方坯連鑄機末端電磁攪拌改造
2016-12-13 05:39:32張福來
重型機械 2016年5期
張福來
(中冶京誠工程技術有限公司,北京 100176)
?
·設備改造·
方坯連鑄機末端電磁攪拌改造
張福來
(中冶京誠工程技術有限公司,北京 100176)
研究了某鋼廠方坯連鑄機鋼水過熱度、拉速及二冷比水量對82B鑄坯內部質量的影響。得出生產中最優(yōu)參數(shù)后,結合射釘試驗確定末端電磁攪拌裝置的位置。保持工藝參數(shù)穩(wěn)定后,確定最佳電磁攪拌參數(shù)。經過改造與調整后鑄坯中心偏析和縮孔明顯改善,鑄坯內部質量相應提高。
方坯連鑄;中心偏析; 縮孔; 末端電磁攪拌
0 前言
在方坯連鑄生產過程中,碳偏析、中間裂紋和縮孔是一種常見的缺陷。但是在生產高碳鋼過程中,鑄坯二次冷卻中出現(xiàn)的縮孔、V型偏析、中心偏析等質量缺陷將極大的影響隨后的軋制過程。實踐證明通過使用連鑄電磁攪拌(EMS)技術控制凝固組織、改善鑄坯質量取得了良好的效果。其中結晶器電磁攪拌應用最廣,然而為了解決高碳鋼的中心偏析缺陷,采用攪拌組合M-EMS和F-EMS可以在相同工藝條件下更有效改善鑄坯中心偏析。
通過對某鋼廠生產的高碳鋼進行取樣觀察,鋼坯成份控制和純凈度(非金屬夾雜物、氣體含量等)控制水平較好,能夠滿足產品質量要求。但是鑄坯的中心偏析指數(shù)偏高,在目前穩(wěn)定的生產工藝條件下,鑄坯中心偏析指數(shù)存在較大波動,指數(shù)大于1.2的比例在15%左右,對于生產高檔硬線和簾線鋼等產品會存在一定的質量隱患和風險,限制了產品檔次的提高。為改善鑄坯質量,優(yōu)化精品線材用坯工藝,在某方坯連鑄機二冷區(qū)三段安裝末端電磁攪拌裝置(F-EMS),并在生產82B鋼種過程中做末端電磁攪拌對比試驗。
1 連鑄機和電磁攪拌器參數(shù)
某鋼廠小方坯連鑄機和末端電磁攪拌裝置參數(shù)見表1、表2。
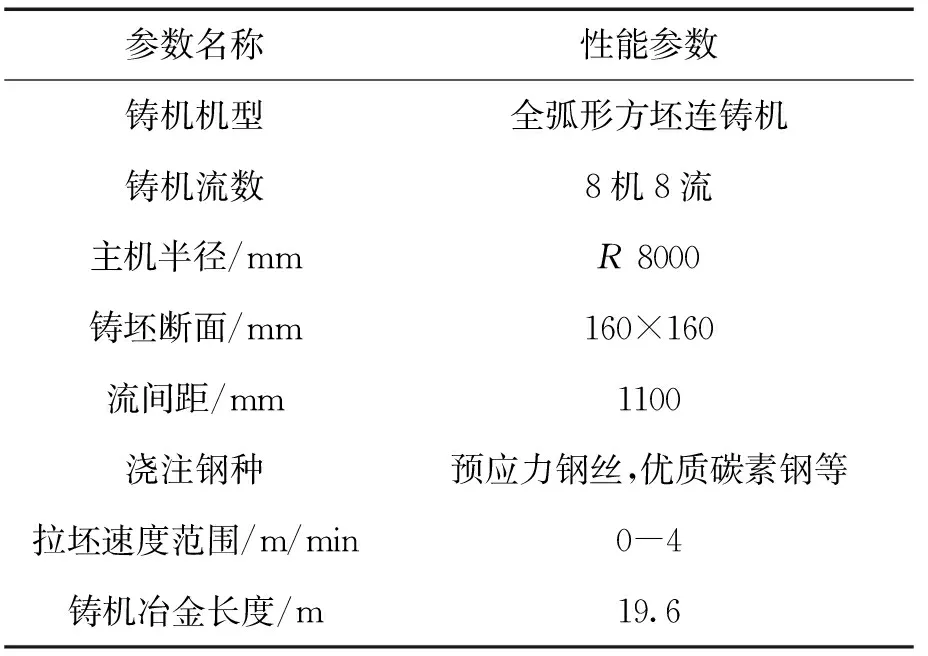
表1 連鑄機主要參數(shù)

表2 末端電磁攪拌器基本參數(shù)
2 電磁攪拌原理與檢驗方法
2.1 電磁攪拌原理
電磁攪拌技術是利用不同形式的磁場發(fā)生裝置,當連鑄坯中的液態(tài)金屬通過交變電磁場時,在液態(tài)金屬中產生感生電流,感生電流與磁感應強度的作用產生電磁力。通過電磁力來控制連鑄過程中鋼水的流動、傳熱甚至凝固,從而提高鋼的清潔度,擴大鑄坯的等軸晶區(qū),降低成分偏析,減輕或消除中心疏松和中心縮孔,實現(xiàn)生產優(yōu)質、高等級鋼材的目的[1]。
末端電磁攪拌裝置放置在靠近液相穴區(qū)末端,能夠攪拌小斷面高粘度濃稠物質[2]。但它從不單獨在鑄流上使用,通常是和上游結晶器電磁攪拌裝置組合使用。它的主要功能是能夠降低高C和高合金鋼中的中心偏析。本文中主要研究對高碳鋼的作用,對高合金鋼的影響沒有涉及。
2.2 檢驗方法
2.2.1 低倍分析檢驗方法
在試驗流上控制鑄機拉速、比水量和電磁攪拌等參數(shù),鋼包在開澆20 min后進行取樣[3]。在試驗流上取500 mm左右的鑄坯,沿縱向截取350 mm左右的坯子,再沿其縱向中心截成20 mm左右的坯樣。余下坯子沿橫向分成6塊20 mm左右坯樣進行檢測。對截取的坯樣進行熱酸洗低倍分析,檢驗鑄坯中心縮孔和疏松等缺陷,觀察鑄坯等軸晶和柱狀晶情況。
