對稱四等分塊的工藝改進
2016-12-14 02:04:50黃徐琦熊亭超
新技術新工藝 2016年11期
關鍵詞:工藝
黃徐琦,熊亭超
(江西省九江職業技術學院 工程訓練中心,江西 九江 332007)
?
對稱四等分塊的工藝改進
黃徐琦,熊亭超
(江西省九江職業技術學院 工程訓練中心,江西 九江 332007)
對對稱四等分塊的銑削加工工藝進行了分析研究。按照改進前的工藝進行加工,加工質量不穩定且效率低下。改進后的工藝,采用先銑削矩形體,再銑削四等分臺階,不僅提高了加工精度和加工效率,而且操作更簡單,質量穩定。按該工藝進行加工,取得了較好的經濟效益。
銑削;對稱四等分塊;對稱度;垂直度
對稱四等分塊零件圖如圖1所示。本文對該零件的加工難點進行了分析,對原加工工藝進行了優化改進,設計出了較合理的銑削加工工藝。
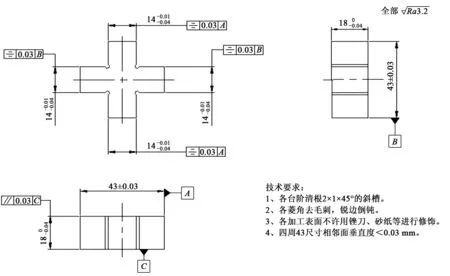
圖1 對稱四等分塊零件圖
1 改進前的對稱四等分塊加工工藝分析
1.1 對稱四等分塊的加工
加工工藝流程如下:1)安裝彈簧夾頭在主軸上[1],把裝有硬質合金刀片的機夾立銑刀用彈簧夾套夾住,放入彈簧夾頭孔中,將機夾立銑刀旋緊;2)將工件用虎鉗夾緊,按圖2所示精加工面1和面2,預留面每邊留0.5 mm余量,加工完畢后按圖3所示將工件旋轉180°夾緊,精加工面3和面4,加工完畢后按圖4所示逆時針旋轉90°裝夾,精加工面5和面6,加工完畢后按圖5所示旋轉180°裝夾,精加工面7和面8;3)用鋸片銑刀將各臺階切槽清根,加工結束,取下工件。

