雙金屬復合管內覆(襯)層應力腐蝕開裂失效原因分析
2016-12-15 02:15:50郭崇曉蔣欽榮張燕飛李華軍
焊管 2016年2期
郭崇曉,蔣欽榮,張燕飛,李華軍
(西安向陽航天材料股份有限公司,西安710025)
雙金屬復合管內覆(襯)層應力腐蝕開裂失效原因分析
郭崇曉,蔣欽榮,張燕飛,李華軍
(西安向陽航天材料股份有限公司,西安710025)
為了促進雙金屬復合管線的合理設計、施工和應用,分析了雙金屬復合管內覆(襯)層的腐蝕失效類型,并對管道應力腐蝕開裂條件、機理及斷口形貌進行了分析研究,明確了雙金屬復合管內覆(襯)層應力腐蝕開裂的失效原因及判斷方法,指出了減少雙金屬復合管內覆(襯)層應力腐蝕失效的途徑。研究表明,當雙金屬復合管內覆(襯)層材料選定后,降低應力腐蝕開裂的途徑是降低殘余應力和施工外力;定期對服役管線內覆(襯)層進行無損檢測,確定失效部位并及時修補,是發揮管線最大使用壽命的重要手段。
雙金屬復合管;內覆(襯)層;應力腐蝕開裂;失效分析
雙金屬復合管作為一種功能性復合材料,充分發揮了內覆(襯)層材料的耐蝕性能和基管的力學性能,以極高的性價比在國內外廣泛應用并快速發展。我國新疆牙哈氣田的316L不銹鋼雙金屬復合管正常運行近十年,應用范圍已擴展到儲氣庫、海上油氣田及化工等領域。與耐蝕合金相似,雙金屬復合管應用過程中內覆(襯)層也會發生失效,因此,進行雙金屬復合管內覆(襯)層的失效原因分析,明確判斷及驗證方法,對指導雙金屬復合管內覆(襯)層材料的選擇、管路設計、制造、施工、產品推廣和應用極為重要。
1 雙金屬復合管內覆(襯)層主要失效類型
雙金屬復合管內覆(襯)層一般選用耐蝕合金材料,因此,耐蝕合金可能出現的失效問題在雙金屬復合管中同樣會出現。以奧氏體不銹鋼為例,在腐蝕環境中失效形式一般表現為全面腐蝕和局部腐蝕,并以局部腐蝕為主,局部腐蝕主要有5種類型。
(1)應力腐蝕。雙金屬復合管內覆(襯)層在腐蝕性環境中因應力作用產生裂紋擴展而發生失效。應力腐蝕開裂具有脆性斷口形貌,裂紋有穿晶、晶間及混合3種形式。當應力腐蝕開裂擴展至一定深度時,內覆(襯)層就會因裂紋而斷開,如圖1所示。
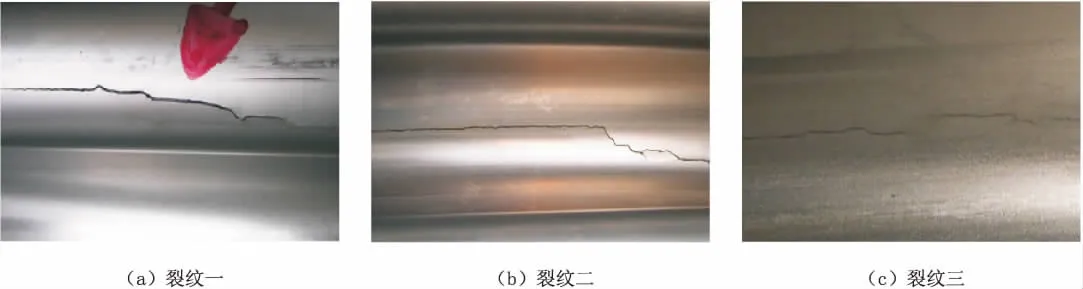
圖1 奧氏體不銹鋼應力腐蝕開裂實物照片
(2)點腐蝕。不銹鋼點腐蝕是由鈍化膜破壞所致,其形貌特征為:表面局部出現腐蝕凹坑,去掉凹坑表皮,部分可看到嚴重的腐蝕坑。
(3)晶間腐蝕。晶間腐蝕是沿著或緊挨著晶界發生的腐蝕。腐蝕發生后,外觀幾乎不會有任何變化,金相檢查時可看到晶界或鄰近地區發生的沿晶界均勻腐蝕,有時可看到晶粒脫落,掃描電鏡觀察斷口,可見冰糖塊狀形貌特征。
(4)疲勞腐蝕。疲勞腐蝕是受腐蝕介質和交變(或脈動)應力共同作用引起的失效。在交變應力作用下,金屬晶格間產生滑移,破壞了金屬表面保護膜,在滑移處產生電化學微觀腐蝕,微觀腐蝕在交變應力作用下發展成裂紋。形貌特征為:裂紋較小,斷口上有腐蝕產物、腐蝕坑和腐蝕溝等,斷口粗糙,沒有收縮減薄現象。
(5)縫隙腐蝕。縫隙腐蝕發生在雙金屬復合管焊縫連接處,內襯管與基管縫隙處于同一介質形成電位差,在縫隙內或附近產生局部腐蝕。縫隙腐蝕在氯化物溶液中最為嚴重,且有自催化過程。