2.2.2 偏析指數(shù)檢驗方法
采用φ5 mm合金鉆頭在鑄坯中心取樣,通過化學分析計算出C等元素含量,并與樣坯平均成分做比較,計算出偏析指數(shù),以下為計算方法:

鉆取位置的選取,通常有兩種方法,一是坯樣的幾何中心,二是冶金中心。幾何中心是鑄坯截面幾何對角線的交點,冶金中心是鑄坯橫截面中縮孔的位置[4]。
C元素的名義含量也有兩種選取方法,一是用此鑄坯成品的C含量,一般取中間包中成分表示,為鋼包開澆后12 min后中包取樣所得碳含量。二是在鑄坯對角線的1/4處取點,取4點位置分別鉆樣,取其平均值做為C的名義含量。
3 連鑄過程生產參數(shù)對鑄坯質量的影響
3.1 過熱度對鑄坯質量的影響
合適的中間包鋼水溫度是確保連鑄穩(wěn)定澆注的重要條件。在正常澆注82B鋼種情況下,在中間包東西兩個位置測溫取樣,每間隔12 min測溫一次,經過多次現(xiàn)場試驗,中間包鋼水過熱度控制數(shù)據如圖1所示。由圖可知實際生產中中間包鋼水平均過熱度集中在20~25 ℃之間。以此為基準匹配合適的拉速,確保澆注的穩(wěn)定。
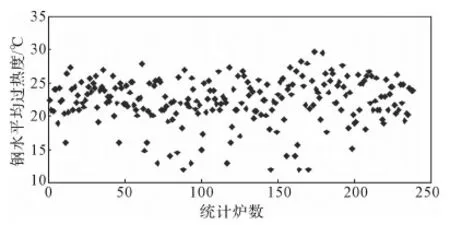
圖1 鋼水平均過熱度控制情況Fig.1 Control condition of molten steel average superheat
鋼水過熱度對鑄坯的低倍縮孔有較大的影響。從圖2中可以看出:鋼水過熱度在20~25 ℃以內區(qū)域,鑄坯的縮孔評級要明顯低于其他過熱度區(qū)域。紅線范圍之內,鋼水平均過熱度在25~30 ℃區(qū)間內,鑄坯縮孔評級明顯偏高,出現(xiàn)2~4級的嚴重縮孔評級。
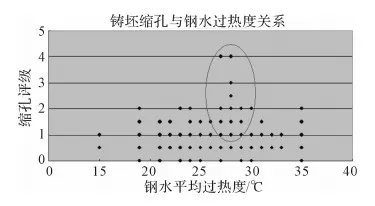
圖2 鋼水過熱度與鑄坯縮孔評級關系Fig.2 Relationship between the molten steel superheat and billet shrinkage
3.2 拉速對鑄坯質量的影響
拉速對鑄坯表面溫度和液相穴長度的影響很大,隨著拉速的提高,鑄坯表面溫度升高[5]。對于高碳鋼,在高拉速下中心偏析和疏松嚴重,中心縮孔等級較高;在低拉速下,中心偏析和疏松得到了改善[6]。另外,在澆注過程中如果拉速頻繁的發(fā)生變化,將增大結晶器卷渣的幾率。所以,在連鑄過程中采用恒拉速工藝,避免液面頻繁波動,減少卷渣的幾率。圖3為不同拉速下鑄坯的中心碳偏析值分布,可以看出:方坯的中心偏析隨著拉速的降低有降低的趨勢,當拉速為1.2 m/min和1.4 m/min時,鑄坯中心碳偏析值較小,拉速為1.8 m/min以上時,出現(xiàn)鑄坯中心碳偏析大于1.2的值增加。在保證精煉周期生產前提下,綜合考慮鑄機拉坯速度控制應按照1.60 m/min為宜。
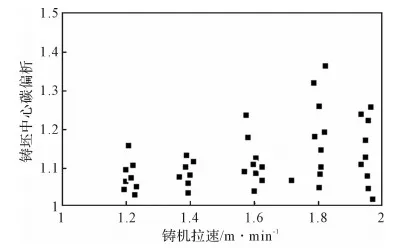
圖3 拉速對高碳鋼方坯偏析的影響Fig.3 Effect of casting speed on the segregation of high carbon steel billet
3.3 二冷配水對鑄坯質量的影響
