1250 MW核電機組常規島管道制造質量控制及存在問題處理
2016-12-15 01:47:09孫小石王玉喜
黑龍江電力 2016年5期
孫小石, 王玉喜
(黑龍江省電力科學研究院,哈爾濱 150030)
?
·電網設備·
1250 MW核電機組常規島管道制造質量控制及存在問題處理
孫小石, 王玉喜
(黑龍江省電力科學研究院,哈爾濱 150030)
針對 1250 MW核電機組常規島管道設備制造中存在的問題,筆者根據核電管道制造圖紙及技術文件,分析了管道設備制造過程中原材料采購質量差、銹蝕嚴重等問題原因,提出了VT目視檢查、PT無損檢測及防銹等處理措施。化學分析和油份檢測結果表明,處理后的管道質量符合規范要求,也達到了原材料管道質量和防銹要求,同時消除了管道制造中存在的質量問題。
1250 MW;常規島;管道;質量控制
三門核電有限公司1250 MW核電機組一期工程1、2號機組管道供貨范圍主要是高壓進汽管道、高壓排氣管道、低壓進氣管道、汽封系統管道、疏水管道、低壓缸排氣噴水管道、管道支吊架和廠家重裝供貨的MSR系統管道。但在收貨驗收時,依據圖紙及技術要求,發現該核電機組在常規島管道設備制造中存在原材料采購質量差、銹蝕嚴重等問題,不能滿足管道制造質量控制標準要求。對此本文根據管道設備制造的質量控制過程要求,分析了管道制造過程中存在的管道質量問題,提出了針對性的處理措施,并采用VT目視檢查、無損檢測和其它有效檢驗、檢測方法進行驗證,結果表明處理后的管道質量符合規范要求。
1 管道設備制造質量控制過程
三門核電站1250 MW核電機組常規島管道由管道組成件和管道支吊架等組成,其功能是用以輸送、分配、混合、分離、排放、計量、控制和制止流體的流動[1]。管道的布置要根據連接設備的接口位置及周圍的情況進行綜合考慮,合理布置[2]。
1.1 管道制造工藝
根據制造廠家設計圖紙和管道制造工藝規程,其管道制造工藝流程如圖1所示。而在實際制造過程中,應結合制造廠家的工藝傳統和工裝設備做相應的調整。
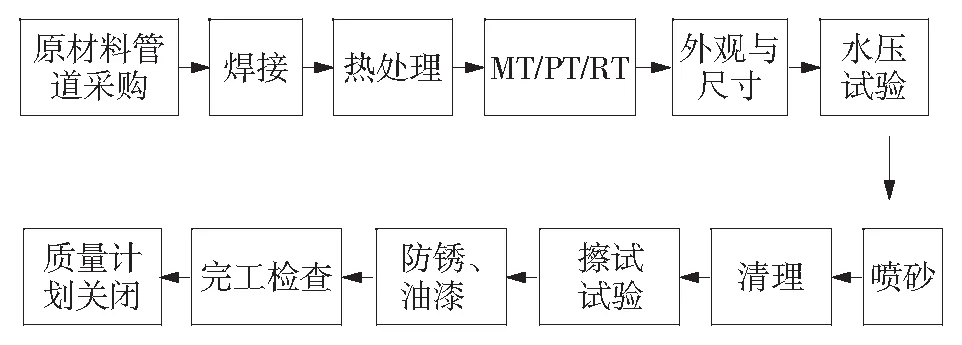
圖1 管道制造工藝流程圖
1.2 質量控制過程
1.2.1 技術準備
在工作正式開始前,駐廠人員應進行相應的工作準備:
1) 熟悉與管道有關的規范標準、合同等資料文件。
2) 熟悉管道的制造圖紙和相關技術文件。
3) 熟悉管道的加工、焊接、檢查、試驗、無損探傷等主要工藝方法及相應驗收標準。
4) 熟悉管道監督導則的應用,強化監督細則的理解。
1.2.2 質量計劃審查及認可
根據圖紙及技術文件要求,駐廠人員對制造廠提交的管道質量計劃進行審查,包括高壓進汽管道、高壓排氣管道、低壓進氣管道質量計劃40份;汽封系統管道質量計劃2份;疏水管道質量計劃2份;低壓缸排氣噴水管道質量計劃2份;管道支吊架質量計劃2份。
駐廠人員嚴格按照駐廠程序審查制造廠家編制的初版質量計劃,填寫文件審查意見單。主要檢查質量計劃中制造工藝和檢驗試驗工序是否有漏項,參考圖紙和技術文件是否錯誤,參考文件版本號是否正確,對一些不清楚的工序或檢查方法找制造廠技術人員進行澄清;根據管道制造工藝和檢驗試驗工序的難度和重要程度,判斷質量控制點的等級應選擇H、W或R點[3]。審查后提交三門核電有限公司進行進一步審查和確認,制造廠更改后的最終版本報三門核電有限公司認可批準,后續作為正式執行文件。
