bay Branch of Zhejiang Geely Automobile Research Institute Co.,Ltd.,Ningbo 315000,China;2.Technology Center,Maanshan Iron&Steel Co.,Ltd.,Maanshan 243000,China)
Spot welding of 800 MPa grade dual-phase steel was investigated.The effect of welding current on the welding morphology,mechanical properties,metallographic microstructure and welding defects of spot welded joints were investigated.The results showed that the welding current had remarkable effects on the welding morphology,mechanical properties.When the welding current was 10 kA,the fracture mode of steel joins was button pullout fracture,the maximum shear stress was 34.28 kN;temper pulse could effectively improve the performance of spot welding joints.
dual-phase steel;resistance spot welding;welding current;temper pulse
TG457.11
B
1001-2303(2016)11-0107-04
10.7512/j.issn.1001-2303.2016.11.23
獻
李秋魁,孫希慶,張武,等.800 MPa級冷軋雙相鋼點焊工藝性能[J].電焊機,2016,46(11):107-110.
2016-06-04;
2016-07-12
李秋魁(1982—),男,黑龍江雞西人,主任工程師,主要從事汽車用金屬材料及整車防腐蝕開發工作。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52