以上幾種局部腐蝕類型中應力腐蝕開裂占首位,約為40%~60%,也是目前所知的破壞性最大的一類腐蝕。因此,本研究對雙金屬復合管內襯管應力腐蝕進行重點分析。
2 應力腐蝕開裂機理及斷裂過程
應力腐蝕(SCC)是指金屬材料在特定腐蝕介質和拉應力共同作用下所發生的脆性斷裂。導致應力腐蝕開裂的最低應力遠小于過載斷裂應力,而且斷裂前沒有大的塑性變形,因此會導致無先兆的災難性事故。
2.1 應力腐蝕開裂需具備的基本條件
導致應力腐蝕開裂的3個基本條件為:
(1)材料。合金比純金屬更易發生應力腐蝕開裂。
(2)腐蝕介質。發生應力腐蝕開裂與其所處的特定腐蝕介質有關,而且介質中能引起SCC的濃度一般很低。
(3)拉伸應力。應力一般為拉伸應力,是工程應力、殘余應力和裝配應力的疊加。工程應力是設計所需要的,殘余應力在制造和裝配過程中都會產生。多數情況下,僅殘余應力就足以產生應力腐蝕,一般以殘余應力為主,約占應力腐蝕事故的80%。
金屬材料承受的拉應力愈小,斷裂時間愈長;應力腐蝕可在極低的應力下(如屈服強度的5%~10%或更低)產生。
2.2 應力腐蝕斷裂過程
應力腐蝕斷裂是材料在應力和環境共同作用下,經過孕育期產生裂紋,然后裂紋逐漸擴展,當裂紋尖端應力強度因子KI達到材料斷裂韌性KIC時,發生失穩斷裂。在應力腐蝕系統中,應力和腐蝕的作用相互促進,并非簡單疊加。SCC腐蝕過程分為孕育期、裂紋擴展期和失穩斷裂3個階段。
(1)孕育期。孕育期是在金屬無裂紋和無孔蝕缺陷時裂紋的萌生階段,即裂紋源形成所需時間。孕育期長短取決于合金性能、腐蝕環境以及應力大小,一般約占總斷裂時間的90%左右。
(2)裂紋擴展期。裂紋成核后直至發展到臨界尺寸所經歷的時間。裂紋擴展主要由裂紋尖端的電化學過程控制,裂紋擴展速度介于沒有應力下腐蝕破壞速度和單純的力學斷裂速度之間,一般為 0.5~10 mm/h。
(3)失穩斷裂。由純力學因素控制,擴展速度隨應力增大而加快,直至斷裂。圖2為奧氏體不銹鋼應力腐蝕開裂、擴展、貫通直至斷裂照片。

圖2 應力腐蝕裂紋貫穿斷裂照片
3 應力腐蝕開裂的影響因素及控制途徑
3.1 應力腐蝕開裂的影響因素
3.1.1 介質
引起奧氏體不銹鋼應力腐蝕的介質有多種,但主要以 Cl-和 H2S為主。隨著ρ(Cl-)的增加,內襯管材料應力腐蝕開裂敏感性增強。
試驗結果表明,臨界ρ(Cl-)隨材料、介質環境不同而不同。對于Cr-Ni不銹鋼,Logan和wiilims認為在特定條件下,水中ρ(Cl-)達到5×10-6就會導致斷裂;Birchon等則認為,水中ρ(Cl-)達到(0.2~1)×10-5就能引起斷裂。 而實際應用中, 溫度 80~90 ℃,飽和氧條件下, 水中 ρ(Cl-)≤1×10-6時,18-8型不銹鋼長期使用后也會出現應力腐蝕斷裂。
在H2S和水介質中發生應力腐蝕開裂所需ρ(H2S)很低,甚至在小于1×10-6時也會發生,其裂紋較粗,分支較少,多為穿晶型,也有晶間型或混合型。
當Cl-和H2S同時存在時,對應力腐蝕破裂有明顯的促進作用,而且隨著ρ(Cl-)提高,酸性增大,溫度升高及電位正移,奧氏體不銹鋼在H2S溶液中的破裂傾向增大。
3.1.2 溫度