1.2.3 實施見證點出席
見證點出席為駐廠活動實施中的一個重要環節,必須做好出席前的技術準備、出席過程控制以及記錄控制。
1) 見證點出席前的準備。根據見證點出席計劃,對將要出席的質量見證點提前進行技術準備,參考相應監督導則和監督細則要求,提前編制檢查清單,避免未經任何準備就直接出席見證點的現象。
2) 見證點出席。出席見證點時,嚴格按照檢查清單逐一進行監督檢查和記錄,對于與檢查清單有偏差的地方,要及時與制造廠人員進行溝通和確認。另外,駐廠人員在出席見證點期間,要注重原始記錄的收集。
3) 監督報告的編制。駐廠人員要嚴格按照程序管理要求,出席完見證點,要在規定時間內提交見證點監督報告。
1.2.4 落實日常巡檢制度
編制日常駐廠巡檢管理程序文件,對駐廠人員的日常巡檢進行規范化管理,根據管道的特點,每個工作日對管道進行1次巡檢。
1) 駐廠人員在巡檢過程中對制造廠涉及本項目管道的制造工作進行質量監督;例如焊接檢驗人員需持證上崗等[4]。
2) 對違反制造廠質保體系和質量管理程序的行為,及時向生產人員指出。對于屢次提醒,應發出質量觀察意見單,并要求制造廠質保部門調查整改。
3) 駐廠人員每次巡檢過程中還需要對重要的不符合項進行跟蹤,跟蹤其是否按照不符合項報告里的返工或返修要求進行操作。
1.2.5 細致做好管道出廠前檢查
檢查內容:檢查技術規格書和質量計劃的執行情況;檢查試驗數據的記錄和試驗報告;檢查工藝文件的記錄和工藝處理方法;檢查設計圖紙的版本;檢查管道的幾何尺寸;檢查管道標識;檢查管道的外觀質量;檢查油漆或其他涂層;備品備件及專用工具檢查;完工文件審查。
在三門核電站現場開箱檢查以及安裝過程中,發現了管道表面磕碰、銹蝕、油漆剝落、管口橢圓等質量問題。
1.3 管道制造過程關鍵點分析
1.3.1 原材料采購
原材料采購是質量監督的基礎和重要環節,有些原材料管道存在來料尺寸偏短、彎頭角度不對、管口橢圓等情況,這些問題直接導致后續制造中質量問題的發生。因此,駐廠人員要重點關注原材料的質量控制,發現不合格情況及時返廠,重新采購合格的原材料管段,盡力把問題控制在大批量管道制造之前。
1.3.2 焊接、焊后熱處理及無損檢測
在管道焊接過程中,要重點關注管段的橢圓度、縱焊縫相對位置、彎曲角度及坡口預處理等,避免在管段對接或現場安裝中出現坡口錯口太大而無法施焊的問題。在處理坡口時,嚴格按照圖紙要求施工,要注意管壁的減薄量及保證現場的安裝余量,對接管段的原始縱焊縫不能重合,應注意旋轉錯開的方向及旋轉的角度。對管道上的儀表接管和吊耳,要注意其焊接的相對位置和角度是否符合要求。
在管道焊接時,采用單面焊雙面成型[5];焊后進行局部熱處理及無損檢測,及時消除內部殘余應力和焊縫表面及內部的一些超標缺陷,并及時返修。
1.3.3 水壓試驗
由于管道的特殊性,其運行工況多數是在高溫、高壓之下,因此 “水壓試驗”工序是檢驗焊縫及整體性能指標的一個重要環節。首先要進行水質檢查,避免Cl等危害元素[6],加入防銹劑等;其次,在管道保壓過程中注意管道自身焊縫或法蘭連接處不能出現變形及泄露情況,水壓試驗后內部存水要充分放出,干燥要充分徹底。