合適的二冷配水對保證鑄坯的均勻冷卻至關重要,經過多個二冷配水表試驗結果表明,采用水表6(比水量約0.72 L/kg)自動配水、中包鋼水過熱度為25 ℃左右的情況下,82B方坯的中心偏析隨著拉速的降低有加重的趨勢;1.6~1.8 m/min的拉速下鑄坯的中心疏松級別較低;當拉速繼續(xù)降低到1.6 m/min以下,高碳鋼方坯的疏松、縮孔有加重的趨勢。當拉速超過2.0 m/min時,82B的疏松、縮孔和中心裂紋的級別明顯高于拉速1.8 m/min相應的缺陷級別。圖4為各種水表的情況下,所有鑄坯中心偏析的平均值匯總。從圖中可以看出:使用配水表6的鑄坯縮孔評級較好,鑄坯碳偏析值最小,平均為1.06。可以這樣認為,比水量約0.72 L/kg是比較適合的配水。
綜上,鋼水過熱度、拉速、二冷水量都會影響鑄坯內部質量,它們對鑄坯內部質量缺陷相互影響。在目前鑄機各項設備基本已定的情況下,通過優(yōu)化鑄機以上三種生產工藝參數(shù),使其鑄坯中心缺陷最小,并兼顧產量與質量最佳化,為安裝末端電磁攪拌裝置做好準備。生產實踐得出目前最優(yōu)的生產參數(shù)為鋼水平均過熱度20~25 ℃,拉速1.6 m/min和二冷比水量0.72 L/kg。
4 末端攪拌器安裝位置的確定
為了進一步改善鑄坯中心偏析和縮孔等缺陷,必須在穩(wěn)定的生產條件下,選擇合適的末端電磁攪拌安裝位置和合適的攪拌參數(shù)。根據凝固公式[7]:
δ為坯殼厚度,mm;K為綜合凝固系數(shù),mm/min1/2;t為凝固時間,min;l為彎月面到測量點的距離,m;v為連鑄坯拉速,m/min。
由上式可知,在穩(wěn)定的二冷生產條件下,l為固定值,拉速v和坯殼厚度δ也趨于穩(wěn)定,故綜合凝固系數(shù)K可以得出。因此通過射釘法測定坯殼厚度和液芯尺寸,進而得到凝固系數(shù),并反算便可確定末端電磁攪拌的安裝位置[8]。選取82B鋼種采用160×160mm斷面方坯為研究對象,進行凝固殼厚度的測定,在拉速1.6~1.8m/min,平均過熱度25 ℃及其不同的二冷比水量條件下,進行計算。
(1)從鑄機結晶器彎月面到二冷區(qū)水管結束位置為7.7m,到二冷墻內側為10.3m,到二冷墻外側射釘位置為10.75m,到第一個拉矯輥為13.13m。
(2) 如按目前可達到的條件1.6~1.8m/min拉速、0.72~1.2L/kg二冷比水量、94.5m3/h結晶器水量(射釘?shù)玫脚鳉ず穸?4~69mm)進行計算,為保證凝固末端攪拌器的使用效果,連鑄坯液芯直徑一般應保證大于35mm以上[9]。經計算末端攪拌器的安裝位置約在距離彎月面8.7~10m之間。根據最常使用的1.6m/min為基準,末端攪拌器的安裝位置約在距離彎月面9m(可調至9.5m)處,此位置鑄坯液芯約為42mm,這一液芯區(qū)域對于攪拌器而言能夠使其發(fā)揮有效的作用。
5 電磁攪拌相關參數(shù)的確定
5.1 攪拌頻率的影響
保持其它連鑄工藝參數(shù)恒定,攪拌器頻率對鑄坯偏析指數(shù)的影響如圖5所示。數(shù)據顯示,攪拌頻率在6Hz以上時,頻率的增加會引起鑄坯偏析指數(shù)的增加,在12Hz時也出現(xiàn)了較低的偏析,但與6Hz的工作條件下相比,12Hz的頻率使攪拌器投入更多的能量,因而能耗較高,故6Hz是比較合適頻率。
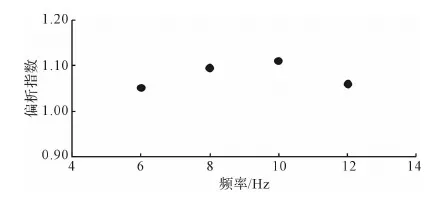