隨著溫度的升高,奧氏體不銹鋼在介質中的應力腐蝕破裂敏感性增加,產生應力腐蝕破裂的時間便縮短,如圖3所示。
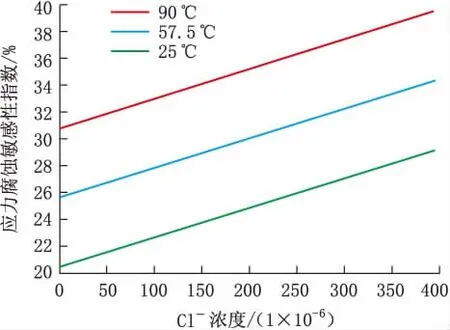
圖3 不同溫度下316L不銹鋼應力腐蝕敏感性指數與 ρ(Cl-)的關系
3.1.3 應力
(1)破壞鈍化膜。不銹鋼表面鈍化膜可強化基體,阻止位錯運動,但在應力作用下,產生滑移會使鈍化膜破裂并暴露出新生的裸金屬面,應力的存在可阻止鈍化膜再形成。
(2)加速Cl-吸附。隨著不銹鋼所受應力的增加,表面Cl-的吸附量亦增加,因此應力增加,應力腐蝕敏感性提高。
(3)加速陽極溶解過程。不銹鋼應力腐蝕裂紋尖端應力集中足夠大時可被機械拉開,從而在沒有保護膜以及應力不斷破壞裂紋尖端鈍化膜的情況下,使腐蝕溶解過程加速。
3.2 降低雙金屬復合管內覆(襯)層材料應力腐蝕的途徑
3.2.1 雙金屬復合管內覆(襯)層在應用中的受力分析
雙金屬復合管在應用中介質已確定,應用環境、內覆(襯)層材料一旦選定,介質與材料就無法改變,此時降低內襯管材料應力腐蝕的途徑就是降低殘余應力和外力,各種力的表現形式如下:
(1)殘余應力。復合管加工完成,不受外部因素作用時,內襯管材料內部為保持平衡所產生的應力。殘余應力主要來源于冷加工成形以及焊接時所引起的內應力,是應力腐蝕開裂的主要因素。
(2)工作應力。內襯管承受外加載荷造成的應力,即復合管工作時所承受的內外壓形成的應力。
(3)熱應力。雙金屬復合管應用過程中由于管道內外溫度差或環境溫度變化造成內襯管的應力。
(4)結構應力。由于地形、管路走向及裝配焊接等原因在管道鋪設過程中產生彎曲等造成內襯管不同部位承受的外力。
3.2.2 降低雙金屬復合管內襯管應力腐蝕的途徑
(1)選擇合適的內覆(襯)層材料。雙金屬復合管在使用過程中環境復雜,介質成分、溫度、壓力、含沙量及流速等不盡相同,選材時不但要遵循相關標準,參考經驗資料,同時須進行模擬工況對比試驗,以確定最合適的材料。
(2)降低制造過程中雙金屬復合管內覆(襯)層材料應力。對于內襯雙金屬復合管,必須在內襯管制造及內襯復合過程中對其殘余應力加以控制或消除。內覆雙金屬復合管由于制造工藝不同,內覆層材料殘余應力相差非常大,因此要根據離心鑄造、堆焊及卷制焊接工藝的不同,在各工序采用不同的熱處理方法降低內覆層殘余應力。
(3)合理設計和施工。根據管路工作壓力、走向、地形及溫度變化進行管路設計,防止金屬復合管在鋪設時因彎曲過大、工作壓力或熱應力造成內覆(襯)層應力增加。制定合理的施工工藝,避免因焊接等施工方法不當造成局部受力過大。
4 雙金屬復合管內覆(襯)層應力腐蝕開裂形式及分析方法
4.1 內覆及內襯雙金屬復合管耐蝕層失效形式
(1)內覆雙金屬復合管基覆層之間形成了冶金界面,與內襯復合管不同,內覆層發生腐蝕開裂時即使貫通也很難出現覆層脫落,但因形成電位差加之內覆層開裂,腐蝕速率會加快,直到出現泄漏時才會發現。因此,內覆復合管覆層發生應力腐蝕開裂具有隱秘性,突發性更強,危害更大。
(2)內襯雙金屬復合管因基襯管屬機械結合,襯層發生應力腐蝕開裂時,即使裂紋貫通出現襯層脫落,管道仍可以使用,但此時失效段介質已完全與基管接觸,基襯材料處于同一介質中形成電位差,腐蝕會加快,必然引起失效段管道泄漏事故發生。