圖2 精加工面1和面2

圖4 精加工面5和面6
1.2 工藝問題分析

圖6 墊鐵銑槽
2 改進后的對稱四等分塊加工工藝分析
2.1 對稱四等分塊的加工
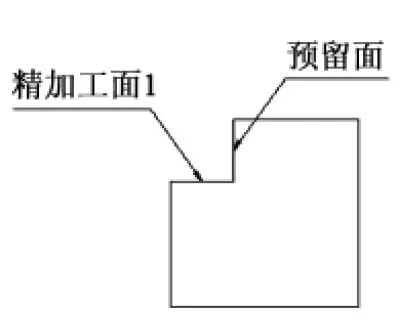
圖7 精加工面1
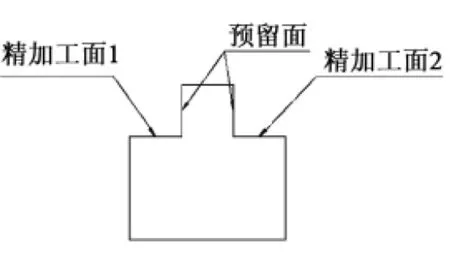
圖8 精加工面2
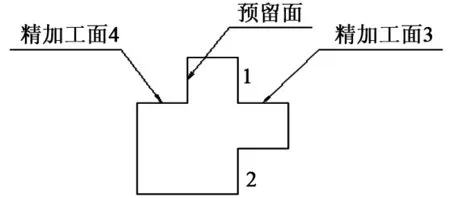
圖9 精加工面4和面3
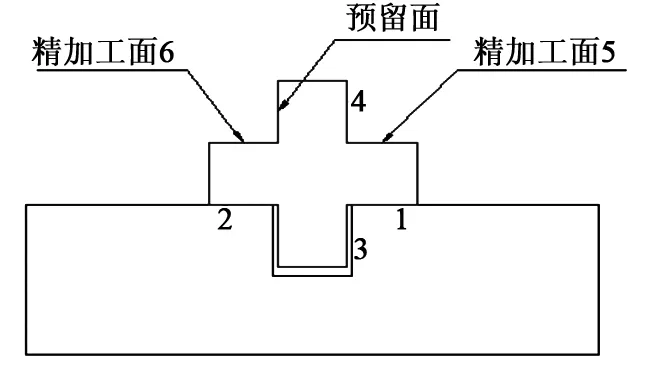
圖10 精加工面5和面6
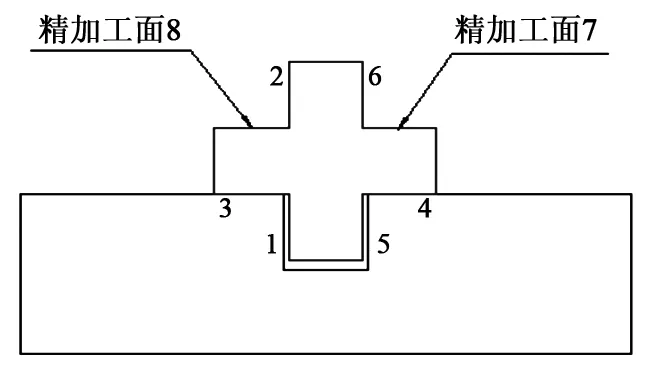
圖11 精加工面7和面8
2.2 工藝分析
該工藝以工件底面為基準面,精加工面1~面4時,加工深度一致,可以定位銑削,能保證面1和面2及面3和面4在同一個平面上。精加工面1和面2后,順時針旋轉90°加工面3和面4時,底部接觸面積較大,工件裝夾不易傾斜,易保證尺寸和對稱度。加工面5~面8時,由于采用開槽墊鐵能夠有效地防止工件傾斜,將面1和面2或面3和面4貼平墊鐵,由于加工深度一致,可以定位銑削,易保證面5~面8的尺寸精度及對稱度。
在精加工面1和面2時,預留面不能同時進行精加工,這是因為在批量加工該工件時,普通立銑刀圓柱上切削刃易磨損和發生讓刀現象, 影響尺寸精度和對稱度。而采用硬質合金機夾立銑刀,銑刀片旋緊在刀體上,所以銑刀圓柱直徑誤差略大,加工預留面則更不易保證尺寸及對稱度;但該刀具不易磨損,且分層銑削,控制深度尺寸,僅需控制加工時的面1~面8與墊鐵貼平的平面間的尺寸即可。采用該種旋轉加工法,應注意工件外形尺寸43 mm×43 mm每個相鄰平面的垂直度,垂直度超差將直接影響對稱度。
3 結語
該改進后的工藝是在生產中逐步完善的加工工藝,既能滿足加工的精度要求,又能保證較高的加工效率。按該工藝加工取得了較好的經濟效益。
[1] 馮辛安.機械制造裝備設計[M].4版.北京:機械工業出版社,2015.
[2] 任正義.機械制造技術基礎[M].北京:高等教育出版社,2010.
責任編輯 鄭練
Process Improvement of Symmetric Four Equal Parts
HUANG Xuqi, XIONG Tingchao
(Jiujiang Vocational and Technical College, Jiujiang 332007, China)
To the block symmetric milling divided into four parts, the first milling should be rectangular and symmetrical, and then to be four equal steps. According to the process before the improvement, the machining quality is not stable and low efficiency, so this technology is improved. The improved process not only improves the machining precision and machining efficiency, but also has the advantage of simple operation and stable quality. With this process, it has achieved more economic benefit.
milling, symmetric four equal parts, degree of symmetry, verticality
TG 5
A
黃徐琦(1976-),男,大學本科,教研室主任,主要從事機械制造類專業的教學與生產等方面的工作。
2016-08-01
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