1.3.4 管道防銹
管道的防銹工作主要體現在兩個方面:一方面是管段內表面噴涂水溶性防銹劑;另一方面是外表面涂刷油漆。
管道銹蝕問題在管道到現場后普遍存在,有管道自身防銹或噴砂不到位的原因。有些管道因為自身結構影響,例如高壓進汽導汽管存在空間三維S形彎結構,噴砂槍打不到某些部位,無法噴砂保護,這部分應重點關注其內表面的清理及擦拭試驗結果。管道外表面油漆一般是3層多遍涂漆,應重點保證每層漆膜的厚度、層間要干燥充分及整體表面質量。在管道發貨前,對管口部位應進行封堵保護,防止雨水或濕熱空氣進入誘發銹蝕。
2 管道質量問題原因分析及處理
在三門核電站1、2號機組的管道制造過程中,1號機組產生11個不符合項,2號機組產生2個不符合項。因為管道需要在核電站建設現場安裝,所以其中大部分不符合項都是由發運三門核電站現場安裝時的不符合項轉化而來的。
2.1 原材料采購質量差
2.1.1 高壓進汽導汽管
在采購來的原材料管段中,有些存在來料尺寸短、彎頭角度偏差、橢圓度不良和坡口附近管道壁厚不均勻等情況。
例如三門核電站2號機組高壓進汽導汽管,其中有兩個管段,圖紙要求長度尺寸為4270 mm,現場裝配余量為100 mm,即管段總長度應為4370 mm,但經現場人員實測這兩個管段的長度分別為4330 mm和 4350 mm。經駐廠人員VT目視檢查、尺寸測量發現,其余管段存在彎頭處角度超差、管段橢圓及管壁厚度不均勻等問題。
經過分析,發現下料車間依據管道圖紙要求下料存在錯誤,導致管段最終下料尺寸偏短。原材料管道預制時,彎制角度調整、彎制力度、工裝等要素未達標,導致管段彎頭角度超差、橢圓和壁厚不均勻。因此,要求原材料廠家按照圖紙尺寸要求對偏短的管段重新進行下料,改進彎制工藝和工裝,提前進行預變形處理,保證彎頭角度及管口圓度和均勻性。然后,對制造后的管段進行VT目視檢查和尺寸檢查,借助超聲波測厚儀對管壁的壁厚進行全方位多點測量,最終使下料管道原材料達到了圖紙要求。
2.1.2 管道彈簧支吊架
由分包商承制的三門核電站1號機組汽輪機管道彈簧支吊架結構形式如圖2所示。駐廠人員在原材料出廠最終檢查時發現彈簧未經過表面處理,存在大量氧化皮,如圖3所示。將彈簧拆出后發現彈簧兩端面不平,彈簧尺寸不符合技術要求。由于彈簧支吊架彈簧是安裝在套筒內部的,彈簧頂蓋與套筒進行焊接[7],彈簧表面存在大量氧化皮,因此必須將彈簧從套筒內取出后方可進行表面處理。制造廠家將所有套筒及頂蓋割除,把彈簧從套筒內取出,對彈簧進行檢查時又發現彈簧兩端面不平,出現變形扭曲現象,已經不符合技術要求。
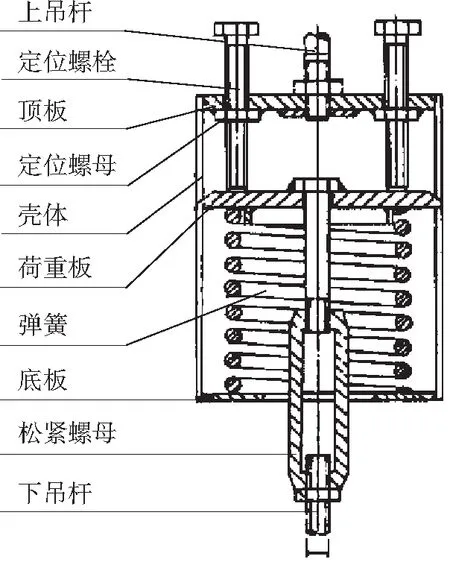
圖2 管道彈簧支吊架結構圖

圖3 彈簧表面氧化嚴重
經過分析,發現彈簧廠制造廠家沒有嚴格按照國家標準進行生產,管道彈簧支吊架制造廠沒有嚴格對彈簧的尺寸、表面清潔度進行檢查,而直接與套筒進行安裝,忽視了外購件的產品質量。因此,要求彈簧廠制造廠重新對出現質量問題的彈簧進行打磨、修正,滿足圖紙及技術要求后對彈簧重新進行噴砂處理及表面噴漆;重新制造套筒及頂蓋,將彈簧與套筒進行裝配,最終頂蓋與套筒進行焊接。