4.2 應力腐蝕開裂分析與判斷
雙金屬復合管內覆(襯)層發生失效有多種形式,原因也非常復雜,對于應力腐蝕開裂,以內襯雙金屬復合管為例,基本判斷分析方法如下。
4.2.1 裂紋性質分析
(1)主裂紋形貌。主要觀察分析裂紋起源、形狀(如樹枝開叉)、裂紋尖端形式、裂紋附近有無塑性變形、開裂方式(穿晶、晶間、穿晶與晶間混合型斷裂),如圖4所示。
(2)裂紋斷口分析。宏觀分析包括裂紋走向、斷口是否脆斷、斷口表面有無腐蝕產物;微觀分析則是通過顯微鏡觀察斷口花紋形式。圖5為部分應力腐蝕開裂斷口形式(河流、扇形、魚骨、羽毛狀)。

圖4 裂紋宏觀形貌

圖5 應力腐蝕斷口形式
(3)裂紋金相組織分析。對不銹鋼內襯斷口及其他部位進行金相分析,并與選材時金相分析結果對比,確定內襯管在制造及應用過程中金相組織及碳化物的變化,如圖6所示。

圖6 裂紋金相分析
通過對裂紋形貌、斷口特征、斷口腐蝕產物微觀形貌與典型的奧氏體不銹鋼失效形式對比,確定應力腐蝕的特征。
4.2.2 裂紋成因分析
(1)環境因素。主要包括介質成分、溫度及管道所處狀態等。
(2)力學因素。包括內覆(襯)層殘余應力、管道工作應力、結構應力、熱應力及組織應力等。
(3)金相組織。通過金相組織分析,確定組織是否發生變化并影響材料耐蝕性能。
4.3 雙金屬復合管內覆(襯)層失效分析判斷方法
通過對雙金屬復合管內覆(襯)層應力腐蝕機理、成因及裂紋性質的分析研究,可歸納出雙金屬復合管內覆(襯)層應力腐蝕開裂分析判斷的基本方法。
(1)裂紋性質判斷。包括:①觀察斷口是塑性開裂還是脆性斷裂、裂紋有無分支、裂紋形狀;②通過微觀分析判斷裂紋開裂方式(穿晶、晶間、混合);③通過能譜分析確定斷口金屬及非金屬物的化學成分;④對斷口及其附近材料進行硬度檢測,并與母材硬度對比分析;⑤對斷口及其附近材料進行金相分析,并與母材金相進行對比。
(2)失效原因確定。根據初步判斷內覆(襯)層裂紋的性質,結合奧氏體不銹鋼相關腐蝕理論及產品應用環境確定失效原因及影響因素。
(3)通過試驗,對內覆(襯)層失效原因進行驗證。
5 結 論
(1)雙金屬復合管在應用過程中,內覆(襯)層在所處介質環境中都會受到不同程度的腐蝕,當內覆(襯)層材料為奧氏體不銹鋼時,產品制造及施工應用中會產生殘余應力和外力,應力腐蝕開裂難以避免,因此,應盡可能降低產生應力腐蝕的風險或延緩其發生時間。
(2)根據雙金屬復合管設計及應用情況,當內覆(襯)層材料選定后,降低應力腐蝕開裂的途徑是降低殘余應力和施工外力。內覆(襯)層殘余應力的降低可根據復合管制造工藝增加不同的工序來消除或降低,在管道施工或應用過程中因承受外載荷會使內覆(襯)層受力,要根據管線實際情況進行合理設計、施工和應用。
(3)內覆(襯)層發生應力腐蝕開裂失效不同于全面腐蝕,因此,對服役管線內覆(襯)層的定期無損檢測顯得極為重要。若一旦出現內覆(襯)層應力腐蝕開裂或碎片掉落,應立即停止運行,檢測并確定失效部位,直至修復完成后才可繼續運行,從而發揮管線的最大性能和增長使用壽命。
[1]陸世英,王欣增.不銹鋼應力腐蝕事故分析與耐應力腐蝕不銹鋼[M].北京:原子能出版社,1985.