(拉速1.6 m/min;二冷0.72 L/kg;電流300A、350A、400A)圖5 偏析指數(shù)平均值Fig.5 The average value of segregation index
5.2 攪拌電流的影響
在6 Hz工作條件下,在不同攪拌電流下采用上述2.2所述的不同檢驗方法分析各坯樣中心碳偏析指數(shù)和等軸晶比例。可以看出,在此生產條件下,增大攪拌電流,試樣中心碳偏析指數(shù)隨之下降,而等軸晶比例有上升趨勢,如圖6所示。
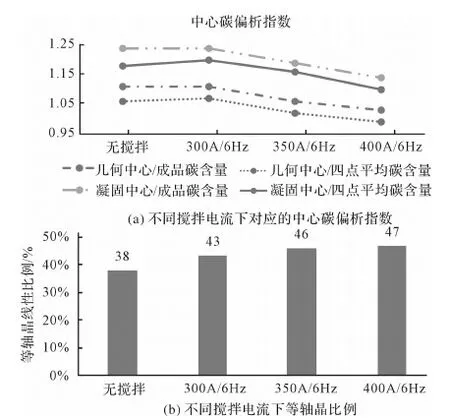
圖6 不同攪拌電流下對應的中心碳偏析指數(shù)和等軸晶比例Fig.6 The central segregation index and the proportion of equiaxial crystal under different stirring current
通過對攪拌器工作電流和工作頻率的實驗研究及分析,可以得出在其他工藝條件穩(wěn)定的情況下,該攪拌器合適的工作電流為400 A,工作頻率為6 Hz。在此條件下,鑄坯中心偏析指數(shù)最小,等軸晶比例最高。
6 鑄坯末端電磁攪拌的應用效果
通過以上多澆次實驗及取樣分析,結合高碳鋼連鑄工藝,最終確定了末端電磁攪拌器的安裝位置在距離彎月面9 m的區(qū)域,得到了該攪拌器合適的工作電流為400 A,工作頻率為6 Hz,并在此參數(shù)條件下進行高碳鋼的生產。
鑄坯在應用末端電磁攪拌技術之前,生產82B系列高碳鋼中心縮孔2.0級別以下的占統(tǒng)計數(shù)量的92%,1.0級別以下的占比為73%;中心碳偏析在≤1.10的比例為58%,中心碳偏析≤1.15的比例為76%,中心碳偏析≥1.20的比例為11%,分別如圖7所示。
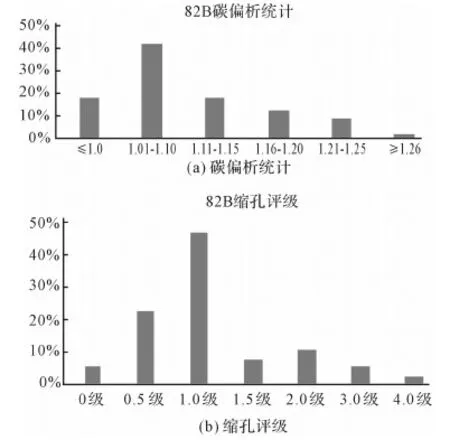
圖7 改造前82B偏析統(tǒng)計和縮孔評級Fig.7 82B segregation statistics and shrinkage rating before revamping
應用末端電磁攪拌之后,鑄坯中心偏析和縮孔得到較為明顯的改善,82B縮孔在2.0級以下的占統(tǒng)計數(shù)量的98%,1.0級別以下的占比為87%;而中心碳偏析在≤1.10的比例達到89%,中心碳偏析≤1.15的比例達到97%,中心碳偏析最大值不超過1.20,如圖8所示。
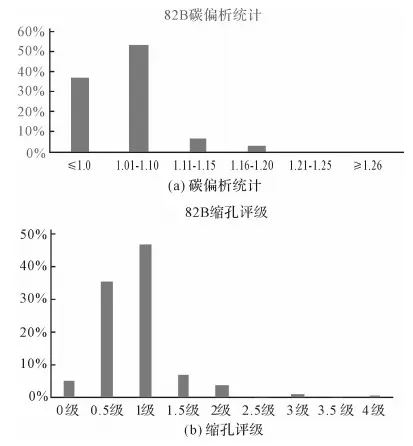
圖8 改造后82B偏析統(tǒng)計和縮孔評級Fig.8 82B segregation statistics and shrinkage rating after revamping
7 結論
(1)通過對末端電磁攪拌技術的研究可知,該鑄機生產高碳鋼時,連鑄工藝參數(shù)在鋼水過熱度25 ℃,連鑄拉速1.60 m/min,二冷比水量0.72 L/kg的情況下,在距離彎月面9 m處安裝電磁攪拌裝置,攪拌器合適的工作電流為400 A,工作頻率為6 Hz,可以取得較好的工藝效果。
(2)在應用末端電磁攪拌技術優(yōu)化工藝條件下,82B系列高碳鋼中心偏析指數(shù)平均值由原來的1.09降低到1.06以下,鑄坯內部質量得到顯著提高。