為了驗證管道彈簧支吊架返修結果,在汽輪機管道彈簧支吊架安裝后進行彈簧性能試驗,結果表明性能試驗滿足要求。為了驗證彈簧兩端面不平對彈簧的使用性能影響,需要對兩端面不平的彈簧進行性能試驗,結果試驗數值滿足性能要求。
在頂蓋與套筒進行焊接后,對焊縫進行目視檢查和PT探傷,按JB/T4730-2005《承壓設備無損檢測》第5部分滲透檢測中的要求[8],PT檢測結果合格,不存在超標缺陷。
2.2 管道銹蝕嚴重
三門核電站1、2號機組管道發運至現場后,發現其中大部分管道存在銹蝕嚴重的情況,管道銹蝕問題在不符合項中比較突出。例如1號機組高壓進汽導汽管2號管段現場安裝前,外觀檢查發現1號機組高壓進汽導汽管的2號管段內生有大量銹蝕。2號機組MSR系統部分管道外觀、油漆及包裝狀態不滿足標準要求,管道內表面大面積銹蝕,不符合標準要求。其原因主要是現場濕熱、鹽霧氣候而誘發銹蝕;管道存在特殊結構,導致管道自身防銹存在盲區及噴砂不到位的情況發生。因此,要求制造廠家重新用鋼絲刷去除管道內表面存在的鐵銹,待清理干凈后,再重新進行噴砂和油漆。
在管道重新噴砂后,采用VT目視檢查的方法仔細觀察管道表面,尤其是內表面死角部位,查看噴砂是否到位;同時按照標準要求,噴砂后的表面粗糙度需達到40~75 μm,可采用粗糙度對比試片或借助粗糙度檢測儀兩種方式進行檢查,最終管段噴砂粗糙度滿足圖紙及技術要求,噴砂表面均勻性良好。
駐廠人員根據管段圖紙及技術要求,對管道內壁、彎管段、坡口、吊耳等部位進行擦拭試驗,化學分析和油份檢測結果如表1所示。

表1 擦拭試驗化學分析結果
從表1可以看到,化學分析和油份檢測結果合格。根據管道圖紙及技術要求,管道在噴砂4 h內,外表面需要涂刷一層底漆,漆膜厚度在70 μm;在管道內表面涂刷水溶性的防銹劑,按照標準噴涂100 E,厚度要求為20 μm。待外表面油漆及內表面防銹劑充分干燥后,采用VT目視檢查、內窺鏡檢查等方法,對油漆、防銹劑表面質量進行檢查,查看涂刷是否均勻,是否存在流掛、涂刷高低不平、漏涂的情況;同時采用測厚儀對油漆漆膜厚度、防銹劑厚度進行測量,直到符合圖紙及標準要求為止。針對銹蝕嚴重的質量問題,制造廠家應強化生產、質檢人員的質量意識[9],將程序執行落實到位;同時要求供貨商認真履行合同,做好管道設備的驗收工作[10]。
3 結 論
1) 通過對三門核電站1250 MW核電機組常規島不符合要求管道采用焊前預校形處理、VT目視檢查、尺寸檢查、PT無損檢測、性能試驗方法進行檢查和驗證,最終保證了管道原材料質量符合圖紙和技術文件的要求。
2) 按照圖紙及技術文件要求對不符合要求管道進行打磨、重新噴砂、油漆和防銹,通過粗糙度對比試塊、測量儀等輔助手段,采用VT目視檢查、內窺鏡檢查方法進行檢查;同時進行擦拭試驗,經化學分析和油份檢測,結果驗證合格,最終達到了管道設備防銹的目的。
[1] 畢春媚.汽輪機導汽管設計.機械工程師[J].2014, 48(3):227-228.BI Chunmei.Design of turbine steam conduit[J].Mechanical Engineer,2014, 48(3):227-228.