[2]A.約翰.塞德賴克斯.不銹鋼的腐蝕[M].北京:機械工業出版社,1986.
[3]貢志林,石小何.奧氏體不銹鋼管道失效分析[J].特種設備安全技術,2009(4):33-34.
[4]李冰.奧氏體不銹鋼換熱管脆性斷裂原因淺析[J].全面腐蝕控制,2006,20(3): 21-23.
[5]王光明,俞波.奧氏體不銹鋼盤管失效分析[J].化工設備與管道,2009,46(4):61-63.
[6]GARCIA C,MARTIN F,TIEDRA P D.Stress corrosion cracking behavior of cold-worked and sensitized type 304 stainless steel using the slow strain rate test[J].The Journal of Science and Engineering-corrosion,2002,58(10): 849-857.
[7]姚京,褚武揚,肖紀美.壓應力導致不銹鋼的應力腐蝕[J].金屬學報,1983,19(5): 445-449.
[8]史耀武,黨耀星,樊培麗.再生器中奧氏體不銹鋼取熱盤管失效原因分析[J].中國腐蝕與防護學報,1988,8(3): 258-266.
[9]楊洲,霍春勇,朱永艷,等.硫化氫對管線鋼在氯化鈉溶液中應力腐蝕開裂的影響[J].海洋科學,2005,29(10):23-26.
[10]褚武揚,王核力,馬若濤,等.奧氏體不銹鋼應力腐蝕和氫致開裂的機理[J].金屬學報,1985,21(1):86-94.
[11]張振杰.奧氏體不銹鋼應力腐蝕破裂探討[J].石油化工腐蝕與防護,2005, 23(2):48-51.
[12]張震.OCr18Ni9Ti奧氏體不銹鋼焊接接頭應力腐蝕行為的研究[J].木工機床,2002(3):22-26.
[13]邢云松.絕熱材料與奧氏體不銹鋼應力腐蝕開裂[J].石油化工腐蝕與防護,2011,28(2):33-34.
[14]曹福想,張啟禮.奧氏體不銹鋼應力腐蝕裂紋失效分析及對策[J].南方金屬,2008(3):9-12.
[15]BARNARTT S.Passivity breakdown and stress corrosion cracking of stainless steel[J].Journal of the Electrochemical Society, 1961,108(3):222-225.
[16]張明樂.TP321H不銹鋼氯離子應力腐蝕開裂分析[J].石油化工設備,2010,39(4):101-102.
[17]艾淑平.奧氏體不銹鋼三通開裂原因分析[J].乙烯工業,2006,18(4): 19-22.
[18]呂國誠,許淳淳,程海東.304不銹鋼應力腐蝕的臨界氯離子濃度[J].化工進展,2008,27(8):1284.
[19]梁成浩.奧氏體不銹鋼的應力腐蝕破裂[J].石油化工設備,1986(3):19-25.
Stress Corrosion Cracking Failure Analysis on Bimetal Composite Pipe Lining Layer
GUO Chongxiao,JIANG Qinrong,ZHANG Yanfei,LI Huajun
(Xi’an Sunward Aeromat Co.,Ltd.,Xi’an 710025,China)
In order to improve the reasonable design,construction and application of bimetal composite pipe,in this article it analyzed the corrosion failure type of bimetal composite pipe lining layer,and also analyzed pipeline stress corrosion cracking conditions,mechanism,and fracture morphology.It determined the failure reason and judgment method,and pointed the method of reducing stress corrosion failure of bimetal composite pipe.The research results indicated when the lining layer material of bimetal composite pipe is selected;reducing residual stress and construction external force are the only way to reduce stress corrosion cracking.It also pointed the regular non-destructive detection of service pipeline lining layer,determining failure location and in time repair are the important ways to extend pipeline service life.
bimetal composite pipe;lining layer;stress corrosion cracking;failure analysis
TG335.83
B
10.19291/j.cnki.1001-3938.2016.02.008
郭崇曉(1964—),男,研究員,主要從事金屬復合材料及相關產品的研究、開發與應用。
2015-11-19
李 超
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年1期)2019-03-30 01:35:32
電子制作(2018年18期)2018-11-14 01:48:24
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
山東工業技術(2016年15期)2016-12-01 05:31:22
制造技術與機床(2015年10期)2015-04-09 07:06:00
建筑材料學報(2014年3期)2014-03-11 17:08:02