[1] 陳偉,王琛. 電磁技術在連鑄中的應用及發(fā)展 [J].河北理工大學學報,2011,33(11).
[2] 王曉東, 李廷舉 ,金俊澤,等. 電磁驅動力對金屬鑄坯凝固的影響[J].材料工程,2001(6).
[3] 杜家恩, 吳春璟 ,肖年根. 末端電磁攪拌電流對SWRH82B中心偏析的影響[J].江西冶金,2012(6).
[4] 李家征,張志強,底跟順,等.末端電磁攪拌技術對82B鋼中心偏析的影響[J].河北冶金,2011(8).
[5] 孫向東, 朱立光 ,朱新華. 連鑄圓坯凝固傳熱行為與鑄坯質量的控制[J].河北聯(lián)合大學學報,2013(2).
[6] 王韜,陳偉慶,王宏斌,等.連鑄參數(shù)和末端電磁攪拌對SWRH82B鋼小方坯中心碳偏析的影響[J].特殊鋼,2013(1).
[7] 岳鐵軍,張寶全,孫奇松,等.首鋼第二煉鋼廠3號小方坯連鑄機凝固末端電磁攪拌技術的研究和應用[J].首鋼科技,2011(1).
[8] 丁寧,包燕平,孫奇松,等.末端電磁攪拌位置確定及對SWRH82B鋼中心偏析的影響[J].北京科技大學學報,2011(1).
[9] 陳永,楊樹波,朱苗勇.結晶器電磁攪拌改善重軌鋼連鑄坯內部質量的試驗研究[J].鋼鐵,2007(2).
Revamping and research on F-EMS of billet casting machine
ZHANG Fu-lai
(MCC Capital Engineering & Research Incorporation Ltd., Beijing 100176, China)
An effect of how much the superheat, casting speed, secondary cooling specific water flow rate of a billet casting machine affects on internal quality of 82B billet in one steel-making plant. Optimum parameters in production are obtained, while it considers the pin-shooting test to determine the end position of the final electromagnetic stirring device. The optimal parameters of electromagnetic stirring steady process condition come after the steady process condition. It reduces the central segregation and shrinkage after revamping, and improves the internal quality of the billet.
billet casting; central segregation; shrinkage; F-EMS
2016-01-10;
2016-04-01
張福來 (1984-),男,中冶京誠工程技術有限公司工程師,碩士,主要從事連鑄設備管理工作。
TF777
A
1001-196X(2016)05-0102-05