[2] 楊守全.管道預制工廠化現狀及發展趨勢[J].石油化工建設, 2007, 29(1):13-16.YANG Shouquan.On the pipe prefabrication technology [J].Petroleum And Chemical Construction, 2007, 29(1):13-16.
[3] 郭德朋, 王永嬌.核電設備駐廠工作管理與執行的優化[J].核動力工程, 2009, 30(6):75-78.GUO Depeng, WANG Yongjiao.Optimization of management and implementation on nuclear equipment quality surveillance work[J].Nuclear Power Engineering, 2009, 30(6):75-78.
[4] 朱文宇, 賈衛東.淺談管道工程設備和材料的駐廠工作[J].交通企業管理, 2013, 31(6):35-36.ZHU Wenyu, JIA Weidong.Discussion on the stationing of equipment and materials for pipe project[J].Transportation Enterprise Management, 2013, 31(6):35-36.
[5] 周慶云, 張冰.福清核電1號常規島主蒸汽管道P280GH焊接工藝評定[J].科技信息, 2013, 33(12):382-383.ZHOU Qinyun, ZHANG Bing.Evaluation on the welding technique for the main steam pipe P280GH of No.1 conventional island in Fuqing Nuclear Power Station [J].Science &Technology Information, 2013, 33(12):382-383.
[6] 王明泉, 宋文愛.管道銹蝕射線檢測技術[J].測試技術學報, 2002, 16(3):203-206.WANG Mingquan, SONG Wenai.The radiographic detecting technology of the pipeline rust[J].Journal Of Test And Measurement Technology, 2002, 16(3):203-206.
[7] 胡學軍, 楊中明.火力發電廠汽水管道支吊架檢查與維修調整[J].發電設備, 2004, 18(6):376-378.HU Xuejun, YANG Zhongming.Supports and hangers of steam &water pipelines in thermal power plants-checking, maintenance and adjustment[J].Power Equipment, 2004, 18(6):376-378.
[8] 李建軍.管道焊接技術[M].北京:石油工業出版社, 2007.LI Jianjun.Pipe welding technology [M].Beijing:Chemical Industry Press, 2007.
[9] 康日新.核電質量管理的兩個要點[J].核標準計量與質量, 2003, 29(3):5-27.KANG Rixin.Two main points of nuclear power quality management[J].Nuclear Power Standard Measurement and Quality, 2003, 29(3):5-27.
[10] 時世春, 張振華.超超臨界機組四大管道配管廠駐廠及監檢問題初探[J].無損探傷, 2013, 40(2):11-14.SHI Shichun, ZHANG Zhenhua.Investigation on the stationing and monitoring of the four pipe plant for ultra supercritical units[J].Nondestructive Inspection, 2013, 40(2):11-14.
(責任編輯 侯世春)
Quality control of pipe manufacture for 1250 MW nuclear power unit conventional island and treatments
SUN Xiaoshi, WANG Yuxi
(Heilongjiang Electric Power Research Institute, Harbin 150030, China)
Aiming at the problems in pipe manufacture for 1250 MW nuclear power unit conventional island, the author analyzed the problems in the manufacture, such as poor quality of the purchased raw material, and serious corrosion and so on, according to the manufacturing drawing and technical documents of nuclear power pipes, and proposed the treatments including VT visual inspection, PT nondestructive testing and antirust.The result of chemical analysis and oil detection shows that the improved pipe quality meets the requirement of relevant regulations, raw material pipe quality and antirust.
1250 MW;conventional island;pipe;quality control
2016-01-25;
2016-04-18。
孫小石(1983—), 男, 工程師, 主要從事核電設備無損檢測和監造工作。
TK223.3
A
2095-6843(2016)05-0451-05
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
汽車實用技術(2020年16期)2020-09-06 13:28:22
當代工人(2019年20期)2019-12-13 08:26:11
中國生殖健康(2019年2期)2019-08-23 08:12:08
制造技術與機床(2017年9期)2017-11-27 02:14:26
產品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
中國質量與標準導報(2014年1期)2014-02-28 22:21:28
河南科技(2014年12期)2014-02-27 14:10:44